A crystal growth engineer specifying a BN crucible faces a choice that looks like two grades of the same ceramic but is actually two different materials made by two different routes. Hot-pressed BN and pyrolytic BN share a chemistry and share a reputation for high-temperature melt containment, yet their purity, density, gas permeability, and anisotropy diverge sharply — and those divergences decide whether a growth run produces a clean crystal or a contaminated one. The R&D question is rarely ""which is better."" It is ""which threshold does my process cross, and at what point does PBN stop being an upgrade and become a requirement."" This article resolves the manufacturing-route distinction, quantifies the property gap, and locks the three selection thresholds that move a BN crucible decision from preference to engineering necessity.
Hot-Pressed BN vs PBN in Crystal Growth — Direct Answer
Hot-pressed boron nitride (HPBN) is a dense, isotropic BN ceramic pressed with a B₂O₃ or CaO binder at 1,800–2,000 °C to 99.0–99.5% purity, while pyrolytic boron nitride (PBN) is a binder-free, layered material grown by CVD from BCl₃ and NH₃ at 99.99%+ purity and effectively zero through-thickness gas permeability. For crystal growth, PBN becomes mandatory when crystal-purity targets exceed 5N (99.999%), when chamber base pressure must reach UHV, or when the melt is reactive with residual B₂O₃. Below those thresholds, high-purity HPBN is the defensible and lower-cost selection for moderate-purity research-scale growth, scintillator pilots, and fluoride or oxide-eutectic melts.
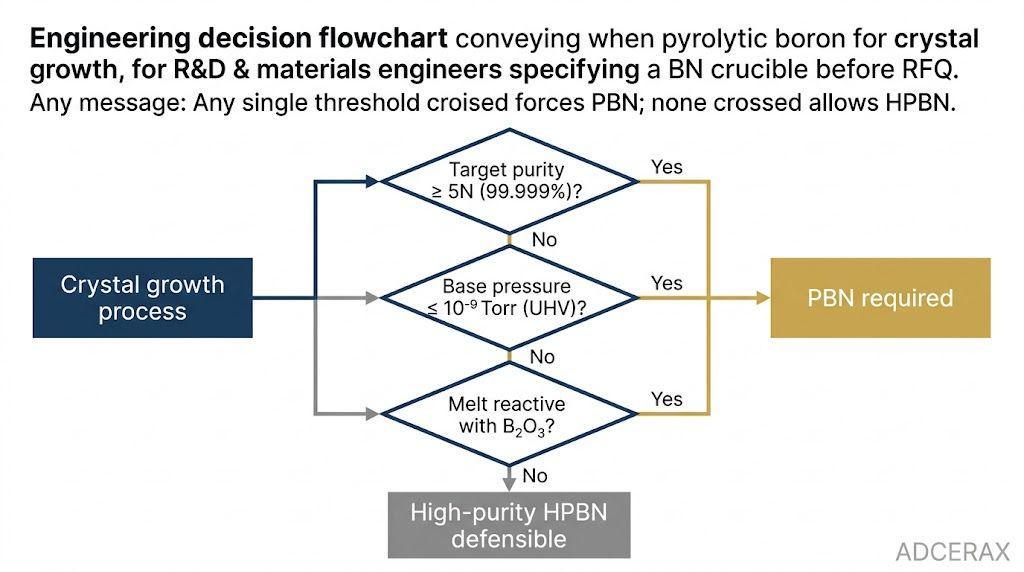
The three thresholds — purity target, vacuum level, and melt reactivity — decide whether a growth run needs PBN or whether high-purity HPBN is the defensible selection.
Manufacturing Route: Hot Pressing Versus Chemical Vapor Deposition
Every property difference between HPBN and PBN traces to a single fact: they are produced by two distinct routes that happen to yield the same chemistry. Hot-pressed BN begins with hexagonal BN powder blended with a sintering aid — typically boron oxide (B₂O₃), a calcium borate, or in higher-purity grades a reduced fraction of CaO. The blend is consolidated in graphite dies at 1,800–2,000 °C under 15–25 MPa, producing a dense, isotropic ceramic with bulk density of 1.9–2.1 g/cm³ and total purity of 99.0–99.5%. The residual binder phase occupies the grain boundaries and carries through to service.
