


What Is a Zirconia Ceramic Foam Filter?
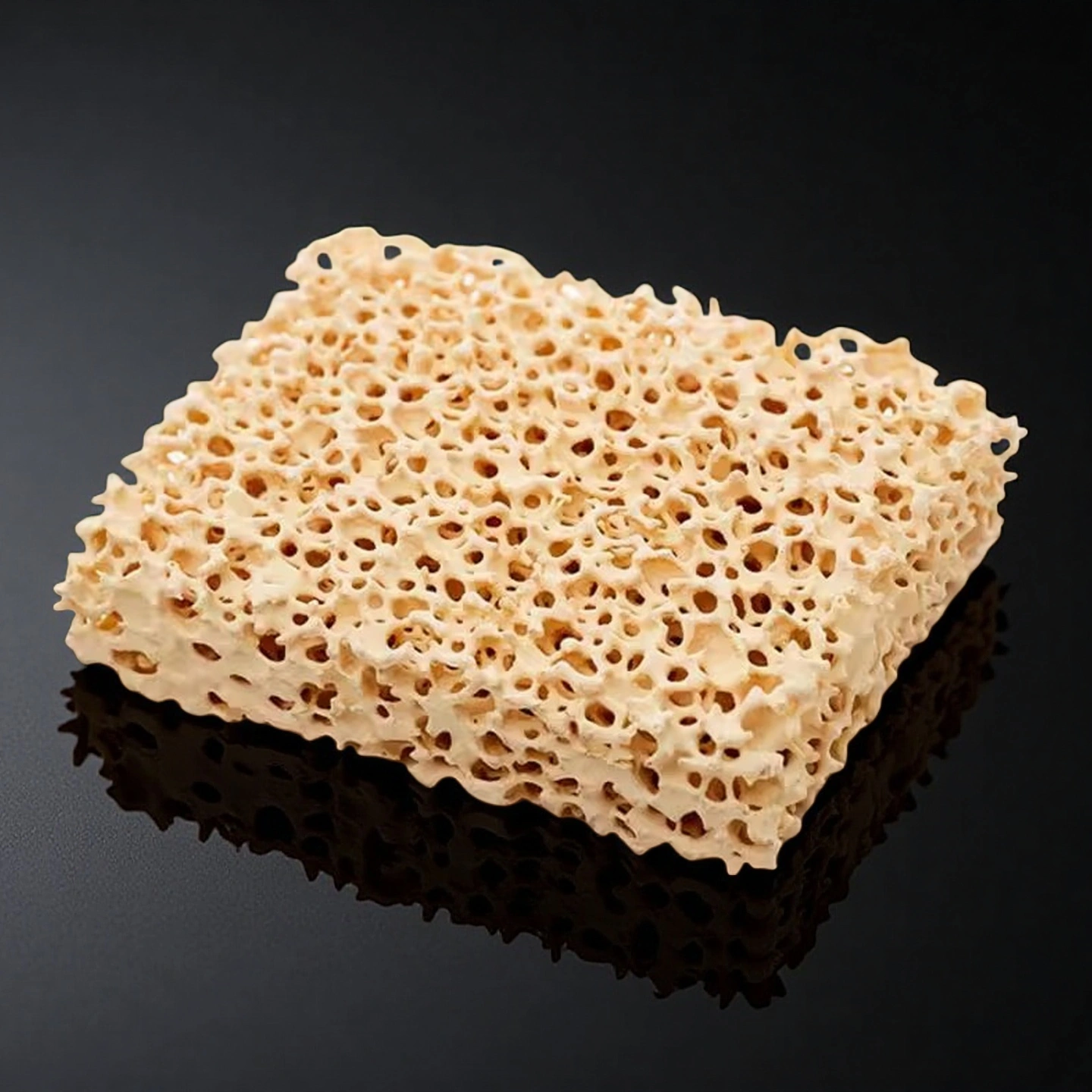
A zirconia ceramic foam filter is a 3D open-cell ceramic filter designed for high-temperature molten metal filtration. In steel and alloy casting, it is placed in the gating or pouring system to help trap slag, oxide films and non-metallic inclusions before the melt reaches the mold cavity.
