ADCERAX pneumatic zirconia ceramic double disc gate valves are built for abrasive slurry, dry ash, corrosive liquids and particle-loaded process lines where metal-seated valves may wear, leak or seize. The ceramic double-disc sealing structure supports stable shutoff, while pneumatic actuation enables fast operation and easy integration with plant air or PLC control.
Valve size, flange standard, actuator configuration, body material, ceramic sealing interface and installation conditions can be reviewed before quotation to support safer selection and easier replacement.
Catalog No.
AT-ZV2-Q009
Material
Zirconia ceramic discs with carbon steel or stainless-steel valve body
Hardness
HRA88 hardness, about 8× harder than standard steel
Sealing Grade
Class V per FCI 70-2, proven in over 100,000 cycles
Operating Range
Temperature up to 200°C (special type 400°C), pressure 1.0–1.6 MPa
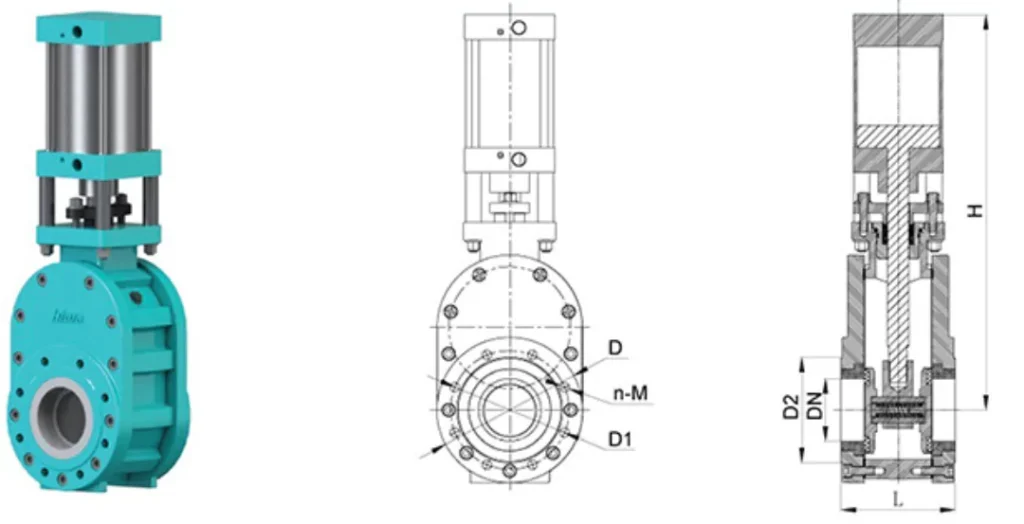
ADCERAX Pneumatic Zirconia Ceramic Double Disc Gate Valve has a compact rectangular body made of carbon steel or stainless steel with a smooth, heavy-duty surface finish. On top sits a pneumatic actuator in a cylindrical housing, connected to the valve stem with visible mounting brackets. The valve body is flanged on both ends for secure pipeline connection, with evenly spaced bolt holes around each flange. Inside, the twin zirconia ceramic discs are seated within the flow passage, and external side ports for cleaning and drainage are integrated into the design. Overall, the appearance reflects a robust, functional structure optimized for industrial slurry and ash-handling applications.
Key Advantages of Pneumatic Zirconia Ceramic Double Disc Gate Valve
More stable shutoff in abrasive media.
The zirconia ceramic double-disc sealing structure helps reduce seat wear when the valve is exposed to slurry, ash, powder or other particle-loaded media. This is valuable for plants that experience leakage, rising maintenance frequency or unstable isolation with metal-seated valves.
Pneumatic actuation for automated process lines.
Pneumatic operation allows the valve to be integrated with plant air, remote control panels, PLC systems or DCS monitoring. This helps reduce manual operation in hazardous, hot, dusty or difficult-to-access valve locations.
Ceramic sealing surfaces for corrosion and wear control.
Zirconia ceramic sealing components provide higher hardness and better chemical stability than many metal sealing surfaces. This helps maintain sealing performance in abrasive slurry, alkaline FGD media, wastewater sludge and selected corrosive process streams.