Pyrolytic BN is not sintered at all. Boron trichloride (BCl₃) and ammonia (NH₃) react on a heated graphite mandrel at 1,800–2,100 °C, and pure BN deposits layer by layer across the mandrel surface. No powder. No binder. No pressing. The resulting material reaches 2.15–2.22 g/cm³, purity above 99.99%, and a crystallographic c-axis aligned perpendicular to the deposition surface. The structure is not granular — it is lamellar, and that lamellar geometry drives both the best and the worst behaviors of PBN crucibles in real growth service.
Specification engineers sourcing BN crucibles for crystal growth need to recognise these as two materials with complementary roles, not two points on one performance scale.
Property Differences That Matter for Crystal Growth
Four properties dominate growth-run outcomes, and HPBN and PBN diverge on every one. At-a-glance property reference before the decision-threshold analysis that follows:
| Property | Hot-Pressed BN | Pyrolytic BN |
|---|---|---|
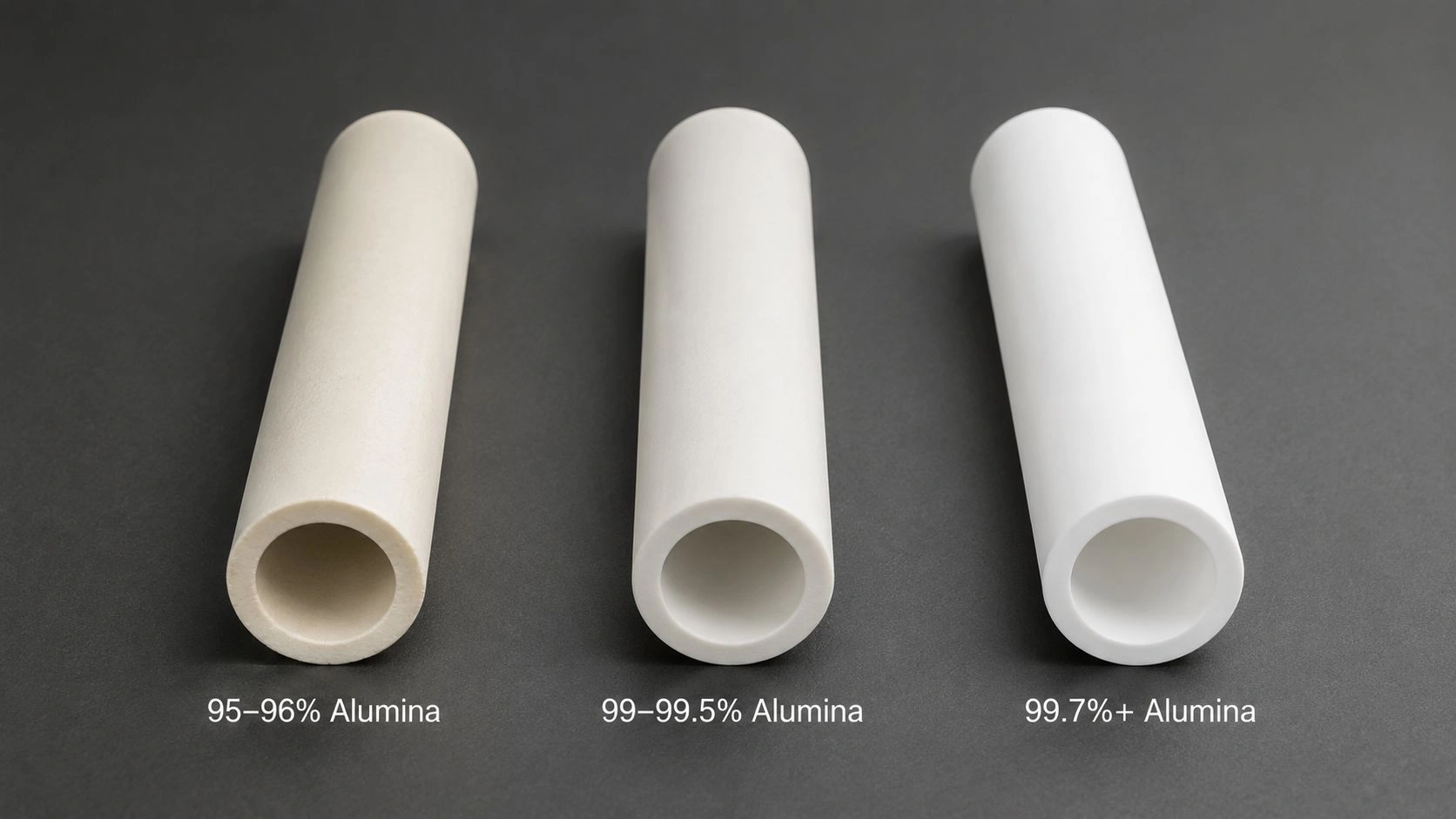
| Total purity | 99.0–99.5% | 99.99–99.999% |
| Bulk density | 1.9–2.1 g/cm³ | 2.15–2.22 g/cm³ |
| Microstructure | Isotropic, granular | Anisotropic, layered (CVD) |
| Thermal conductivity at 25 °C | 25–30 W/m·K (isotropic) | ~60 W/m·K in-plane / 2–3 W/m·K through-thickness |
| Gas permeability through wall | Measurable, grain-boundary path | Effectively zero |
| Outgassing in vacuum at 1,200 °C | B₂O₃ and CaO-derived species | Negligible |
