Evaluating alumina furnace tubes is a structured process that starts with recognizing their critical role in high-temperature environments. Engineers must first confirm the material’s intrinsic stability, such as crystalline phase consistency, to ensure that long-term operation will not be compromised. This initial understanding allows users to establish a scientific baseline before moving into application-specific requirements.
The next stage focuses on aligning tube properties with real-world furnace scenarios. Parameters like thermal expansion, flexural strength, and conductivity need to be mapped against the stresses found in laboratory or industrial systems. In parallel, application-driven factors such as bore configuration, airflow management, and gas sealing must be considered to prevent design mismatches. This two-step comparison ensures the chosen tube delivers not only material reliability but also operational efficiency.

Finally, systematic evaluation includes analyzing failure risks and engineering implementation. By factoring in degradation modes, lifecycle cost, and compliance standards, decision makers can create a balanced framework. This comprehensive view supports both performance assurance and sustainable procurement choices.
Establishing Material Performance Benchmarks
Engineers require clear benchmarks when assessing alumina furnace tubes for use in demanding thermal systems. This process begins with defining material stability, followed by validating performance with real test data. The outcome is a structured framework that ensures tubes meet both safety and efficiency goals.
Crystalline structure and high-temperature stability links
The crystalline arrangement of alumina, particularly its α-phase, provides the foundation for thermal stability. This phase remains stable at temperatures exceeding 1600 °C, preventing destructive phase transitions. Such consistency is critical to avoiding unpredictable performance shifts during furnace operation.
When phase stability is assured, microstructural cohesion improves across long service durations. Researchers confirm that fine-grain boundary stabilization correlates with longer lifespans in cyclic heating applications. These findings support alumina’s suitability in repeated industrial heating cycles.
Therefore, analyzing the relationship between crystal stability and high-temperature service is essential in predicting long-term reliability.
To illustrate these points more clearly, attention should be given to the structural aspects that guide tube performance:
- Phase stability supports service life
- Grain boundaries define durability
- Cyclic heating resilience reduces risk
Measured parameters: expansion coefficient, flexural strength, conductivity
Thermal properties dictate how alumina tubes perform in furnaces with constant heating and cooling. The expansion coefficient, ideally below 8.5 × 10⁻⁶/K, protects against stress fractures. Flexural strength typically measures over 250 MPa in high-purity grades.
These values are confirmed through standardized methods, such as ASTM E1461 for thermal diffusivity. Engineers who incorporate such verified data into design reduce uncertainty in procurement. Data-driven benchmarks therefore streamline material selection.
Consequently, tubes with low expansion and high strength deliver more predictable outcomes in high-temperature environments.
| Parameter | Typical Value | Testing Method |
|---|---|---|
| Thermal Expansion (CTE) | ≤ 8.5 × 10⁻⁶/K | ASTM E831 |
| Flexural Strength | ≥ 250 MPa | ASTM C1161 |
| Thermal Conductivity | 20–30 W/m·K | ASTM E1461 |
Purity thresholds: 99% vs 99.7% alumina tube performance
Purity is a decisive factor in tube reliability under prolonged heating. Tubes with 99.7% alumina demonstrate 15–25% higher creep resistance1 compared with 99% grades. Reduced impurities also improve dielectric performance in hybrid furnace systems.
The higher purity minimizes grain boundary diffusion, delaying microcracking in >1200 °C environments. These improvements directly translate into reduced maintenance frequency. Companies using higher purity grades often observe extended replacement cycles.
Thus, selecting between 99% and 99.7% alumina must weigh upfront cost against lifecycle savings.
