Forming-Stable Silicon Carbide Mold for Glass Molding for Advanced Glass Fabrication
Silicon Carbide Mold for Glass Molding delivers stable high-temperature performance and predictable forming behavior by combining low thermal expansion, high thermal conductivity, and durable SiC microstructure. These properties support consistent production outcomes in advanced glass-forming environments where dimensional control and thermal uniformity are essential.
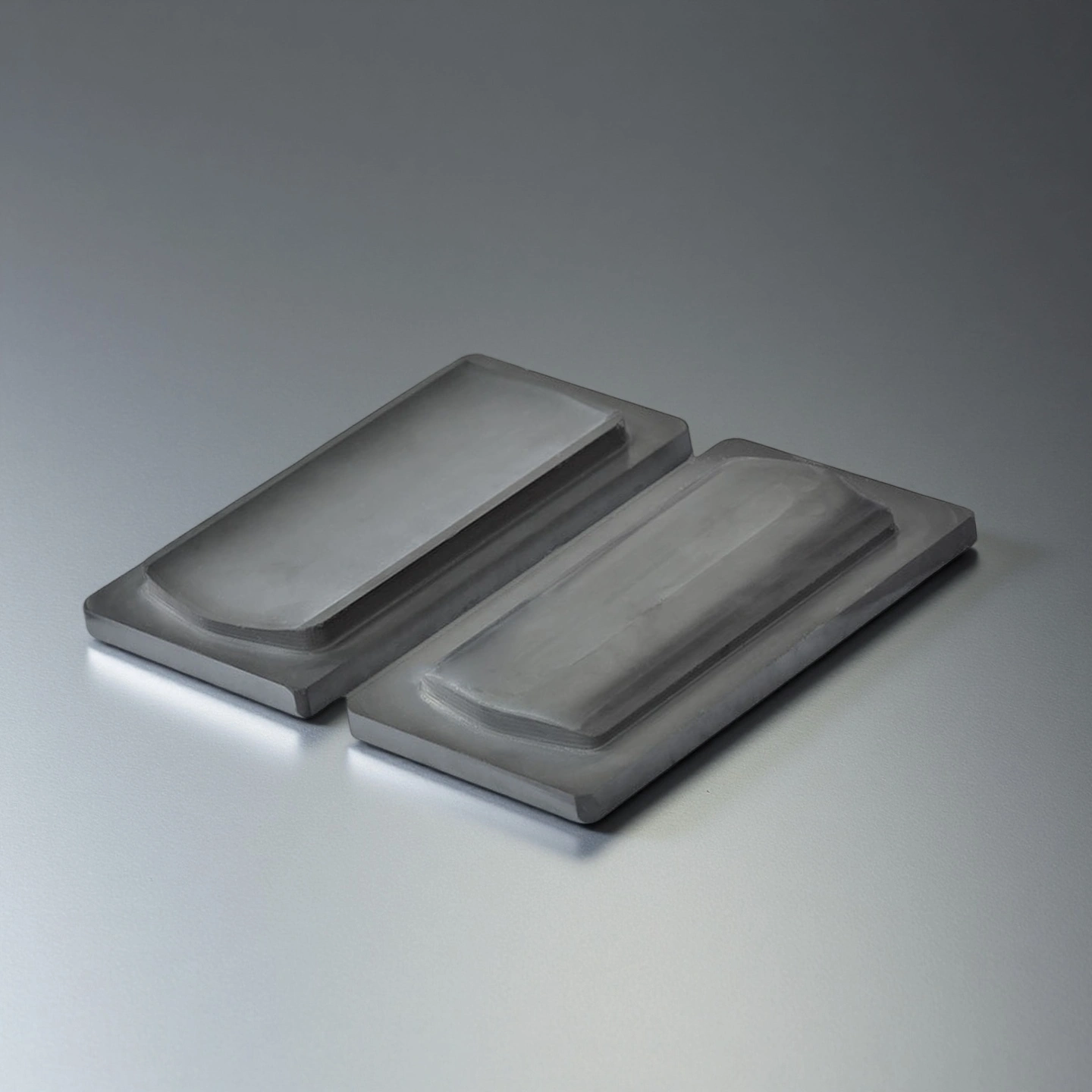
ADCERAX® Silicon Carbide Mold for Glass Molding supports high-temperature glass forming environments where 3D cover glass, curved automotive displays, and precision optical components require stable cavity geometry and consistent thermal behavior. Its material system enables uniform heat transfer and maintains structural integrity during repeated heating cycles, creating predictable forming conditions across complex surfaces. These characteristics help manufacturers achieve steady yield performance and reduce production interruptions as glass designs become more intricate and thermal loading becomes more demanding.