Double-disc structure for isolation duty.
Compared with many single-gate structures, the double-disc design can support more balanced sealing contact and more reliable shutoff in selected isolation applications. Final suitability should be checked according to pressure differential, solids content, media temperature and cycling frequency.
Configurable valve body and connection design.
Carbon steel, stainless steel or selected alloy body options can be reviewed according to the medium and installation environment. Flange dimensions, bolt holes, face-to-face length and actuator mounting interface can be matched to project drawings where feasible.
Technical Properties for Pneumatic Zirconia Ceramic Double Disc Gate Valve
The Pneumatic Zirconia Ceramic Double Disc Gate Valve is defined by measurable physical, chemical, thermal, and mechanical properties that ensure reliable operation in abrasive and corrosive environments.
Property
Pure Zirconia (Monoclinic) - Unstabilized
Yttria-Stabilized Zirconia (YSZ)
Magnesia-stabilized zirconia (Mg-PSZ)
Typical Purity
High-purity raw material, but unstabilized for the final product
High purity
High purity
Crystal Phases (at RT)
Monoclinic (stable up to ~1170°C); Tetragonal and Cubic at higher temperatures.
Primarily, Metastable Tetragonal can have a Cubic phase.
Partially stabilized with tetragonal precipitates in a cubic matrix.
Density (g/cm³)
5.65–6.05
5.85-6.1
~5.7
Melting Point (°C)
~2700-2715
Very High (similar to pure zirconia, but phase stability is key)
Very High
Thermal Conductivity (W/m·K)
Low (approx. 2-3)
Low (approx. 2.5-3)
Low (approx. 3)
Thermal Expansion Coefficient (10⁻⁶/K)
~10
9.5-10
10
Flexural Strength (MPa)
Poor (due to phase transformation and brittleness)
Up to 1000, 710-900
500
Compressive Strength (MPa)
Not typically used structurally
~2000
~2500
Fracture Toughness (MPa·m^0.5)
Low (inherently brittle)
Up to 10 (exceptionally high for ceramics due to transformation toughening), 8-9
6
Hardness (Vickers, HV1)
Moderate
11-13 GPa, 1100-1220 kg/mm²
1100 kg/mm²
Chemical Inertness
Excellent in acids and alkalis
Excellent
Excellent
Biocompatibility
Generally good, but stabilized forms are preferred for medical use
Excellent, widely used in dental and medical implants
Refractories, structural components requiring specific thermal properties
Specifications of Pneumatic Zirconia Ceramic Double Disc Gate Valve
Model
inch
DN(mm)
L
D
D1
D2
n-M
H
Note
AT-ZV2-Q009
2"
50
90
160
125
99
4-M16
390
Nominal Diameter: DN50–DN250;
Working Pressure: 1.0 MPa–1.6 MPa;
Operating Temperature: -20°C to 180°C;
Connection Types: Flanged, Wafer;
Actuation Methods: Pneumatic.