In practice, purity levels influence performance in several distinct ways:
- Higher purity delays creep deformation
- Lower impurity content improves stability
- Cost-performance trade-offs require evaluation
Application-Driven Selection of Alumina Furnace Tubes
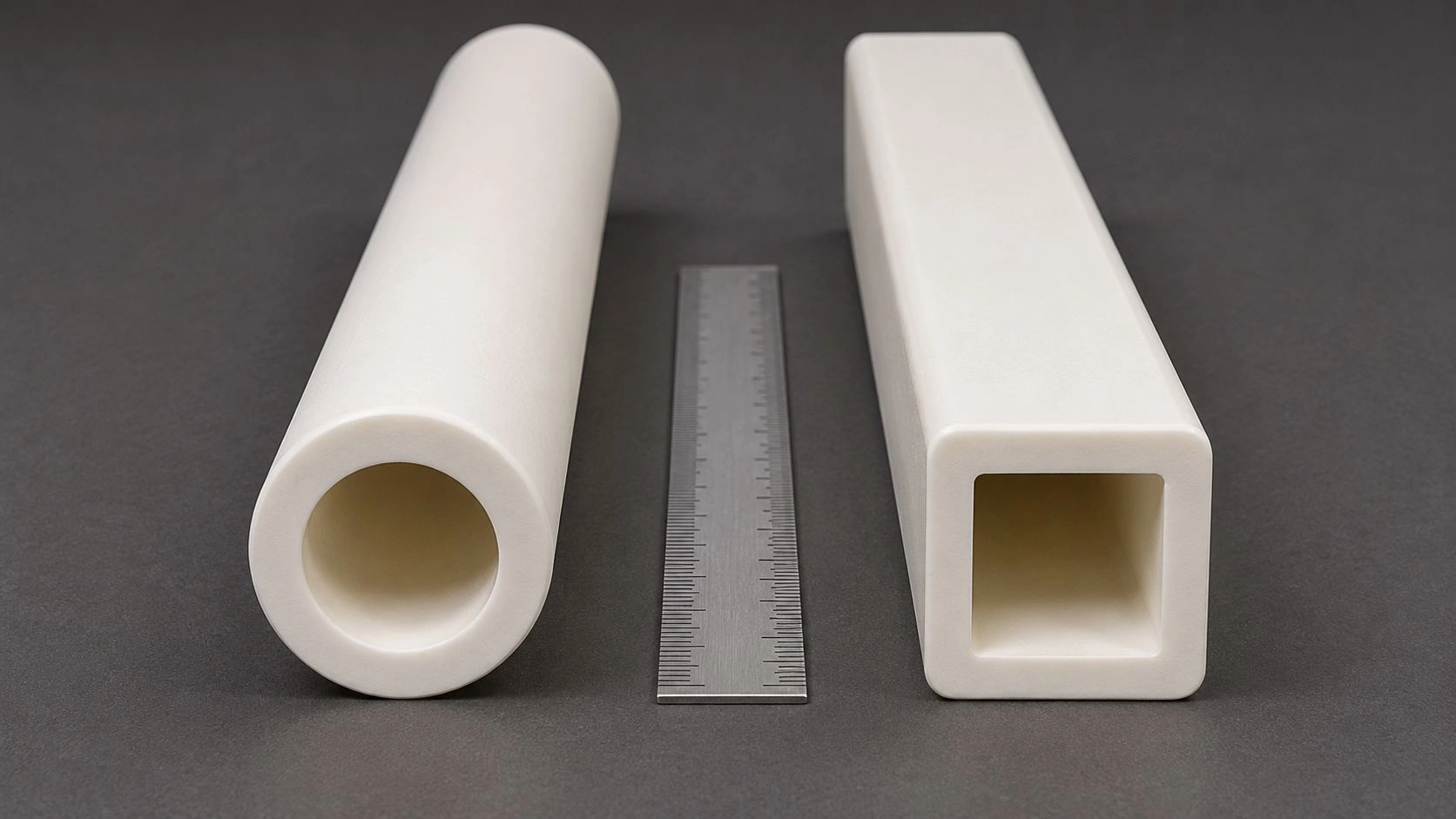