Values reflect typical ranges reported across industrial BN crucible grades; confirm with supplier certificate of analysis and bulk density per ASTM C373.
Purity and the binder species it represents is the headline difference. HPBN's binder sits at measurable ppm levels and outgasses above 1,200 °C in vacuum — a boundary condition that matters whenever the crystal under growth is sensitive to oxide contamination.
Density drives gas behavior. PBN's CVD-deposited layers form a continuous barrier with effectively zero through-thickness permeability, which is why the material tolerates ultra-high vacuum and reactive-melt service without backside contamination. HPBN is dense but its grain-boundary network creates a percolating leak path.
Here is the part most datasheets do not emphasise. PBN's thermal conductivity is highly anisotropic — in-plane reaches roughly 60 W/m·K while through-thickness drops to 2–3 W/m·K. Tensile strength varies on the same axis. Crucible orientation therefore matters: the deposited layers must sit perpendicular to the crucible wall (parallel to the wall axis), never parallel to the wall. Mis-oriented PBN delaminates under thermal cycling.
HPBN has no such constraint because its granular microstructure is isotropic. The choice of hot-pressed BN material grades — standard or high-purity — turns on binder load rather than on orientation discipline.
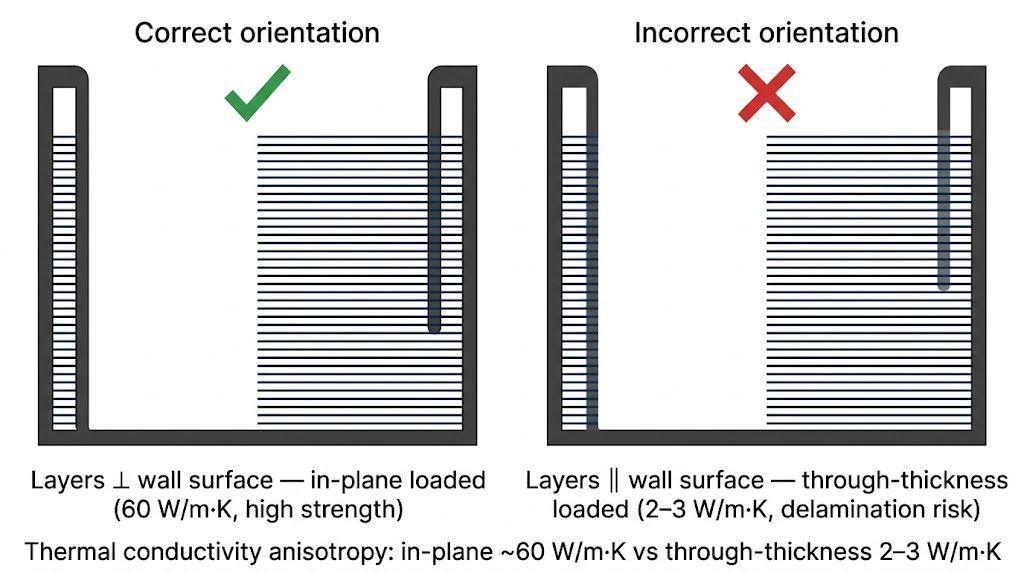
PBN crucible walls must be oriented with the CVD layers perpendicular to the wall surface — loading the weak through-thickness direction is the most common cause of delamination in growth service.
