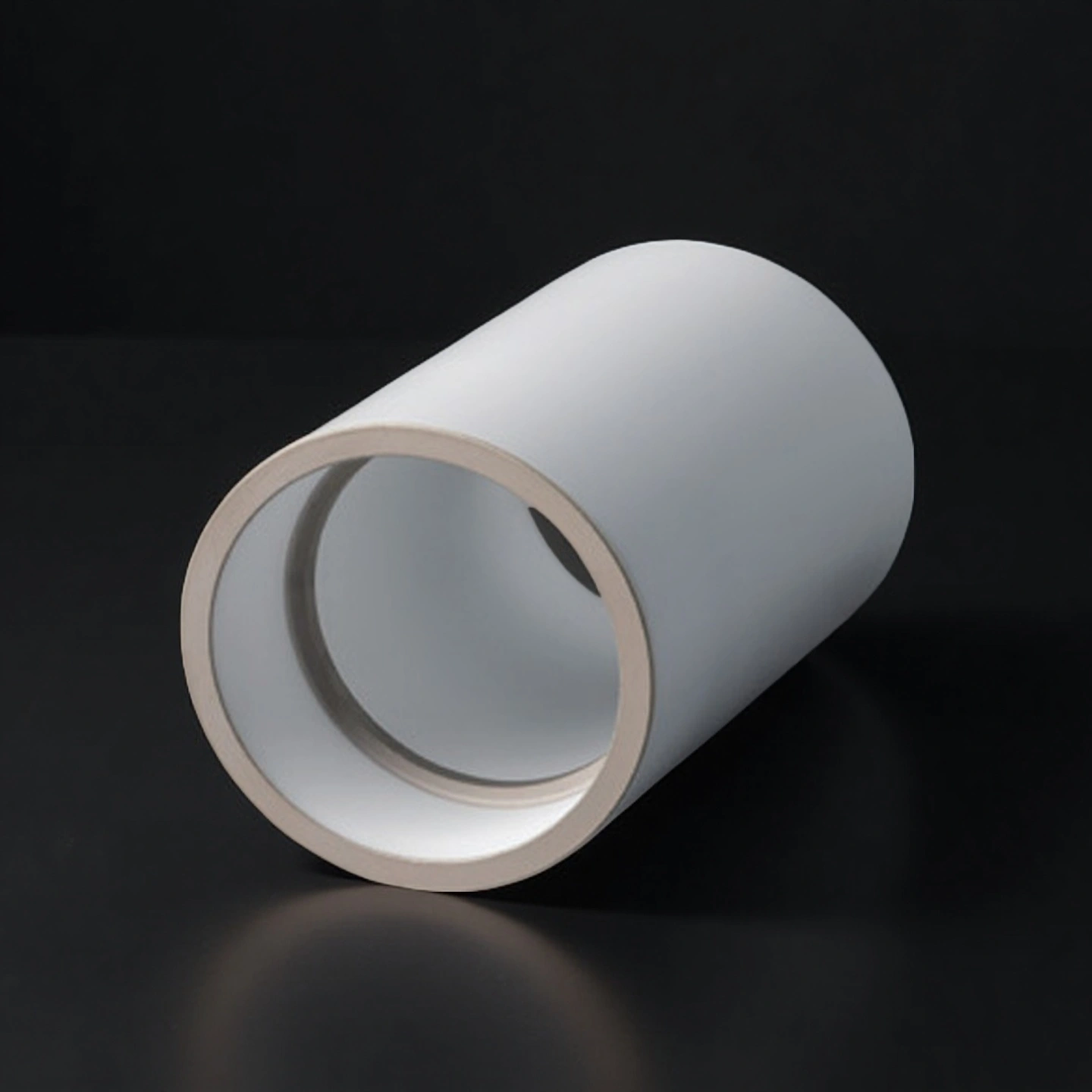
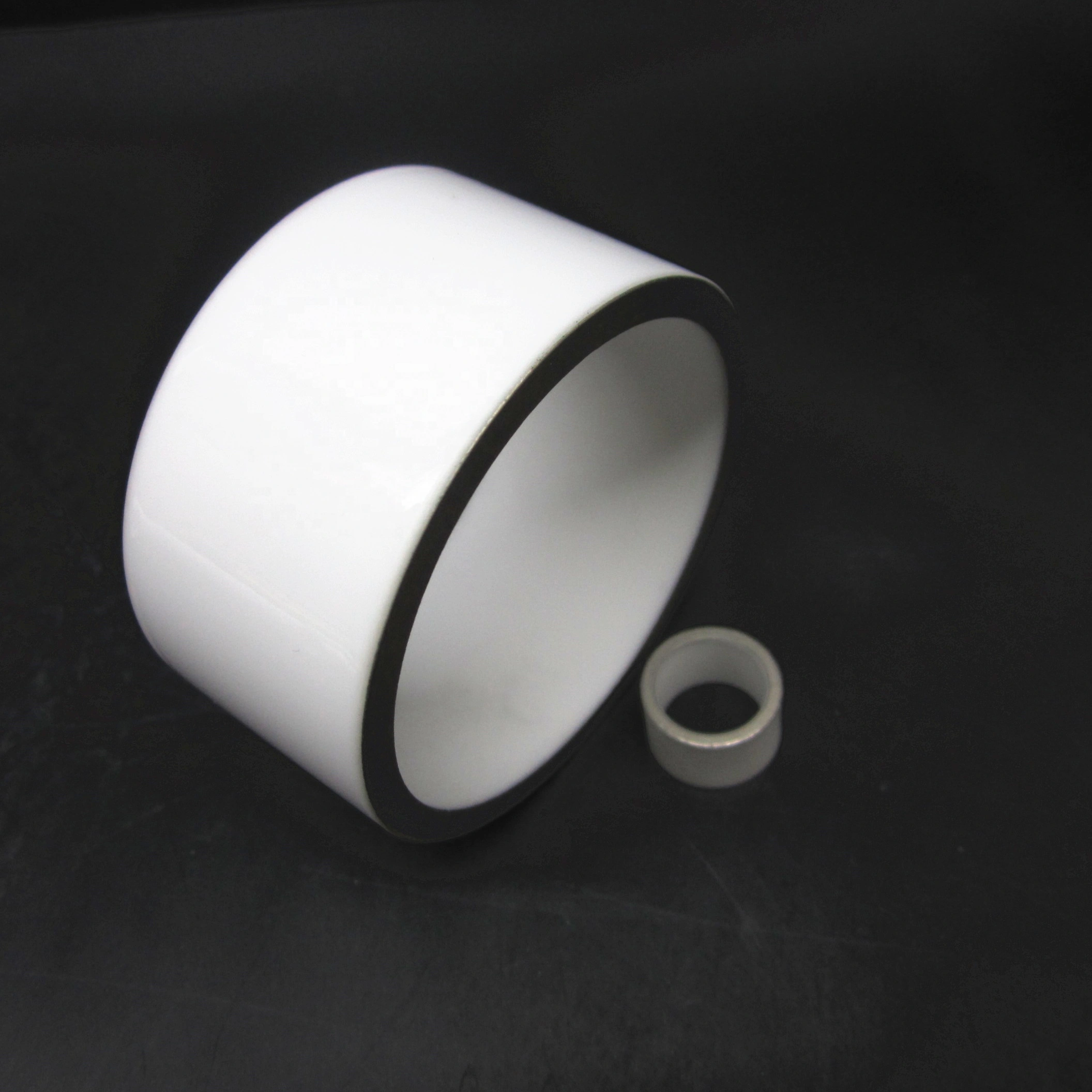
Metallized alumina ceramic tube is an alumina (Al₂O₃) insulating tube whose selected areas are coated with a bondable metallization system—typically Mo-Mn baked into the ceramic surface and then nickel plated—so that the tube can be brazed or soldered to metals (e.g., Kovar, stainless steel, 42-alloy) to form gas-tight, high-voltage, and mechanically robust ceramic-to-metal assemblies.
