Custom Boron Nitride Crucible for Vacuum, Inert Gas and Molten Metal Processing
ADCERAX supplies custom boron nitride crucibles machined from hot-pressed BN ceramic for vacuum furnaces, inert gas processing, non-ferrous molten metal handling, coating fixtures and high-temperature sample preparation.
Each BN crucible can be produced according to drawings, samples or equipment interface requirements. ID, OD, height, wall thickness, rim profile, lid fit, bottom geometry, ports, grooves and surface finish can be reviewed before quotation to confirm whether hot-pressed boron nitride is suitable for the application.
Catalogue No.
AT-BN-GG1001
Material
Boron Nitride
Dimensional Tolerance
±0.1mm (ID/OD)Typical reviewed tolerance: ±0.1 mm for selected ID/OD features, depending on size and geometry.
A custom boron nitride crucible is a high-temperature ceramic container machined from hot-pressed boron nitride material to match a specific furnace, melt, coating fixture or laboratory process.
Unlike standard crucibles with fixed dimensions, custom BN crucibles can be designed with controlled wall thickness, stepped rims, matching lids, thermocouple ports, gas vents, grooves, drainage features and special bottom shapes. This makes them useful when the crucible must fit an existing chamber, reduce metal adhesion, limit contamination, or maintain stable geometry during repeated thermal processing.
Why Hot-Pressed Boron Nitride Works for Custom Crucibles?
Non-wetting surface for selected molten metals Hot-pressed BN helps reduce adhesion when used with suitable non-ferrous metals such as aluminum, magnesium, zinc, copper and precious metals. This supports cleaner release and easier residue removal.
Machinable ceramic structure BN can be machined into complex crucible shapes, including thin walls, stepped rims, lids, grooves, small ports and fixture-matching features.
Suitable for vacuum and inert gas processes BN is commonly selected for high-temperature processes where oxygen exposure must be controlled and contamination from crucible materials should be reduced.
Electrical insulation BN provides electrical insulation, which is useful near induction coils, resistance heaters or electrically sensitive thermal fixtures.
Low thermal expansion behavior BN’s low expansion behavior helps reduce dimensional stress when the crucible is properly heated and cooled under controlled conditions.
BN Crucible Material Properties for Engineering Review
Property
Typical Review Value / Description
Why It Matters
Material Type
Hot-pressed boron nitride ceramic
Defines the machinability, thermal behavior and non-wetting performance of the crucible.
Density
Grade-dependent
Affects strength, thermal mass and machining stability.
Maximum Use Temperature
Application-dependent; vacuum or inert gas is preferred
Temperature capability depends on atmosphere, heating cycle, material grade and processed media.
Electrical Insulation
High electrical resistance
Useful near induction systems, heaters and electrically sensitive fixtures.
Thermal Conductivity
Grade-dependent
Influences heating uniformity, thermal response and local hot-spot risk.
Machinability
Suitable for CNC machining
Allows custom ID, OD, wall thickness, lids, grooves, ports and special bottom geometries.
Chemical Compatibility
Process-dependent
Must be checked against molten metals, fluxes, slag, additives and reactive alloys.
Surface Finish
As-machined, ground or polished options
Affects metal release, residue removal and fixture contact behavior.
Customize BN Crucible Specifications
Type 1: Boron Nitride Cylindrical Crucible
Boron Nitride Cylindrical Crucible
Item No.
Capacities(ml)
Outer Diameter(mm)
Inner Diameter(mm)
Height(mm)
AT-BN-GG1001
0.5
9
6
19
AT-BN-GG1002
1.8
13
10
25
AT-BN-GG1003
2
16
12
20
AT-BN-GG1004
3
20
16
18
AT-BN-GG1005
5
24
20
22
AT-BN-GG1006
10
28
24
30
AT-BN-GG1007
20
32
26
32
AT-BN-GG1008
24
36
31
37
AT-BN-GG1009
30
36
30
40
AT-BN-GG1010
40
40
34
45
AT-BN-GG1011
50
47
41
45
AT-BN-GG1012
100
58
50
58
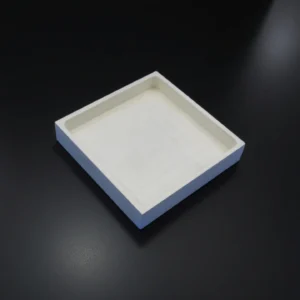
Type 2: Boron Nitride Rectangular Crucible
Boron Nitride Rectangular Crucible
Item No.
Length(mm)
Width(mm)
Height(mm)
AT-BN-GG2001
45
22
15
AT-BN-GG2002
50
15
15
AT-BN-GG2003
50
20
20
AT-BN-GG2004
60
30
15
AT-BN-GG2005
100
15
15
AT-BN-GG2006
100
20
20
AT-BN-GG2007
100
25
25
AT-BN-GG2008
100
40
20
AT-BN-GG2009
100
50
30
AT-BN-GG2010
120
20
20
Type 3: Boron Nitride Arc-Shape Crucible
Boron Nitride Arc-Shape Crucible
Item No.