Key Features of Silicon Carbide Mold for Glass Molding
Efficient Heat Transfer The mold provides a thermal conductivity of 120–150 W/m·K, allowing rapid and even heat flow across complex cavity surfaces. This minimizes thermal gradients that typically cause glass warpage during forming.
Dimensional Control Under Heat With a thermal expansion coefficient of 4.0–4.5×10⁻⁶/K, the mold maintains stable geometry during high-temperature exposure. This reduces shape deviation and helps preserve cavity fidelity throughout extended production cycles.
High Hardness for Wear Resistance With hardness levels of 23–26 GPa, the mold resists surface abrasion during repeated pressing cycles. This prevents micro-damage that can affect forming accuracy over long-term use.
Technical Specifications of Silicon Carbide Mold for Glass Molding
ADCERAX® Silicon Carbide Mold for Glass Molding is defined by a stable high-temperature material system that maintains structural rigidity, thermal uniformity, and surface integrity during repeated thermoforming cycles. Its microstructure, thermal properties, and mechanical strength support consistent forming quality across complex glass geometries in demanding industrial environments.
Property
Specification
Material Type
RBSiC / RSiC
SiC Purity
98.5–99.5%
Density
2.95–3.10 g/cm³
Hardness (HV0.5)
23–26 GPa
Elastic Modulus
380–420 GPa
Poisson’s Ratio
0.17–0.19
Thermal Conductivity
120–150 W/m·K
Thermal Expansion Coefficient
4.0–4.5×10⁻⁶/K
Maximum Working Temperature (Air)
up to 1500°C
Maximum Working Temperature (Inert)
up to 1700°C
Open Porosity
<0.2% (RSiC), <1–2% (RBSiC)
Surface Roughness (Ra)
0.2–0.8 μm
Cavity Profile Accuracy
±0.02–0.05 mm
Flatness (Large Molds)
0.03–0.08 mm
Thermal Shock Resistance
200°C → 1200°C cycles
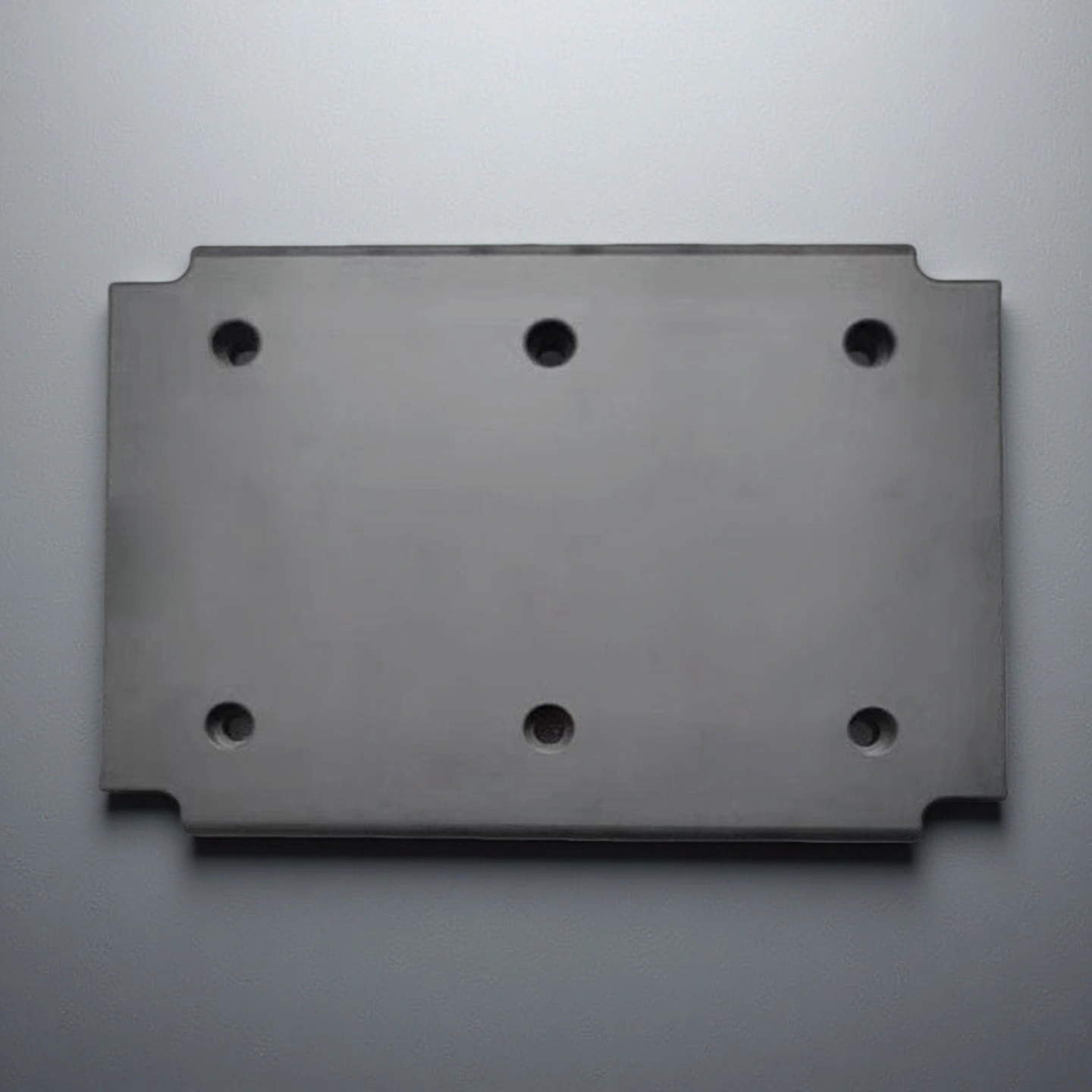
Dimensions of Silicon Carbide Mold for Glass Molding
Processing Precision