Compared with alumina or silicon carbide foam filters, zirconia foam filters are usually selected for more demanding steel casting conditions where higher temperature resistance, chemical stability and thermal shock behavior are important. The final filter choice should be based on metal grade, pouring temperature, casting weight, inclusion level, flow rate and holder design.
When a stainless steel casting fails incoming inspection because of oxide inclusions or slag-related surface pitting, the root cause often traces back to insufficient melt filtration in the gating system. Zirconia ceramic foam filters are designed for exactly these high-temperature steel casting scenarios where alumina or SiC filters cannot survive the thermal and chemical conditions.
Product Features of Zirconia Ceramic Foam Filter
ADCERAX zirconia ceramic foam filters are designed for foundry filtration systems where molten steel, stainless steel and alloy melts require stable flow control and inclusion capture support. The open-cell zirconia structure helps reduce slag and non-metallic particles before the melt enters the mold cavity.
- High-temperature zirconia ceramic structure for steel casting filtration.
- Open-cell foam network designed to support molten metal flow and slag capture.
- Suitable for molten steel, stainless steel and selected alloy casting systems.
- Available in common PPI options for different flow and filtration requirements.
- Square, round and custom shapes can be reviewed according to filter holder design.
- Edge profile, thickness and seating area can be customized to reduce bypass flow risk.
- Engineering review is available before quotation to confirm material, PPI and size suitability.
Technical Selection Factors for Zirconia Foam Filters
A zirconia foam filter should not be selected only by outer size. For steel casting, the key selection factors include metal grade, pouring temperature, casting weight, target flow rate, inclusion level, filter holder design and required pore density. ADCERAX reviews these conditions before confirming whether standard sizes or custom filters are more suitable.
| Property | Specification |
|---|---|
| Material Composition | Y₂O₃ / MgO-stabilized ZrO₂ |
| Maximum Working Temperature | 1700 °C |
| Open Porosity | 75 – 85 % |
| Pore Density (PPI) | 10 – 40 ppi ± 1 ppi |
| Filtration Efficiency | ≥ 80 % for inclusions < 10 µm |
| Compressive Strength (RT) | 1.2 – 1.6 MPa |
| Thermal Shock Resistance | ≥ 7 cycles (ΔT > 1000 °C) |
| Bulk Density | 0.45 – 0.65 g/cm³ |
| Thermal Expansion Coefficient | 9.6 × 10⁻⁶ K⁻¹ |
| Chemical Stability | Inert to Fe, Ni, Cr, Co alloys |
| Microstructure | 3D interconnected open-cell foam |
| Fracture Toughness | ≥ 8 MPa·m½ |
| Surface Condition | Pre-fired, crack-free, chamfered edges |
| Testing Standard Reference | ASTM C133 / DIN EN ISO 18754 |
| Quality Certification | ISO 9001:2015 process control |
Specifications of Zirconia Ceramic Foam Filter
Type 1- Square Zirconia Ceramic Foam Filter
| Item | Length * Width * Thickness (mm) | PPI | Percentage of opening % | Filtering capacity (kg) High deoxygenation - Low deoxygenation degree |
| AT-YHG-PM013 | 30*30*15 | 8/10/15/20/25/30 | 80~90 | 20-85 |
| AT-YHG-PM014 | 50*50*20 | 8/10/15/20/25/30 | 80~90 | 35-110 |