When Does PBN Become Technically Necessary?
Three thresholds move PBN from ""cleaner option"" to ""engineering requirement."" Any single crossing is sufficient.
Threshold 1 — Purity target above 5N. When the target crystal must reach 99.999% or higher, residual B₂O₃ and CaO in HPBN outgas and incorporate into the melt at levels detectable by ICP-MS or photoluminescence. PBN's binder-free composition is the only route that stays below that contamination floor.
Threshold 2 — UHV or reactive atmosphere. When the growth chamber must pump to UHV (≤10⁻⁹ Torr base pressure) or hold a reactive-vapor atmosphere — As, P, Cl, F species at temperature — HPBN's grain-boundary permeability and binder outgassing destroy chamber base pressure or react with the atmosphere. PBN's layered CVD structure eliminates both failure paths.
Threshold 3 — Melt reactive with B₂O₃. When the melt is highly reducing, fluorinating, or otherwise reactive with oxide impurities, B₂O₃ in HPBN dissolves into the melt as a direct contaminant. PBN's pure BN composition is inert against these chemistries.
| Growth Condition | HPBN Acceptable | PBN Required |
|---|---|---|
| Target purity ≤ 4N (99.99%) | ✅ | Over-spec |
| Target purity ≥ 5N (99.999%) | ❌ binder floor | ✅ |
| Inert gas above 10⁻⁵ Torr | ✅ | Optional |
| UHV ≤ 10⁻⁹ Torr | ❌ outgassing | ✅ |
| Melt non-reactive with B₂O₃ | ✅ | Optional |
| Melt reactive (reducing, fluorinating) | ❌ binder dissolves | ✅ |
| Reactive vapor (As, P, Cl, F) at temperature | Marginal | ✅ preferred |
| Repeated handling, thermal cycling priority | ✅ preferred | Delamination risk |
PBN is always purer than HPBN. ""Purer"" is not the same as ""required."" The selection discipline that survives experimental review is identifying which of the three thresholds the growth process actually crosses — not ranking the two materials on a purity scale.
When none of the three thresholds is crossed, high-purity HPBN is the technically defensible selection. The PBN premium in that envelope pays for performance the experiment will not use.
Where Hot-Pressed BN Remains the Right Choice
HPBN stays correct across a broader portion of crystal-growth and melt-handling work than PBN marketing typically admits. Moderate-purity research-scale growth — fluoride single crystals at 4N targets, scintillator pilots, optical-crystal feasibility runs, oxide-eutectic melts, metal-evaporation charges — sits below the binder-residue contamination floor that affects crystal quality. Inert-atmosphere service above approximately 10⁻⁵ Torr and non-UHV vacuum work are equally well served.
Mechanical robustness is the quieter argument. HPBN's isotropic granular structure resists handling-induced chipping and edge fracture far better than PBN's layered structure, which delaminates if loaded perpendicular to the deposition plane. For crucibles that see repeated thermal cycling, manual loading and unloading, or shared use across multiple experiments, HPBN is frequently the longer-lived part despite its lower purity ceiling. High-purity HPBN grades at ≥99.5% narrow the purity gap at a modest cost premium — often the right middle option for research groups whose growth targets sit near the 4N/5N boundary.