Inner/Outer Roundness
Surface Roughness
Perpendicularity
Parallelism
1µm
10nm
1µm
1µm
SiC Mold
Model
Outer Diameter (mm)
Inner Diameter (mm)
Height (mm)
Number of Process Holes
AT-SIC-MJ1001
14-65
5-50
20-60
1-10
Packaging Method of Silicon Carbide Mold for Glass Molding
Silicon Carbide Mold for Glass Molding is packed using layered foam protection, reinforced carton wrapping, and impact-resistant wooden crates to ensure safe handling during long-distance transport. Each mold is individually cushioned to prevent abrasion or vibration damage throughout shipment. All crates are pallet-secured and moisture-protected to maintain product integrity upon arrival.
ADCERAX® Silicon Carbide Mold for Glass Molding Resolves Heat-Forming Challenges in Advanced Glass Manufacturing
ADCERAX® Silicon Carbide Mold for Glass Molding supports high-precision thermoforming environments where curvature accuracy, thermal uniformity, and surface cleanliness directly affect yield. As glass components become thinner, larger, and more complex, forming processes face higher thermal loads and tighter geometric requirements.
Silicon Carbide Mold for Glass Molding in 3D Smartphone Cover Glass Hot-Press Forming
✅Key Advantages
1. Fast, uniform thermal response Silicon Carbide Mold for Glass Molding provides a thermal conductivity of 120–150 W/m·K, so temperature differences across the mold surface can be kept within 5–7°C instead of double-digit gradients. This supports stable curvature formation during short hot-press cycles and reduces local overheating at edges and corners.
2. Stable geometry under rapid thermal cycling With a thermal expansion coefficient of 4.0–4.5×10⁻⁶/K, cavity shape drift remains below 0.03 mm even after several hundred rapid cycles. This helps maintain consistent 3D cover glass curvature and limits shape-related scrap in long production campaigns.