Metallized Alumina Ceramic Tube Benefits
- Band geometry control — Fixed band width/position for repeatable wetting and joint capillarity.
- Brazing compatibility — Mo-Mn + Ni stack tailored for Ag-Cu-Ti/Kovar systems to reduce voids.
- Dimensional stability — OD/ID tolerance to ±0.05–0.20 mm; coaxiality/runout optimized by size class.
- Low-leak assemblies — Band adhesion and surface prep support ≤1×10⁻⁹ mbar·L/s assembly targets.
- HV insulation path — Al₂O₃ dielectric supports compact creepage design in confined envelopes.
Properties of Metallized Alumina Ceramic Tube
| Property | Unit | 99.5% Al₂O₃ | 99.6% Al₂O₃ | 99.7% Al₂O₃ | 99.8% Al₂O₃ | 99.9% Al₂O₃ | 99.99% Al₂O₃ |
| Alumina content | % | 99.5 | 99.6 | 99.7 | 99.8 | 99.9 | 99.99 |
| Density | g/cm³ | 3.89 | 3.91 | 3.92 | 3.93 | 3.94 | 3.98 |
| Open porosity | % | 0 | – | – | – | – | – |
| Color | – | Ivory | Ivory | Ivory | Ivory | Ivory | Ivory |
| Water absorption | % | – | 0 | 0 | 0 | 0 | 0 |
| Young’s modulus (Elastic modulus) | GPa | 375 | 356 | 357 | 358 | 359 | 362 |
| Shear modulus | GPa | 152 | – | – | – | – | – |
| Bulk modulus | GPa | 228 | – | – | – | – | – |
| Poisson’s ratio | – | 0.22 | – | – | – | – | – |
| Compressive strength | MPa | 2600 | 2552 | 2554 | 2556 | 2558 | 2570 |
| Flexural strength | MPa | 379 | 312 | 313 | 314 | 315 | 320 |
| Fracture toughness | MPa·m¹ᐟ² | 4 | – | – | – | – | – |
| Hardness | GPa | 14.1 (≈1440 kg/mm²) | 23 | 24 | 25 | 26 | 30 |
| Thermal conductivity | W/m·K | 35 | 32–37 | 33–38 | 34–39 | 35–40 | 36–42 |
| Thermal shock resistance ΔT | °C | – | 222 | 223 | 224 | 225 | 228 |
| Maximum use temperature (no load) | °C | ≤1750 | 1755 | 1760 | 1765 | 1770 | 1800 |
| Coefficient of thermal expansion | 10⁻⁶/°C | 8.4 | – | – | – | – | – |
| Specific heat | J/kg·K | 880 | – | – | – | – | – |
| Volume resistivity | Ω·cm | >1×10¹⁴ | >1×10¹⁴ | >1×10¹⁴ | >1×10¹⁴ | >1×10¹⁴ | >1×10¹⁴ |
| Dielectric constant (relative permittivity) | – | 9.8 | 9.83 | 9.84 | 9.85 | 9.86 | 9.92 |
| Dielectric strength | kV/mm | 16.9 | 23.2 | 23.4 | 23.6 | 23.8 | 24 |
| Dissipation factor (loss factor @ 1 kHz) | – | 0.0002 | – | – | – | – | – |
Alumina Ceramic Metallization Tube Specifications
| Metallized Alumina Ceramic | ||||
| Item No. | Outer Diameter(mm) | Inner Diameter(mm) | Length(mm) | Purity |
| AT-MN-ZKG1001 | 7 | 4 | 10 | 95% |
| AT-MN-ZKG1002 | 8 | 5 | 10 | 95% |
| AT-MN-ZKG1003 | 10 | 6 | 15 | 95% |
| AT-MN-ZKG1004 | 16 | 12 | 20 | 95% |
| AT-MN-ZKG1005 | 61 | 48 | 106 | 95% |
| AT-MN-ZKG1006 | 100 | 87 | 150 | 95% |
Metallized Alumina Ceramic Tube Packaging
- Each part is individually packed in anti-static foam trays.
- Sealed plastic bags for moisture protection.