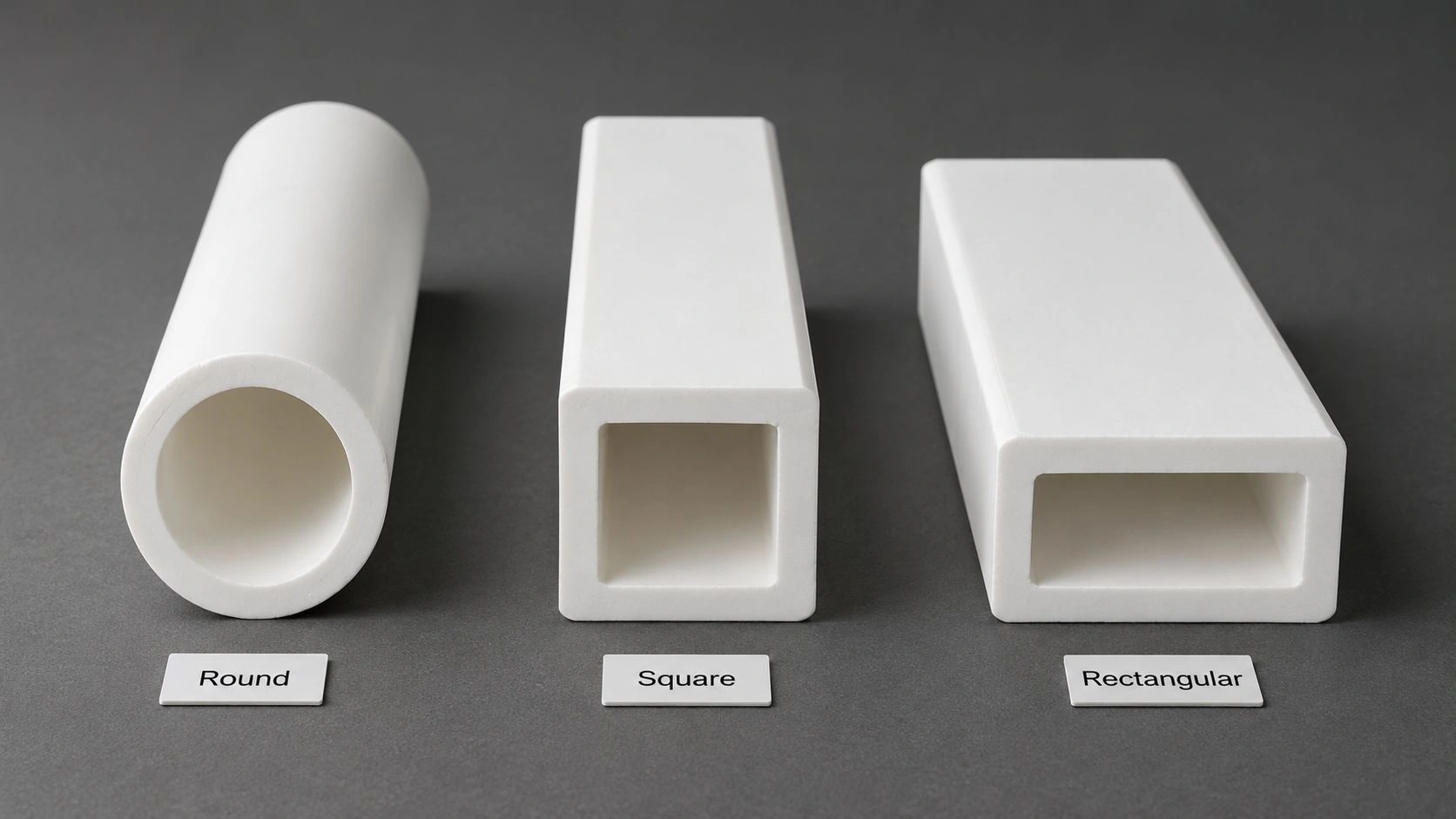
Selecting the appropriate alumina furnace tube involves aligning technical requirements with practical applications. From laboratory furnaces to industrial continuous systems, design criteria differ widely. Engineers must also consider how structural choices affect airflow and thermal gradients.