3. Clean contact surface with lower defect formation The low-porosity SiC structure (down to <0.2% in RSiC) avoids particle shedding that is common with graphite molds, keeping glass surfaces free from embedded inclusions. In typical smartphone lines this can cut defect-related rejection from around 10–12% to 3–5% for hot-pressed cover glass.
✅ ️Problem Solved
A high-volume smartphone glass producer replaced graphite tooling with ADCERAX® Silicon Carbide Mold for Glass Molding on its 3D cover glass hot-press lines. After the change, average mold life increased from roughly 40–60 cycles to 400–600 cycles before refurbishment, while curvature deviation at the glass edge was kept below 0.03 mm across extended runs. The rate of surface defects linked to mold particles dropped from around 10% of parts to below 4%, and unplanned mold-change stoppages were reduced from multiple events per week to occasional interventions per month. This improvement yielded more stable output per line and simplified process control for new model introductions.
Silicon Carbide Mold for Glass Molding in Automotive Curved Display and AR-HUD Glass Bending
✅Key Advantages
1. High stiffness maintained at bending temperature Silicon Carbide Mold for Glass Molding retains more than 80% of its room-temperature elastic modulus at temperatures above 1200°C, so mid-span sag over wide molds stays under 0.05 mm after repeated exposure. This stiffness prevents gradual contour flattening that would otherwise change the intended display curvature.
2. Large-area thermal uniformity across wide panels The combination of high thermal conductivity and controlled mold thickness allows center-to-edge temperature variation to be limited to around 5–8°C on wide automotive panels. This helps keep bending angles and panel bow within a tight distribution across glass widths in the 700–1000 mm range.
3. Consistent shape reproduction over long cycles Flatness drift for large molds is typically maintained within 0.03–0.08 mm after several hundred bending cycles, compared with more than 0.10 mm drift often observed with conventional blocks. This allows tooling to run 3–4 times more cycles before regrinding, while still meeting curvature requirements for AR-HUD and cockpit displays.
✅ ️Problem Solved
An automotive display supplier adopting ADCERAX® Silicon Carbide Mold for Glass Molding for curved cluster glass reported a significant reduction in mid-span distortion during hot bending. After more than 300 cycles, mold flatness changes remained within 0.05 mm, whereas previous tooling exceeded 0.10 mm drift over similar usage. Center-to-edge curvature mismatch on finished glass dropped from typical values above 0.8 mm to around 0.3–0.4 mm, improving batch-to-batch uniformity for AR-HUD compatible panels. As a result, rework and re-bend rates for large curved screens were reduced by more than 50%, and mold maintenance intervals were extended, stabilizing production planning.
Silicon Carbide Mold for Glass Molding in Precision Aspheric Lens and Micro-Optics Glass Pressing
✅Key Advantages
1. Optical-grade surface retention over many cycles Silicon Carbide Mold for Glass Molding supports surface finishes in the range of Ra 0.2–0.4 μm and maintains this level after several hundred pressing cycles. This allows aspheric and micro-optical features to be transferred with minimal loss of surface quality during extended tool life.
2. Micro-profile stability under thermal and mechanical load Thanks to low thermal expansion and high hardness of 23–26 GPa, form error changes on critical optical zones can remain below 0.2–0.3 μm after repeated high-temperature pressing. This stability helps keep focal length and optical power variation within tight design limits across large batches.
3. Low porosity reducing defect-inducing inclusions With open porosity down to <0.2% for recrystallized SiC, the mold surface generates far fewer particles than softer or more porous materials. Optical producers often see defect rates associated with mold-related inclusions fall from 8–10% to 2–3% when switching to this SiC material.
✅ ️Problem Solved
A precision optics manufacturer pressing small aspheric glass lenses moved from a graphite-based tooling set to ADCERAX® Silicon Carbide Mold for Glass Molding. Over more than 500 pressing cycles, measured surface roughness on the molded lenses stayed within Ra 0.25–0.35 μm, and form deviation increases remained below 0.3 μm on key optical zones. The share of lenses rejected due to inclusions traceable to mold particles dropped from around 9% to approximately 3%, and the need for corrective post-polishing steps per batch was reduced. This allowed the plant to run longer campaigns on a single mold set while holding optical performance inside specification windows.
