

What Are Magnesia Ceramic Foam Filters?
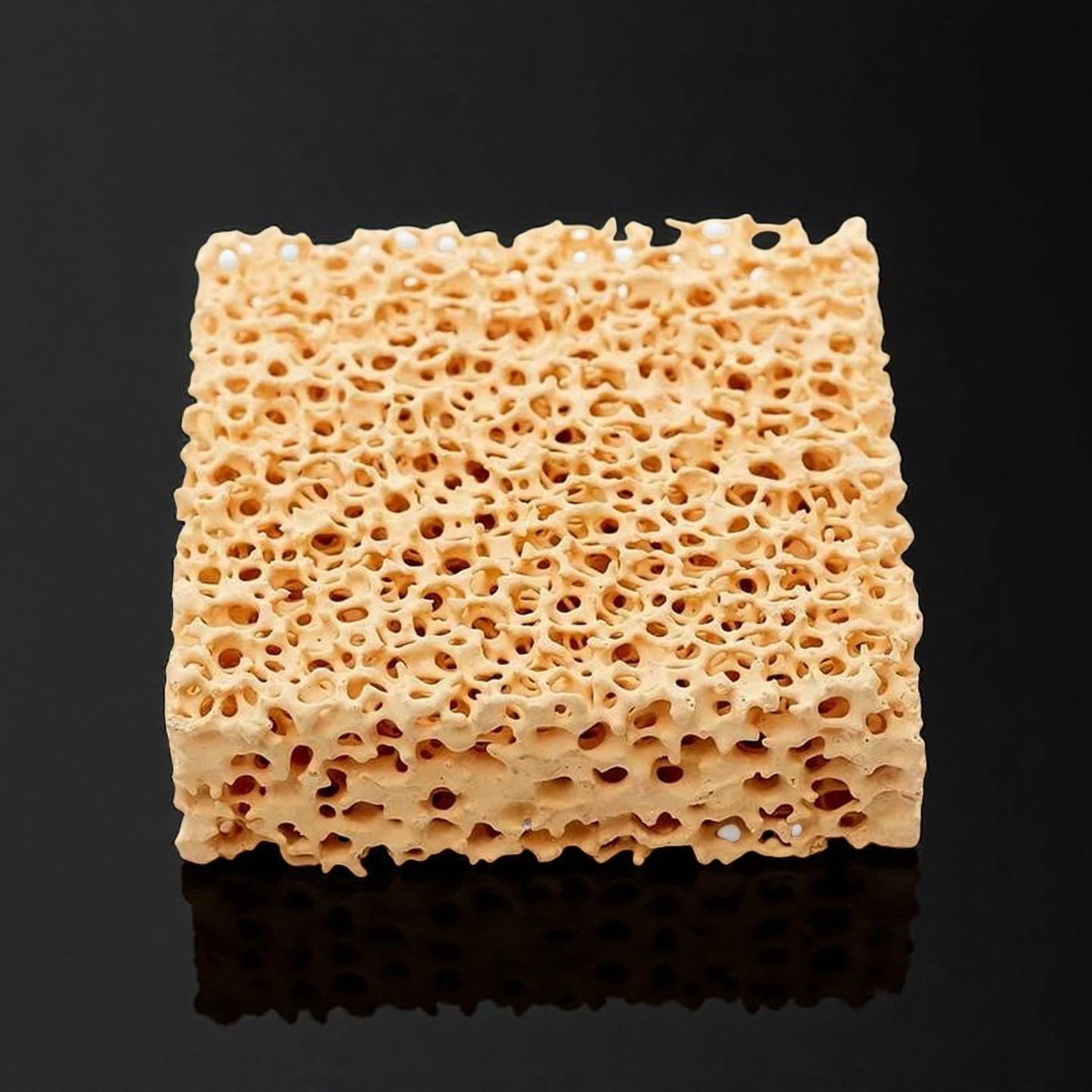
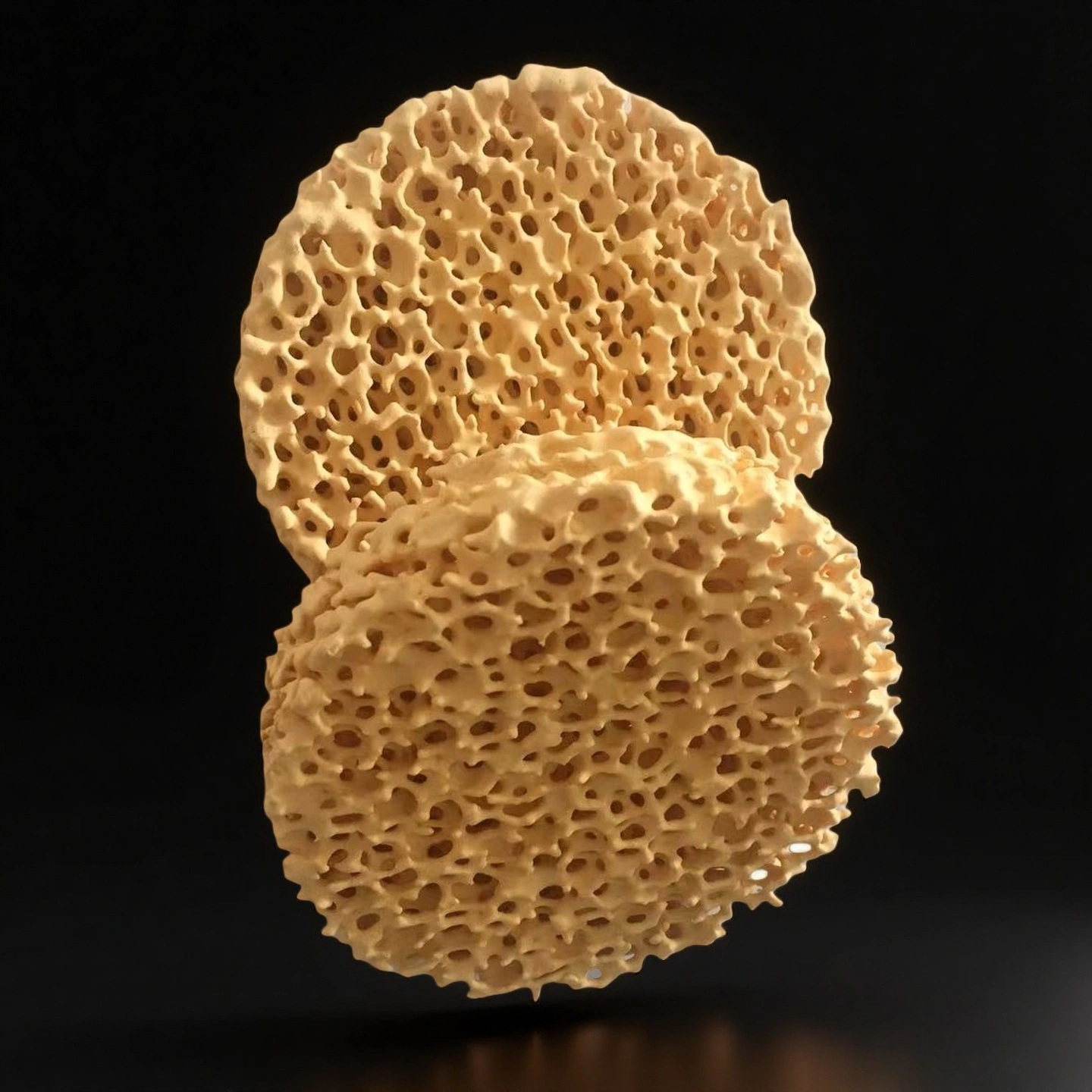
Magnesia ceramic foam filters are open-cell MgO filters used to purify molten magnesium and other reactive alloy melts during casting. The interconnected pore structure allows metal to pass through while trapping oxide films, slag, and non-metallic inclusions.
They are selected when chemical compatibility with active magnesium melts is more important than using a general-purpose alumina, silica, or silicon carbide filter. For steel, stainless steel, or higher-temperature alloy casting, zirconia ceramic foam filters should usually be reviewed instead.
Magnesia Ceramic Foam Filters Benefits
- Excellent Chemical Compatibility – Selected for molten magnesium and reactive alloy filtration where MgO material compatibility is required.
- Uniform Open-Cell Structure – Helps capture oxide films, slag particles, and non-metallic inclusions while maintaining molten metal flow.
- Stable Flow Support – Helps reduce turbulence and metal bypass when the filter is properly seated in the gating system.
- Custom Size Review – Round, square, rectangular, and drawing-based filters can be reviewed according to filter cup or holder requirements.
- PPI Selection Support – 10–60 PPI options are available to balance flow rate and filtration fineness.