AT-ZV2-Q010
2 1/2"
65
125
185
145
118
4-M16
500
AT-ZV2-Q011
3"
80
140
200
160
132
8-M16
505
AT-ZV2-Q012
4"
100
170
220
180
156
8-M16
605
AT-ZV2-Q013
5"
125
185
250
210
184
8-M16
650
AT-ZV2-Q014
6"
150
200
280
240
211
8(12)-M20
770
AT-ZV2-Q015
8"
200
220
340
295
266
8(12)-M20
850
AT-ZV2-Q016
10"
250
220
395
350
320
12-M20
1050
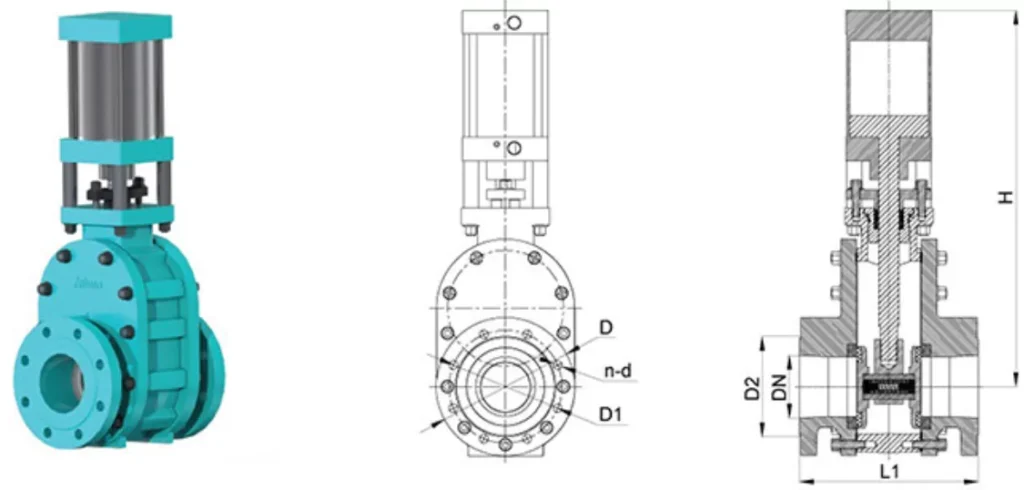
Model
inch
DN(mm)
L
D
D1
D2
n-M
H
Note
AT-ZV2-Q017
2"
50
200
160
125
99
4-M16
390
Nominal Diameter: DN50–DN250;
Working Pressure: 1.0 MPa–1.6 MPa;
Operating Temperature: -20°C to 180°C;
Connection Types: Flanged, Wafer;
Actuation Methods: Pneumatic.
AT-ZV2-Q018
2 1/2"
65
220
185
145
118
4-M16
500
AT-ZV2-Q019
3"
80
265
200
160
132
8-M16
505
AT-ZV2-Q020
4"
100
285
220
180
156
8-M16
605
AT-ZV2-Q021
5"
125
300
250
210
184
8-M16
650
AT-ZV2-Q022
6"
150
365
280
240
211
8(12)-M22
770
AT-ZV2-Q023
8"
200
400
340
295
266
8(12)-M22
850
AT-ZV2-Q024
10"
250
450
395
350
320
12-M22
1050
Packaging for Pneumatic Zirconia Ceramic Double Disc Gate Valve
Each pneumatic zirconia ceramic double disc gate valve is packed with protective covers on the flange faces and sealing areas. The valve body is fixed with foam, cushioning supports or wooden fixtures to reduce movement during transportation.
For heavy valves or export shipments, ADCERAX uses reinforced wooden cases or palletized packaging. The actuator, air connection and exposed hardware are protected separately, and clear labels are added for model identification and order checking.
Applications of Pneumatic Zirconia Ceramic Double Disc Gate Valve
Pneumatic zirconia ceramic double disc gate valves are used where automated shutoff is required in abrasive, corrosive or particle-loaded pipelines. The valve is especially suitable for systems where metal sealing surfaces may wear quickly, lose sealing contact or require frequent maintenance.
Mining Slurry and Tailings Pipelines
In mining slurry and tailings transport systems, the valve can be used for isolation points, discharge lines and process sections exposed to quartz-rich or mineral-loaded slurry. Zirconia ceramic sealing surfaces help resist abrasive wear, while pneumatic actuation supports safer remote operation in wet, dirty or difficult-to-access areas.
Power Plant Fly Ash and Dry Ash Handling
In fly ash and dry ash handling systems, abrasive particles can damage metal seats and cause leakage during repeated open-close cycles. A pneumatic zirconia ceramic double disc gate valve helps provide wear-resistant shutoff for ash discharge, conveying lines and isolation points where automated cycling and reliable sealing are required.
Flue Gas Desulfurization Slurry Systems
FGD systems often involve gypsum slurry, alkaline media and suspended solids. The zirconia ceramic sealing structure helps reduce erosion and corrosion at the sealing interface, while the double-disc gate design supports stable isolation during maintenance, process switching or slurry circulation control.
Wastewater Sludge and Industrial Effluent Lines
In wastewater treatment and industrial effluent systems, sludge, grit, fibers and chemical residues can cause seat wear, clogging or leakage. Pneumatic operation allows the valve to be integrated with automatic control systems, while ceramic sealing parts help improve shutoff reliability in particle-containing media.