ADCERAX® Silicon Carbide Mold for Glass Molding User Guide for Stable and Clean Forming Performance
The Silicon Carbide Mold for Glass Molding benefits from controlled handling, preparation, and maintenance practices that help preserve cavity integrity, thermal stability, and surface cleanliness throughout demanding forming cycles.
Preparation Before Forming Operations
1. Controlled pre-drying before high-temperature use The mold should be placed in a dry and ventilated environment for conditioning before entering hot-press or bending cycles. This prevents moisture from causing surface steam micro-spall. Adequate drying helps maintain stable thermal response during the first heating ramp.
2. Surface inspection for debris or foreign particles Before installation, ensure that the cavity area is free of dust, abrasives, or residues that may transfer onto softened glass. Foreign material can generate optical defects or leave imprints on curved surfaces. Visual checking helps protect the surface quality of formed glass.
3. Gradual initial heating for thermal equalization During the first cycle of the shift, warm the mold gradually to allow uniform internal temperature distribution. This reduces early-cycle thermal shock and stabilizes heat flow across cavity features. Proper warm-up supports predictable forming geometry from the first pressed part.
Mold Handling and Installation Guidance
1. Protect edges and cavity features during lifting Mechanical handling should avoid direct contact with the cavity edges, sharp contours, or precision radii, which are critical to profile accuracy. Abrupt impacts may affect dimensional repeatability. Use soft slings or protected clamps to retain shape stability.
2. Align mold and press tooling for uniform loading Install the mold so that its support surfaces remain in full, even contact with the press frame or bending fixture. Uneven loading can cause thermal imbalance or gradual distortion over extended cycles. Correct alignment improves forming uniformity across the glass sheet.
3. Maintain clean mounting bases and fixtures Ensure that all mounting areas are free from metal chips, refractory dust, or graphite debris before seating the mold. Foreign particles can create micro-tilt conditions that influence curvature. A clean interface contributes to repeatable press performance.
Operating Recommendations During Production
1. Maintain stable heating and cooling rates Avoid extreme ramps that exceed normal process parameters to reduce stress on internal SiC structures. Stable thermal gradients help preserve long-cycle cavity consistency. Smooth transitions also decrease the chance of local thermal shock.
2. Monitor cavity condition during long campaigns During extended runs, periodically observe cavity surfaces for embossed residues or thin film buildup from the glass composition. Such accumulation can alter contact patterns and affect curvature accuracy. Timely removal maintains consistent shaping quality.
3. Ensure glass placement repeatability Position each glass piece consistently to avoid uneven load distribution that can influence shape outcome. Misalignment increases the risk of edge distortion during heating. Repeatable placement helps sustain predictable forming geometry.
Cleaning, Storage, and Preservation Practices
1. Use non-abrasive cleaning tools Remove residues using soft fiber pads or approved non-abrasive tools to avoid scratching fine cavity textures. Aggressive tools may alter local contours. Proper cleaning preserves optical-grade surface finish where required.
2. Store molds in dry, dust-free conditions Place molds in protected storage areas to prevent dust accumulation or moisture absorption, both of which may affect the next production start. Clean storage supports surface cleanliness and reduces preparation time.
3. Avoid long exposure to corrosive environments Prevent extended contact with strong acids, alkalis, or corrosive fumes, as these may alter surface behavior over time. Chemically inert storage conditions retain the mold’s long-term stability for future cycles.
Critical Engineering FAQs for ADCERAX® Silicon Carbide Mold for Glass Molding in High-Demand Forming Environments
Q1: How does Silicon Carbide Mold for Glass Molding maintain cavity stability during rapid thermal cycling?
The mold maintains stability through its low thermal expansion coefficient (4.0–4.5×10⁻⁶/K), which limits distortion during fast heating and cooling transitions. This helps manufacturers preserve curvature accuracy in 3D and curved-glass forming environments. The material’s inherent structural rigidity also prevents progressive deformation during long campaigns. As a result, forming accuracy remains consistent across hundreds of cycles.
Q2: Why is uniform heat transfer a critical advantage of Silicon Carbide Mold for Glass Molding?