Laboratory vs continuous furnace design needs
Laboratory-scale furnaces prioritize modularity and frequent cycling. They often rely on smaller open-ended tubes for fast assembly and testing. Industrial furnaces, by contrast, require high dimensional stability across extended spans.
Continuous furnace systems benefit from closed-end or multi-bore designs to ensure thermal consistency. These designs also limit gas leakage, which is vital for production safety. Each setting imposes unique mechanical stress conditions on the tubes.
Therefore, the application environment must guide structural configuration choices.
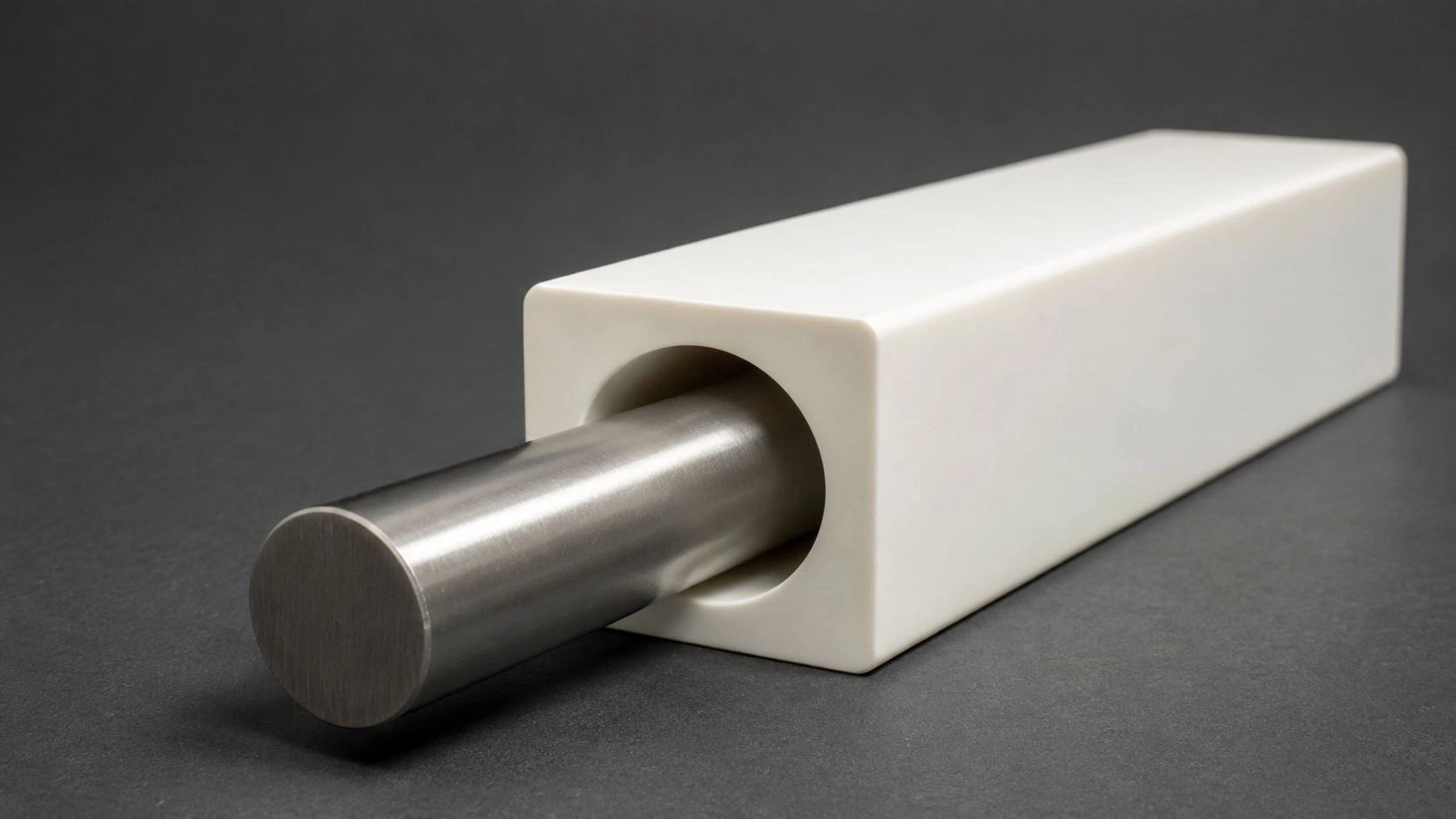
Multi-bore alumina tubes and airflow separation
Multi-bore tubes create separate channels for simultaneous processes, such as gas flow segregation. In catalyst trials, they improve laminar flow conditions and enhance repeatability. Studies report a 38% reduction in gas cross-contamination.