Chemical Process and Corrosive Slurry Service
For selected chemical process lines, ceramic sealing surfaces can provide better resistance to corrosion and abrasive attack than many metal sealing surfaces. The final valve design should be reviewed according to medium composition, solids content, temperature, pressure, cleaning method and actuator control requirements.
Usage Instructions for Pneumatic Zirconia Ceramic Double Disc Gate Valve
Proper installation, actuator setup and routine maintenance help protect the zirconia ceramic sealing surfaces and reduce the risk of leakage, ceramic edge damage, actuator overload or premature valve failure. The following guidelines should be reviewed together with the confirmed drawing, pipeline layout and operating conditions.
Installation and Alignment
1. Confirm installation details before assembly.
Check the valve flow direction, flange standard, gasket type, face-to-face length and actuator orientation before installation.
2. Keep the pipeline properly aligned.
The pipeline should be supported independently. Do not use the valve body to correct pipe misalignment, as this may create stress on the ceramic sealing structure.
3. Tighten flange bolts evenly.
Tighten bolts gradually and diagonally to avoid concentrated load on the valve body, flange faces or ceramic sealing components.
4. Reserve actuator clearance.
Make sure there is enough space for actuator movement, air-line connection, limit switch access and future maintenance.
Pneumatic Actuator Setup
1. Confirm air supply and control requirements.
Check the plant air pressure, control signal, solenoid valve type, limit switch requirement and fail-safe position before operation.
2. Select the correct actuator mode.
Single-acting or double-acting pneumatic actuators should be selected according to the process shutdown logic and site safety requirements.
3. Test the valve before media entry.
Complete several no-load open-close cycles before introducing slurry, ash, corrosive liquid or particle-loaded media into the pipeline.
4. Avoid unconfirmed partial-stroke operation.
Do not use the valve for throttling or partial opening unless the structure has been specifically reviewed for that working condition.
Operating Conditions
1. Operate within confirmed limits.
Use the valve within the reviewed pressure, temperature, cycling frequency and media conditions confirmed before quotation or production.
2. Avoid pressure shock and thermal shock.
Sudden pressure impact, severe water hammer or rapid temperature change may increase stress on the ceramic sealing area.
3. Review flushing requirements for high-solids media.
For slurry, ash or crystallizing media, confirm whether flushing, purge air or drain ports are required to reduce particle accumulation.
4. Stop operation if resistance increases.
If the actuator requires abnormal force or the valve stroke becomes unstable, inspect for trapped solids, pipe misalignment or sealing surface wear.
Cleaning and Maintenance
1. Inspect key working areas regularly.
Check the sealing area, stem, actuator bracket, flange connection and pneumatic accessories according to the service severity.
2. Remove deposits before movement is restricted.
Clean slurry deposits, dry ash buildup or crystallized material before they affect gate movement or sealing contact.
3. Protect ceramic parts during cleaning.
Do not strike zirconia ceramic sealing components with metal tools during cleaning, inspection or disassembly.
4. Replace worn parts before leakage expands.
Worn gaskets, sealing parts or damaged contact surfaces should be replaced before leakage damages the valve body or connected pipeline.
Storage and Handling
1. Store the valve in a clean dry area.
Keep the valve in a ventilated indoor location before installation to protect the actuator, stem and exposed metal surfaces.
2. Keep protective covers in place.
Do not remove flange face covers or sealing area protection until the valve is ready for assembly.
3. Use proper lifting points.
Lift the valve from approved body supports or lifting points, not from the actuator housing, air tubing or accessory brackets.
4. Protect the valve during long-term storage.
For extended storage, prevent moisture, dust, vibration and accidental impact on the actuator and ceramic sealing surfaces.
What is a pneumatic zirconia ceramic double disc gate valve used for?
A pneumatic zirconia ceramic double disc gate valve is used for automated shutoff and isolation in pipelines that handle abrasive slurry, dry ash, corrosive liquids, wastewater sludge or particle-loaded process media. It is selected when metal-seated valves may wear, leak or seize too quickly under repeated cycling.
How is a ceramic double disc gate valve different from a ceramic knife gate valve?