Properties of MgO Foam Filters
| Parameter | Alumina (Aluminium Oxide) | Silicon Carbide | Zirconia (Zirconium Oxide) | Magnesia (Magnesium Oxide) |
| Raw Material | Alumina | Silicon Carbide | Zirconia | Magnesia |
| Color | White | Black-Gray | Yellow | Dark Yellow |
| Pore Density | 8-60 ppi | 8-60 ppi | 8-60 ppi | 8-60 ppi |
| Porosity | 80-90% | 80-90% | 80-90% | 80-90% |
| Refractoriness | ≤1100℃ | ≤1500℃ | ≤1700℃ | ≤1000℃ |
| Bending Strength | >0.6Mpa | >0.8Mpa | >1.0Mpa | >0.6Mpa |
| Compressive Strength | >0.8Mpa | >0.9Mpa | >1.2Mpa | >0.8Mpa |
| Bulk Density | 0.3-0.45g/cm³ | 0.35-0.5g/cm³ | 0.9-1.5g/cm³ | 0.35-0.5g/cm³ |
| Thermal Shock Resistance | 6 times/1100℃ | 6 times/1100℃ | 6 times/1100℃ | 6 times/1100℃ |
| Applications | Aluminium alloys and other non-ferrous metal alloys | Ductile iron, Malleable cast iron, Gray cast iron, and other cast iron | High melting point metal alloys, such as steel, alloy steel, stainless steel, etc. | Magnesium and high-activity alloys |
How to Choose the Right PPI for MgO Ceramic Foam Filters
| PPI Range | Best-Fit Casting Situation | Engineering Note |
|---|---|---|
| 10–20 PPI | Large castings or higher metal throughput | Provides lower flow resistance but captures fewer fine inclusions. |
| 30–40 PPI | General magnesium alloy casting | Balances filtration efficiency and flow stability for many foundry applications. |
| 50–60 PPI | Thin-wall parts or surface-sensitive castings | Improves fine particle capture but requires careful flow and gating review. |
Mgo Ceramic Foam Filters Specifications
Type 1: Magnesia Ceramic Foam Filter Round
| Magnesia Ceramic Foam Filter Round | ||||
| Item NO. | Diameter(mm) | Thickness(mm) | Pore Density PPI | Porosity(%) |
| AT-MO-PM1001 | 40 | 11 | 10/20/30/40/50/60 | 80~90 |
| AT-MO-PM1002 | 40 | 22 | 10/20/30/40/50/60 | 80~90 |
| AT-MO-PM1003 | 50 | 15 | 10/20/30/40/50/60 | 80~90 |
| AT-MO-PM1004 | 50 | 22 | 10/20/30/40/50/60 | 80~90 |
| AT-MO-PM1005 | 75 | 22 | 10/20/30/40/50/60 | 80~90 |
| AT-MO-PM1006 | 80 | 22 | 10/20/30/40/50/60 | 80~90 |
| AT-MO-PM1007 | 90 | 22 | 10/20/30/40/50/60 | 80~90 |
| AT-MO-PM1008 | 100 | 22 | 10/20/30/40/50/60 | 80~90 |
| AT-MO-PM1009 | 120 | 22 | 10/20/30/40/50/60 | 80~90 |
| AT-MO-PM1010 | 150 | 25 | 10/20/30/40/50/60 | 80~90 |
Type 2: Magnesia Ceramic Foam Filter Square

| Magnesia Ceramic Foam Filter Square | |||||
| Item NO. | Length (mm) | Width (mm) | Thickness (mm) | Pore Density PPI | Porosity(%) |
| AT-MO-PM2001 | 40 | 40 | 10 | 10/20/30/40/50/60 | 80~90 |
| AT-MO-PM2002 | 40 | 40 | 22 | 10/20/30/40/50/60 | 80~90 |
| AT-MO-PM2003 | 50 | 50 | 10 | 10/20/30/40/50/60 | 80~90 |
| AT-MO-PM2004 | 50 | 50 | 22 | 10/20/30/40/50/60 | 80~90 |
| AT-MO-PM2005 | 50 | 50 | 30 | 10/20/30/40/50/60 | 80~90 |
| AT-MO-PM2006 | 75 | 50 | 22 | 10/20/30/40/50/60 | 80~90 |
| AT-MO-PM2007 | 75 | 75 | 22 | 10/20/30/40/50/60 | 80~90 |
| AT-MO-PM2008 | 100 | 100 | 22 | 10/20/30/40/50/60 | 80~90 |
| AT-MO-PM2009 | 150 | 100 | 22 | 10/20/30/40/50/60 | 80~90 |
| AT-MO-PM2010 | 150 | 150 | 22 | 10/20/30/40/50/60 | 80~90 |
| AT-MO-PM2011 | 40-300 | 40-300 | 10-50 | 10/20/30/40/50/60 | 80~90 |
MgO vs Alumina vs Silicon Carbide vs Zirconia Foam Filters
| Filter Material | Better Used For | Not the Best Fit When |
|---|---|---|
| MgO ceramic foam filter | Magnesium alloy and reactive alloy melt filtration | The project is steel, stainless steel, or very high-temperature alloy casting. |
| Alumina ceramic foam filter | Aluminum and selected non-ferrous alloy casting | The melt is highly reactive with alumina or requires higher chemical compatibility. |
| Silicon carbide ceramic foam filter | Cast iron and selected high-temperature foundry processes | The application requires MgO chemical compatibility for molten magnesium. |
| Zirconia ceramic foam filter | Steel, stainless steel, and higher-temperature alloy casting | The project is mainly magnesium alloy filtration and does not need zirconia-grade refractory performance. |
MgO Foam Filters Packaging
- Each filter is individually packed in shock-resistant foam and sealed in moisture-proof bags. Bulk orders are shipped in reinforced wooden crates.