Their success depends on precise bore spacing and low wall eccentricity. Manufacturers achieve this through extrusion or isostatic pressing. Engineers should confirm bore accuracy before operational use.
Consequently, multi-bore tubes improve furnace efficiency and reduce process errors.
| Design Type | Application Benefit | Observed Efficiency |
|---|---|---|
| 2-bore tube | Simple separation | Moderate control |
| 4-bore tube | Gas segregation | 38% lower contamination |
| 6-bore tube | High-density flows | Advanced precision |
Managing extreme gradients >200 °C/cm
Rapid temperature changes place significant strain on alumina tubes. Extreme axial gradients greater than 200 °C/cm cause expansion mismatch between wall sections. Tubes must therefore exhibit thermal shock resistance exceeding ΔT 300 °C/min.
Closed-end designs with gradual thickness transitions mitigate this risk. Engineers should use thermal simulations to model furnace heat distribution. Early detection of stress zones prevents catastrophic failure.
As a result, gradient management strategies ensure durability during fast heating cycles.
These observations highlight crucial design priorities:
- Shock resistance minimizes crack formation
- Thickness gradients distribute stress
- Simulations improve predictive accuracy
Failure Prevention and Alternatives for Alumina Furnace Tubes
Failure prevention is an integral component of alumina tube evaluation. This process requires analyzing degradation modes, case studies, and protective alternatives. A proactive approach helps extend furnace uptime and reduce cost.
Critical degradation under hydrogen atmospheres
Hydrogen-rich environments at >1000 °C accelerate intergranular voiding. Microstructural changes weaken tube stability after repeated exposure. High-purity grades resist these effects longer due to reduced boundary impurities.
Engineering tests reveal faster thermal fatigue in cyclic H₂/N₂ exposure. Tubes in such service conditions require protective coatings. Engineers must account for transient as well as steady-state profiles.
Thus, reducing degradation requires pairing material choice with environmental assessment.
| Atmosphere Type | Typical Degradation | Countermeasure |
|---|---|---|
| Hydrogen | Intergranular voiding | High purity + coating |
| Nitrogen | Thermal fatigue | Controlled cycling |
| Mixed gases | Accelerated cracking | Material selection + CFD modeling |
Thermal crack case analysis and fracture mechanics
Crack initiation often starts at sharp corners or surface notches. In flexural testing, failure originates in machined stress zones. Imaging shows progressive propagation under cyclic load.
Fracture toughness (K_IC > 3 MPa·m¹ᐟ²) is validated through ASTM C1421. Engineers using thermal cameras can identify hotspots where cracks form earliest. Such tools improve predictive maintenance planning.
Accordingly, fracture studies reveal how geometric details directly impact reliability.
It becomes clear that tube geometry dictates mechanical stability:
- Corner radii reduce stress intensity
- Surface finishing prevents crack nucleation
- Regular imaging aids early detection
Silicon carbide coatings as protective layers
Protective coatings extend alumina tube performance. SiC layers reduce oxidation and block corrosive vapor ingress. Dual coatings combining SiC and boron improve chemical inertness further.