A ceramic double disc gate valve uses two sealing discs to support stable shutoff in selected isolation service, while a ceramic knife gate valve uses a blade-like gate that moves through slurry, sludge or soft solids. The better choice depends on media type, solids content, pressure differential, installation space and whether the line needs isolation or cutting action through deposits.
Can a zirconia ceramic double disc gate valve replace a metal-seated valve?
It can replace selected metal-seated valves when abrasive wear, corrosion or leakage is the main failure reason. Before replacement, the DN size, flange standard, face-to-face length, actuator force, pressure, temperature, media composition and pipeline layout should be reviewed to confirm compatibility.
What information is needed to quote a pneumatic ceramic gate valve?
A quotation usually requires valve size, flange standard, face-to-face length, body material preference, medium type, solids content, particle size, pressure, temperature, actuator type, air supply pressure and control requirement. Drawings, photos of the existing valve or replacement model numbers can help shorten the review process.
Is zirconia ceramic suitable for abrasive slurry and ash handling?
Zirconia ceramic is often selected for abrasive slurry and ash handling because it provides high hardness, good toughness among engineering ceramics and stable wear resistance at the sealing interface. Final suitability should still be checked according to particle hardness, impact load, slurry concentration, cycling frequency and cleaning method.
Can the pneumatic actuator connect to PLC or DCS control systems?
Yes, the pneumatic actuator can be reviewed with solenoid valves, limit switches, position feedback and control accessories for PLC or DCS integration. The required air pressure, fail-safe position, signal type, enclosure requirement and site installation space should be confirmed before production.
Quality Control for Pneumatic Zirconia Ceramic Double Disc Gate Valve
Quality control for pneumatic zirconia ceramic double disc gate valves should focus on the dimensions and functional areas that affect sealing, installation and repeatable operation. ADCERAX® reviews key ceramic and valve assembly details before shipment to help reduce installation mismatch and early service failure.
Dimensional Inspection: DN size, face-to-face length, flange dimensions, bolt hole position and actuator mounting interface are checked against the confirmed drawing or order requirement.
Ceramic Sealing Surface Check: Zirconia ceramic sealing surfaces are reviewed for visible cracks, chips, edge damage and surface defects that may affect shutoff performance.
Assembly Alignment Review: Gate movement, stem alignment, actuator bracket position and sealing contact area are checked to reduce the risk of uneven wear or incomplete closure.
Visual and Surface Inspection: Valve body coating, flange faces, ceramic-lined areas and exposed metal parts are inspected for handling damage, contamination or unacceptable surface flaws.
Functional Review Before Packing: Pneumatic movement, open-close stroke, actuator connection and basic operating response can be reviewed according to the confirmed inspection scope.
Repeat Order Consistency: For repeat projects, confirmed drawings, model references and inspection points can be used to support more consistent replacement and batch purchasing.
Customization Services for Pneumatic ZrO2 Double Disc Gate Valve
ADCERAX® provides tailored solutions for demanding industrial applications. The pneumatic zirconia ceramic double disc gate valve can be configured to match different pipeline layouts, actuator requirements, body materials and operating conditions, helping improve installation compatibility and long-term service stability.
Actuator Configurations
Actuation can be adjusted for easier integration into automation systems.
Single-Acting: Uses spring return for emergency shutdown or fail-safe operation.
Double-Acting: Provides bidirectional control for stable open-close operation.
Control Integration: Can be reviewed with solenoid valves, limit switches, position feedback, PLC or DCS control.
Connection Interfaces
Connection options help the valve match different pipeline standards and replacement needs.
Flanged Ends: Common option for easier field installation and maintenance.
Butt-Weld Ends: Can be reviewed for selected heavy-duty or fixed pipeline systems.
Custom Ports: Can be designed for retrofit use or project-specific installation conditions.
Valve Body Materials
Body material can be selected according to the medium, site environment and corrosion conditions.
Carbon Steel: Suitable for many standard industrial pipelines and abrasive service environments.
Stainless Steel: Helps improve corrosion resistance in chemical or wet process media.
Alloy Options: Can be reviewed for aggressive slurry, ash handling or highly corrosive conditions.