A typical scenario engineers in scientific-instruments and optical-crystal R&D labs report: a graduate student beginning fluoride single-crystal pilot growth reads that ""PBN is the standard for crystal growth,"" writes PBN into the procurement request, and has the order delayed on lead time and cost. The target crystal is 4N research-grade, the atmosphere is dry argon at 10⁻³ Torr, the melt is non-reactive with B₂O₃. None of the three thresholds are crossed. High-purity HPBN delivers the experiment at a fraction of the cost and lead time with no detectable impact on crystal quality — and avoids the anisotropy handling risk that the student was not yet trained to manage. ADCERAX engineering reviews of incoming BN crucible inquiries consistently find that a meaningful share of ""we need PBN"" requests are well served by high-purity HPBN once the target crystal, atmosphere, and melt chemistry are properly defined.
Research-scale users evaluating laboratory ceramic options for mixed growth work benefit from stocking both grades rather than committing to PBN as a default.
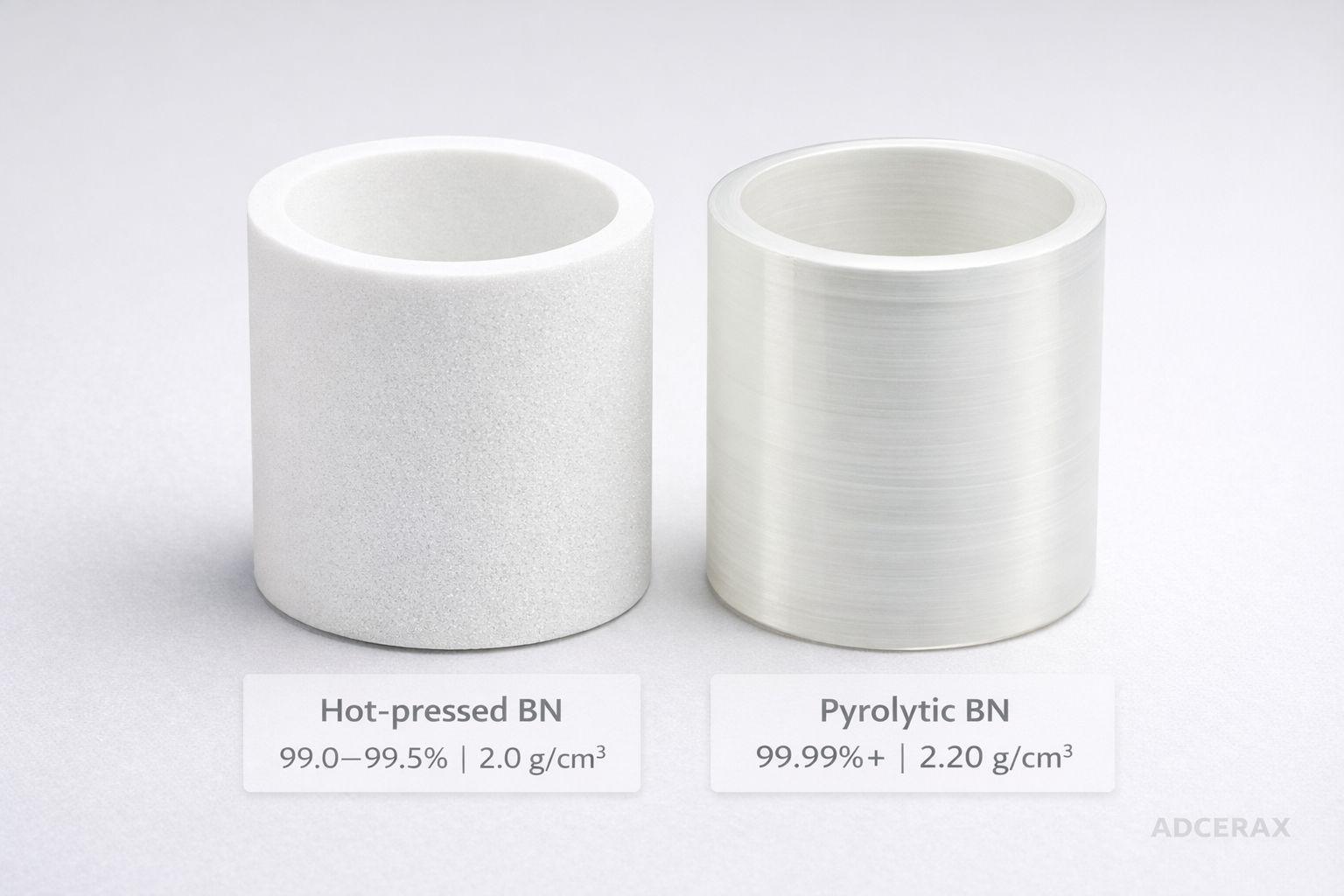
Visual appearance already separates the two — HPBN presents a uniform matte white granular surface, while PBN shows a translucent layered wall with visible CVD growth lines.