The mold delivers high thermal conductivity (120–150 W/m·K), enabling rapid and even temperature equalization across the surface. This prevents edge overheating or center cooling, both of which commonly cause curvature deviation or shrinkage variance. Uniform heat flow helps stabilize cycle-to-cycle forming behavior. It also reduces process tuning time across multiple production lines.
Q3: How does the mold reduce surface defects in optical or display glass?
Its low open porosity (<0.2%) minimizes particle shedding that would otherwise embed into softened glass. This prevents micro-defects that require rework or polishing. The chemically clean SiC surface also reduces contamination transfer during hot pressing. As a result, defect-induced yield loss drops significantly in high-value glass applications.
Q4: What benefit does the mold provide for large automotive curved glass forming?
The high stiffness retention at elevated temperatures ensures mid-span sag remains extremely low, even across wide mold spans. This preserves intended contour geometry during bending cycles. Uniform thermal distribution further prevents center-to-edge mismatch. This combination raises shape reproducibility for AR-HUD and panoramic display glass.
Q5: How does Silicon Carbide Mold for Glass Molding extend production uptime?
Superior resistance to thermal fatigue allows the mold to withstand hundreds of high-temperature cycles without geometry drift. This reduces the frequency of mold changes and recalibration events. Its stable surface condition also slows the rate of deposit-induced defects. Plants see more predictable throughput with fewer interruptions.
Engineering Feedback on ADCERAX® Silicon Carbide Mold for Glass Molding Performance
⭐️⭐️⭐️⭐️⭐️
The Silicon Carbide Mold for Glass Molding has delivered measurable improvements in our 3D cover-glass forming output. Its consistent thermal behavior has reduced curvature variation across multiple production lines, even during aggressive heating cycles. We also observed a marked decrease in mold-related surface defects, strengthening our batch-to-batch reliability. This stability has made process adjustments far more predictable for our engineering team. — Jonathan K., Senior Process Engineer, Northwave Display Technologies
⭐️⭐️⭐️⭐️⭐️
Our automotive bending program benefited significantly from the mold’s large-area shape retention under sustained thermal loading. Previous materials struggled with mid-span sag, but the ADCERAX® version maintained contour accuracy across extended runs. The clean, inert surface has also been essential in preventing visible marks on wide cockpit glass. Its repeatability has simplified downstream inspection and reduced rework ratios. — Elena M., Materials Engineering Lead, Horizon Mobility Systems
⭐️⭐️⭐️⭐️⭐️
In precision optics, maintaining micro-profile stability is essential, and this mold offers excellent surface durability throughout high-temperature pressing cycles. We documented consistently low form-error drift, which helped keep optical performance within specification without secondary polishing. The minimal particle generation has also played a critical role in lowering defect rates in molded aspheric components. Overall, this tool has strengthened our optical molding consistency. — David R., Optical Manufacturing Engineer, Luminex Photonics Lab
⭐️⭐️⭐️⭐️⭐️
Our glass-forming group integrated the Silicon Carbide Mold for Glass Molding into several pilot lines, and its predictable thermal uniformity significantly reduced shape scatter across new-generation curved displays. The mold demonstrated strong structural stability during repeated cycling, helping the team maintain smoother throughput across peak production periods. Its clean surface behavior has also enhanced yield in demanding curved and high-clarity glass formats. — Sarah T., Process Development Manager, Vertex Applied Materials Institute
A full spectrum of engineered adaptations is supported by ADCERAX® Silicon Carbide Mold for Glass Molding to meet advanced forming requirements across complex glass-shaping processes.
Geometry & Cavity Design Adaptation
A broader range of cavity configurations is enabled to support specialized contour-forming workflows.
Multi-Cavity Layouts optimized for parallel forming efficiency
3D Surface Profiles refined to match complex curvature transitions
Edge-Form Features shaped to stabilize perimeter thickness control
Reinforced Load Zones structured to maintain strength under thermal load
Material, Texture & Fitment Customization
Application-specific material variants and surface schemes are configured for improved compatibility with diverse glass compositions.
Surface Texture Options applied to stabilize glass flow behavior
Material Grade Selection matched to process-specific thermal requirements
Interface Fitment Geometry aligned to tooling integration constraints
Thermal Behavior Tuning adjusted to maintain uniform heating distribution