Tests demonstrate that coated tubes retain 92% strength after 500 cycles. In comparison, uncoated tubes drop to 68%. Compatibility between coating and substrate expansion is essential.
Hence, coatings provide practical solutions for long-term reliability in harsh settings.
Engineering Implementation Factors for Alumina Ceramic Tubes
Implementation factors connect material science with procurement reality. Engineers must balance lifecycle cost, supplier capability, and compliance. Each aspect plays a decisive role in industrial adoption.
Lifecycle cost model including maintenance
High-purity alumina tubes cost 20–35% more initially. However, service life extension of 2–3× offsets upfront expense. Lifecycle cost (LCC) models provide clarity.
Such models include downtime reduction and maintenance frequency. Engineers applying these tools can justify higher material grades. LCC analysis improves long-term financial planning.
Accordingly, lifecycle models strengthen investment decisions in demanding environments.
Supplier capability evaluation
Evaluating suppliers extends beyond simple material supply. Engineers must assess manufacturing methods, in-house testing, and delivery capacity. Certifications confirm reliability.
Suppliers with flexible MOQs and engineering support provide faster turnaround. Customers benefit from customized geometries and technical collaboration.
Thus, supplier evaluation should integrate both technical and logistical metrics.
| Capability Area | Evaluation Focus | Value to Buyer |
|---|---|---|
| Forming method | Isostatic vs extrusion | Influences consistency |
| Testing scope | XRD, SEM, ASTM | Verifies reliability |
| Delivery cycle | Standard vs urgent | Affects project timing |
Compliance standards: ASTM, ISO, IEC
International standards reduce procurement risk. ASTM C1607 ensures dimensional accuracy, while ASTM C773 validates strength. ISO and IEC norms cover insulation and safety.
Clear specification of compliance avoids disputes over quality. Engineers should embed test requirements directly in RFQs. Suppliers must confirm ability to meet these standards.
Therefore, compliance frameworks safeguard long-term industrial trust.
Expert Insight
Many engineers overlook cyclic thermal testing. Data show alumina tubes tested without thermal cycling can overestimate service life by 30%. Always specify ASTM C1171 or equivalent thermal shock tests in procurement to avoid hidden reliability issues.
Conclusion
A robust evaluation balances material benchmarks, application fit, failure risks, and implementation factors. Align data with operating conditions. Specify tests and tolerances to secure reliable, long-term performance.
Navigating high-temperature material decisions is a significant engineering challenge. Engage the ADCERAX engineering team for factory-direct, custom alumina tubes and rapid small-batch support to de-risk your next build.
FAQ (Frequently Asked Questions)
Q1. What thermal properties define alumina furnace tube suitability at high temperatures?
A. Prioritize a thermal expansion coefficient ≤ 8.5 × 10⁻⁶/K, flexural strength ≥ 250 MPa, and thermal conductivity of 20–30 W/m·K, verified under relevant ASTM methods and stated test conditions.
Q2. How should buyers weigh purity against cost in commercial decisions?
A. Compare 99% vs 99.7% grades using lifecycle models: higher-purity tubes often deliver 15–25% better creep resistance and fewer replacements, offsetting higher initial price in continuous-duty operations.