Outer diameter of the upper port(mm)
Height(mm)
AT-BN-GG3001
30
17
AT-BN-GG3002
32
17
AT-BN-GG3003
35
17
AT-BN-GG3004
37
15
AT-BN-GG3005
40
20
AT-BN-GG3006
42
22
AT-BN-GG3007
50
25
AT-BN-GG3008
55
25
AT-BN-GG3009
60
30
Type 4: Boron Nitride Conical Crucible
Boron Nitride Conical Crucible
Item No.
Capacities(ml)
AT-BN-GG5001
0.25
AT-BN-GG5002
0.5
AT-BN-GG5003
1
AT-BN-GG5004
2
AT-BN-GG5005
3
Material Compatibility Notes for BN Crucibles
Processed Material
Suitability Review
Aluminum and magnesium alloys
Usually good review targets because BN can help reduce wetting and residue adhesion.
Zinc, copper, silver and gold
Often suitable depending on melt temperature, atmosphere and contamination requirements.
Glass, slag or flux-containing materials
Requires separate review because chemistry and additives may affect BN surface behavior.
Titanium, hafnium and highly reactive alloys
Not recommended without a detailed material review because reactive melts may form borides or nitrides.
Oxidizing atmosphere at high temperature
Requires caution because BN can oxidize in air at elevated temperatures. Vacuum or inert gas is preferred for many high-temperature uses.
Custom Boron Nitride Crucible Packaging
Clean handling: parts dust-blown and bagged; lid and cup packaged as a set.
Unit protection: each crucible seated in a foam cavity with full rim and base support.
Applications for Custom Boron Nitride Crucibles
Custom boron nitride crucibles are mainly used where standard ceramic crucibles cannot provide the required combination of non-wetting behavior, machinable geometry, electrical insulation and compatibility with vacuum or inert gas processing. The final material selection should be reviewed according to the processed material, atmosphere, heating cycle, fixture design and cleaning method.
Vacuum Furnace and Inert Gas Thermal Processing
Custom BN crucibles are used in vacuum and inert gas furnaces where the container must hold high-temperature samples without introducing unnecessary contamination or dimensional mismatch. They are often selected for processes that require clean material contact, controlled thermal exposure and stable fit inside graphite, molybdenum or ceramic furnace fixtures.
For these applications, the crucible design should be reviewed together with the chamber size, support method, heating source, working atmosphere, sample weight and cooling cycle. Common custom features may include matching lids, stepped rims, vent holes, thermocouple ports, controlled wall thickness and flat or radiused bottoms for stable placement inside the furnace.
Non-Ferrous Molten Metal Handling
Boron nitride crucibles are widely considered for non-ferrous molten metal handling because BN can help reduce adhesion with suitable metals such as aluminum, magnesium, zinc, copper, silver and gold. This makes the material useful when the process requires easier release, cleaner residue removal and reduced reaction between the melt and the crucible surface.
Before production, ADCERAX reviews the metal type, alloy composition, melt temperature, use of flux, pouring direction, preheating method and cleaning process. For molten metal applications, important design points include rim strength, wall thickness, bottom geometry, handling clearance and whether the crucible requires a lid, spout, groove or positioning feature.
Vacuum Coating and Thin-Film Material Processing
In vacuum coating, evaporation and thin-film material processing, custom BN crucibles can be used as material holders or thermal processing containers where chamber fit, low contamination risk and controlled geometry are important. The material is especially useful when the crucible must work near heaters, electrodes or fixture systems that require electrical insulation and dimensional stability.
For coating-related applications, the crucible is usually designed around the evaporation source, material charge volume, heating method, chamber clearance and cleaning cycle. Custom BN crucibles may include small cavities, shallow cups, flat-bottom holders, vent features, positioning grooves or special outer profiles to match existing coating equipment.
Laboratory R&D and Small-Batch Material Testing
Small custom BN crucibles are useful for laboratory R&D, alloy sampling, powder treatment, experimental melting and high-temperature material screening. They are often chosen when standard alumina, quartz or graphite crucibles cannot meet the required combination of non-wetting behavior, electrical insulation, custom geometry and material compatibility.
For research and small-batch testing, the main value of BN is design flexibility. ADCERAX can review micro crucibles, deep cavities, thin-wall containers, matching lids, ports, slots and special sample chambers according to the test method. This helps engineers build a crucible shape around the experiment instead of changing the experiment to fit a standard crucible.
If your crucible must fit an existing furnace, coating chamber, metal melting setup or laboratory test fixture, ADCERAX can review your drawing, sample or process conditions before recommending a BN crucible design.
Custom BN Crucible Usage Instructions
This guide helps users correctly install, operate, maintain and extend the service life of custom boron nitride crucibles in vacuum, inert, or molten metal applications.
Installation & Pre-Use Preparation
Check the ID, OD, depth, lid fit, rim profile and support contact area before heating. Avoid press-fitting the BN crucible into a metal holder because BN is machinable but brittle. If the crucible has a matching lid or orientation feature, confirm the alignment before loading materials.