| AT-YHG-PM015 | 75*75*25 | 8/10/15/20/25/30 | 80~90 | 85-255 |
| AT-YHG-PM016 | 75*50*22 | 8/10/15/20/25/30 | 80~90 | 75-235 |
| AT-YHG-PM017 | 50*75*22 | 8/10/15/20/25/30 | 80~90 | 35-245 |
| AT-YHG-PM018 | 60*100*22 | 8/10/15/20/25/30 | 80~90 | 45-285 |
| AT-YHG-PM019 | 70*100*22 | 8/10/15/20/25/30 | 80~90 | 115-365 |
| AT-YHG-PM020 | 100*100*25 | 8/10/15/20/25/30 | 80~90 | 150-450 |
| AT-YHG-PM021 | 125*125*30 | 8/10/15/20/25/30 | 80~90 | 235-700 |
| AT-YHG-PM022 | 150*150*30 | 8/10/15/20/25/30 | 80~90 | 340-1010 |
| AT-YHG-PM023 | 200*300*50 | 8/10/15/20/25/30 | 80~90 | 405-1350 |
| AT-YHG-PM024 | 300*300*80 | 8/10/15/20/25/30 | 80~90 | 550-1750 |
Type 2- Round Zirconia Ceramic Foam Filter
| Item | Diameter * Thickness (mm) | PPI | Percentage of opening % | Filtering capacity (kg) High deoxygenation - Low deoxygenation degree |
| AT-YHG-PM001 | D35*12 | 8/10/15/20/25/30 | 80~90 | 20-65 |
| AT-YHG-PM002 | D40*12 | 8/10/15/20/25/30 | 80~90 | 25-68 |
| AT-YHG-PM003 | D50*20 | 8/10/15/20/25/30 | 80~90 | 30-90 |
| AT-YHG-PM004 | D60*22 | 8/10/15/20/25/30 | 80~90 | 50-110 |
| AT-YHG-PM005 | D70*25 | 8/10/15/20/25/30 | 80~90 | 60-175 |
| AT-YHG-PM006 | D80*25 | 8/10/15/20/25/30 | 80~90 | 75-225 |
| AT-YHG-PM007 | D90*25 | 8/10/15/20/25/30 | 80~90 | 95-285 |
| AT-YHG-PM008 | D125*30 | 8/10/15/20/25/30 | 80~90 | 185-550 |
| AT-YHG-PM009 | D100*30 | 8/10/15/20/25/30 | 80~90 | 125-405 |
| AT-YHG-PM010 | D150*30 | 8/10/15/20/25/30 | 80~90 | 265-795 |
| AT-YHG-PM011 | D200*40 | 8/10/15/20/25/30 | 80~90 | 305-850 |
| AT-YHG-PM012 | D300*80 | 8/10/15/20/25/30 | 80~90 | 350-1005 |
Zirconia vs Alumina vs SiC Foam Filters: Material Selection Comparison
This comparison helps engineers select the right ceramic foam filter material based on casting temperature, molten metal type, thermal shock resistance, chemical stability and cost requirements.
| Comparison Factor | Zirconia Foam Filter | Alumina Foam Filter | SiC Foam Filter |
|---|---|---|---|
| Maximum Operating Temperature | Up to 1700°C | Up to 1200°C | Up to 1500°C |
| Suitable Metals | Steel, stainless steel and nickel-based alloys | Aluminum and copper alloys | Cast iron and ductile iron |
| Thermal Shock Resistance | Excellent, suitable for repeated high-temperature casting cycles. | Moderate, suitable for lower-temperature non-ferrous casting. | Good, suitable for iron casting conditions. |
| Chemical Stability | Stable against Fe, Cr and Ni alloy melts. | Stable against aluminum-based melts. | Good stability against iron-based melts. |
| Typical PPI Range | 10–40 PPI | 10–60 PPI | 10–40 PPI |
| Cost Positioning | Highest cost level | Lowest cost level | Medium cost level |
| Recommended Selection Scenario | Recommended for steel casting and superalloy casting. | Recommended for aluminum alloy casting and copper alloy casting. | Recommended for cast iron filtration. |
Packaging of Zirconia Ceramic Foam Filter
Zirconia Ceramic Foam Filter is securely packed in moisture-proof paper and cushioned with protective lining to prevent mechanical impact. Each layer is carefully stacked inside a reinforced wooden crate for safe long-distance transport. The sealed packaging ensures product stability and cleanliness until final installation at the foundry site.