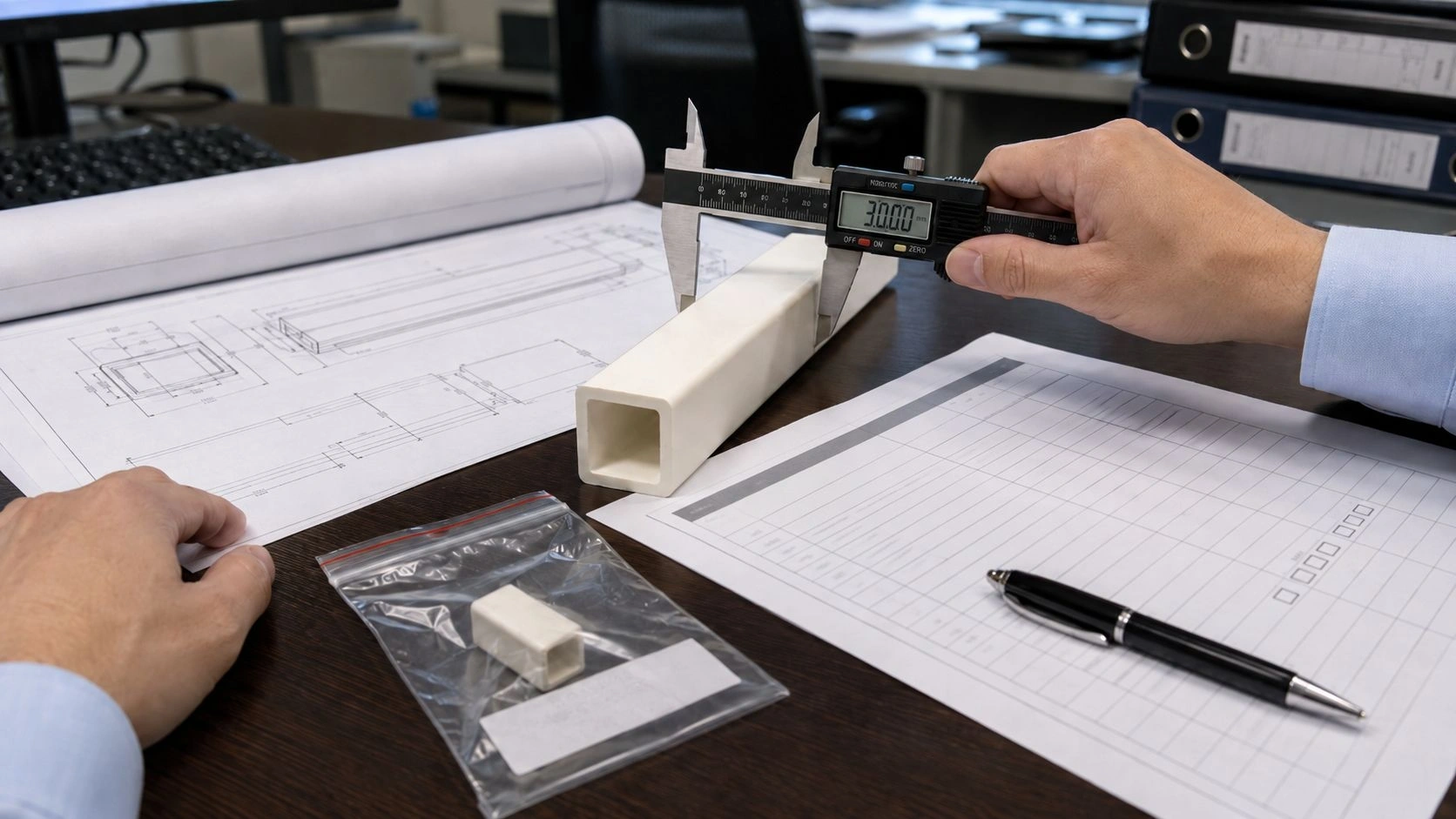
Q3. What practical information must be included in an RFQ for custom alumina tubes?
A. Provide operating temperature, atmosphere, gradient profile, geometry and tolerances, surface finish, inspection standards (e.g., ASTM references), and any coating requirements to ensure accurate quotations and lead times.
Q4. When is an alternative to alumina a more effective choice?
A. In severe thermal-shock or reducing atmospheres, consider silicon carbide or coated solutions; evaluate fracture toughness, ΔT tolerance, and atmosphere compatibility before specifying alternatives.
References:
-
Learn more about creep resistance and its importance in material selection for high-temperature applications. ↩