Specifying a BN Crucible for an RFQ
A quotable BN crucible RFQ carries seven fields. Material grade — standard HPBN (99.0%), high-purity HPBN (≥99.5%), or PBN (99.99%+). Crucible geometry — OD, ID, height, wall thickness, base form. For PBN, an explicit layer-orientation callout on the drawing, layers perpendicular to the wall. Surface finish — as-deposited for PBN, machined or as-pressed for HPBN, with inner-bore Ra if critical. Dimensional tolerance — typically ±0.5–1.0%. Intended service — peak temperature, atmosphere, melt chemistry, vacuum level. Inspection — bulk density per ASTM C373, purity certificate by ICP-MS for PBN, visual inspection report. Providing all seven on first inquiry shortens the quote cycle and surfaces manufacturability constraints before tooling commitment. Buyers who compare advanced ceramic materials across growth programs standardise this field list to make cross-supplier quotes directly comparable.
Conclusion
The selection divider between hot-pressed BN and PBN is not purity alone — it is whether the growth process crosses a 5N purity target, a UHV base pressure, or a melt chemistry reactive with B₂O₃. Cross any of the three, and PBN is the engineering answer regardless of cost. Cross none, and high-purity HPBN delivers the same experimental result at lower cost, shorter lead time, and better handling robustness. The discipline that produces the correct choice is threshold analysis of the specific growth process, not material ranking.
Working through a BN crucible decision for a crystal growth program? ADCERAX engineers evaluate the target crystal purity, atmosphere, and melt chemistry against the three PBN-mandatory thresholds and specify HPBN, high-purity HPBN, or PBN accordingly. Send the growth-run conditions and geometry requirements for a material recommendation and quote covering both the crucible and the inspection documentation your lab will need for acceptance.
FAQ
What purity levels separate hot-pressed BN from pyrolytic BN?
Hot-pressed BN sits at 99.0–99.5% total purity, with B₂O₃ or CaO binder residue measurable in ppm. Pyrolytic BN reaches 99.99–99.999% with metal contaminants typically below 10 ppm. The gap matters when crystal-purity targets exceed 5N; below 4N targets it is rarely visible in the final crystal.
Why does PBN crucible orientation matter during crystal growth?
PBN is highly anisotropic because its CVD-deposited layers align perpendicular to the mandrel surface. The crucible must be installed with layers perpendicular to the wall so thermal flux and mechanical stress load the strong in-plane direction. Layers parallel to the wall load the weak through-thickness direction and delaminate under thermal cycling.
What is the maximum service temperature of HPBN versus PBN?
Both materials remain stable to approximately 2,800 °C in inert atmosphere. In oxidising atmosphere, HPBN begins meaningful oxidation above about 850 °C, while PBN's higher density extends this to roughly 1,000 °C. Vacuum service limits are about 1,400 °C for HPBN before binder loss and about 1,800 °C for PBN.
How can the received BN grade be verified against the specification?
Request a certificate of analysis showing bulk density measured per ASTM C373 — PBN at ≥2.15 g/cm³ and HPBN at 1.9–2.1 g/cm³ — together with ICP-MS purity data for PBN and a visual inspection report. Bulk density alone reliably distinguishes PBN from HPBN because the density ranges do not overlap.