Heating and Atmosphere Control
Use controlled heating, especially during the first cycle. Vacuum or inert gas is preferred for high-temperature operation. Avoid rapid temperature changes, direct flame impingement or sudden contact with a cold support surface.
Molten Metal Loading
Preheat the crucible before adding molten metal or solid charge materials. The processed metal should be reviewed before use, especially if it contains reactive alloying elements, flux, slag or aggressive additives.
Cleaning & Maintenance
1. Residue removal: Use soft brush or compressed air. For metal residues, gently scrape using a plastic or BN tool; avoid steel tools.
2. Chemical cleaning: Use only non-reactive solvents. Avoid acids or alkalis that can attack BN or leave ionic contamination.
3. Surface reconditioning: Slight surface glazing or metal films can be sanded with 600–1000 grit SiC paper; remeasure dimensions if tolerance is critical.
4. Storage: Store in a dry cabinet or sealed PE bag with desiccant. Keep lids paired with corresponding crucibles to avoid mismatch.
Common Issues & Solutions
Issue
Possible Cause
Solution
micro-cracks after first use
heated too fast, no pre-bake
use preheating cycle, reduce ramp rate
lid stuck or warped
thermal expansion mismatch, uneven heating
increase lid clearance by 0.05–0.1 mm or refine heating profile
metal wetting or sticking
crucible too cold, contaminated surface
preheat crucible; clean or polish inner surface
vacuum level instability
residual moisture or surface dust
pre-bake at 200–300 °C; clean surface before chamber entry
brittle edge breakage
direct tooling contact
use graphite or ceramic-handling tools
Custom Boron Nitride Crucible FAQ
Q: When should I choose a boron nitride crucible instead of an alumina or graphite crucible? A: A boron nitride crucible is suitable when non-wetting behavior, electrical insulation, machinable custom geometry and reduced contamination are more important than low cost. Alumina is often used for general high-temperature lab work, while graphite is useful in reducing environments but may introduce carbon-related concerns in some processes.
Q: Can a boron nitride crucible be used for molten aluminum or magnesium? A: Yes, BN crucibles are commonly reviewed for aluminum, magnesium and other non-ferrous molten metals because BN can help reduce metal adhesion. The final suitability still depends on melt temperature, alloy chemistry, flux use, atmosphere and thermal cycling conditions.
Q: What atmosphere is suitable for high-temperature BN crucible use? A: Vacuum and inert gases such as argon or nitrogen are preferred for many high-temperature BN crucible applications. Long exposure to air at elevated temperature should be avoided or reviewed carefully because oxidation may affect surface condition, dimensions and service stability.
Q: Can ADCERAX machine custom lids, holes or thermocouple ports in BN crucibles? A: Yes, hot-pressed BN can be CNC machined into custom crucibles with lids, stepped rims, vent holes, thermocouple ports, grooves, slots and special bottom shapes. Small holes, sharp corners and thin walls should be reviewed for machining strength before production.
Q: Is a BN crucible suitable for titanium or highly reactive alloys? A: BN is not normally the first choice for molten titanium, hafnium or highly reactive rare-earth alloys because these materials may react with boron or nitrogen at high temperature. These applications should be reviewed separately before material selection.
Q: Can boron nitride crucibles be reused? A: BN crucibles can often be reused when the processed material, heating cycle and cleaning method are suitable. Reuse should be judged by wall condition, rim integrity, residue level, dimensional stability and any visible cracks or chipped edges.
Q: What information should I provide for a custom BN crucible quotation?
A: Please provide a drawing or sample dimensions, including ID, OD, height, wall thickness, bottom shape, rim design, lid requirement, ports or holes, processed material, working atmosphere, heating cycle and required inspection points.
ADCERAX supports drawing-based boron nitride crucibles for equipment builders, R&D labs, coating systems and high-temperature processing lines. The design can be reviewed according to the processed material, furnace atmosphere, working temperature range, heating cycle, support method and cleaning requirement.
ID/OD/ Height Inner and outer diameters, depth, wall thickness; tolerances typically ±0.05–±0.20 mm depending on size and application fit.
Wall Structure Thin-wall for quicker heat transfer or thick reinforced walls for load-bearing zones; uniform or profiled wall transitions.
Rim & Lid Design Flat, stepped, lap-fit, or cover-sealed rims; lid clearance, land width, and step depth defined per drawing to prevent gas leakage or metal overflow.
Bottom Geometry Flat, tapered, conical, spherical radius or drainage design depending on melt flow, sample collection or thermal stress requirements.
Functional Features Machined ports for thermocouples or inert gas, vent holes, grooves, recesses, locating pins; threads possible only in low-stress areas due to BN brittleness.
Surface Finish Options As-machined (Ra 1.6–3.2 µm), honed/ground contact surfaces, or micro-polished inner surface for reduced metal adhesion or coating contamination.
Volume & Capacity Range Typical 5–1000 mL; larger sizes are produced after stress and deformation assessment. Small-volume micro crucibles ≤5 mL also available.
Material Grade Selection Multiple HPBN grades: high-density, fine-grain for strength; composite BN-AlN for thermal stability; machinable BN for faster prototyping.