Engineers reach for boron nitride crucibles when graphite oxidizes, when alumina contaminates the melt, or when an evaporation source needs a clean, electrically insulating liner. Three variables decide whether BN is the right answer rather than a marketing-friendly upgrade: the service atmosphere, the chemistry of the material being held, and whether the heating architecture tolerates an insulating wall. This article explains what a boron nitride crucible actually is, how its surface and bulk behavior translate into process value, where it earns its place in real equipment, and where it quietly fails when applied outside its working envelope.
A boron nitride crucible is a high-temperature ceramic vessel made from hexagonal or pyrolytic boron nitride that combines a thermally stable layered ceramic body with a low-wetting, electrically insulating, chemically inert surface, enabling clean containment of melts, evaporants, and crystal-growth charges where graphite oxidation or carbon contamination must be eliminated. The form most commonly supplied is hot-pressed hexagonal BN; pyrolytic boron nitride (PBN) is reserved for vacuum and crystal-growth service where CVD-grade purity matters. Useful service temperatures reach roughly 850°C in air and well above 1,800°C in inert or vacuum environments.
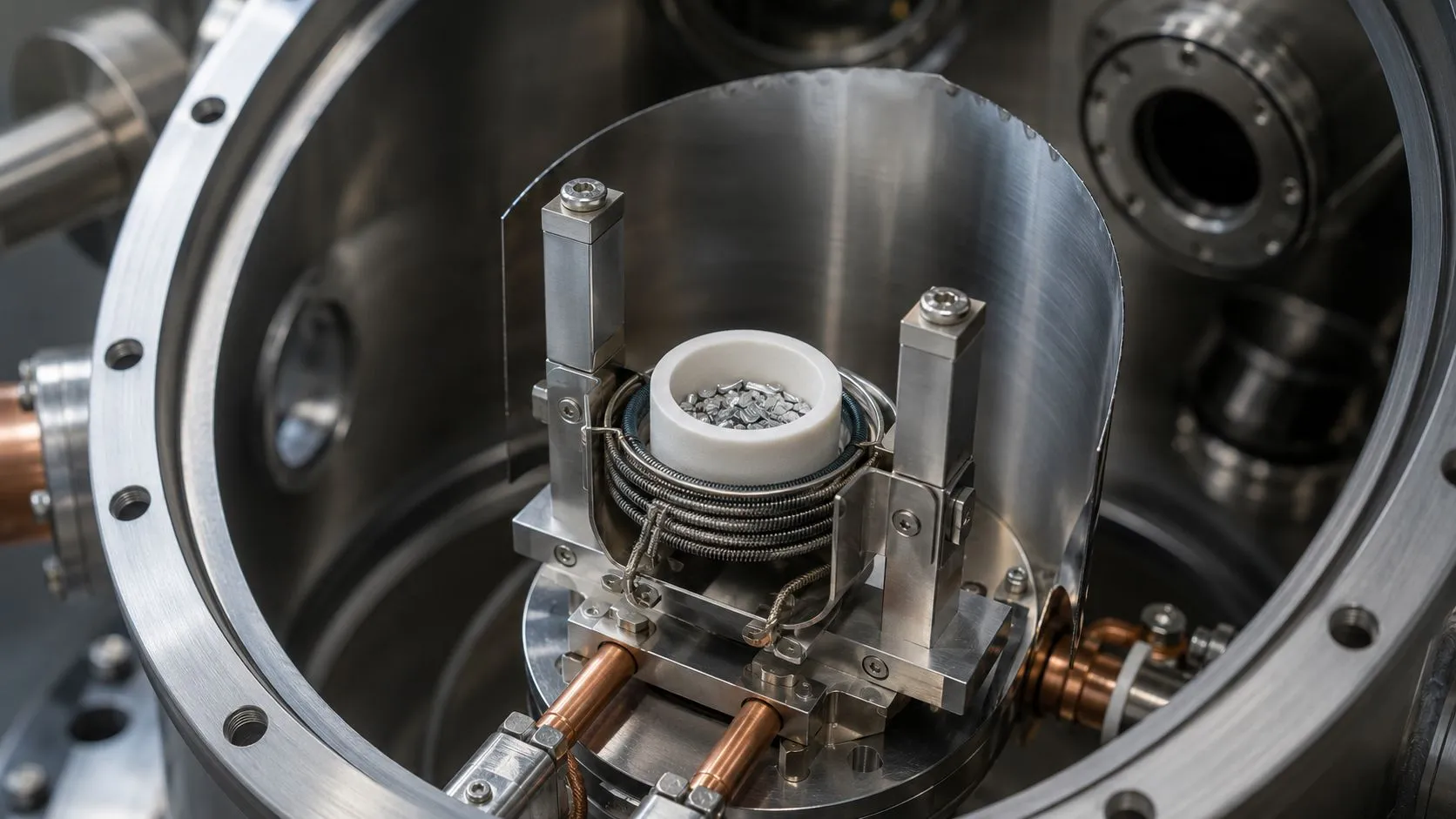
A BN source crucible earns its place where the heater needs an insulating, non-wetting liner that will not contaminate the evaporant — the combination graphite cannot deliver.
What is a boron nitride crucible?
A boron nitride crucible is a high-temperature containment vessel formed from boron nitride ceramic, most commonly the hexagonal phase (hBN) and, in more demanding vacuum or crystal-growth service, pyrolytic boron nitride (PBN). Hexagonal BN is often described as ""white graphite"" because its layered crystal structure mirrors graphite, yet the functional behavior diverges in ways that matter for melt and source containment: hBN combines electrical insulation with respectable thermal conductivity, thermal shock resistance, chemical inertness, and low wettability against many molten materials. Those traits, taken together, define the product category.
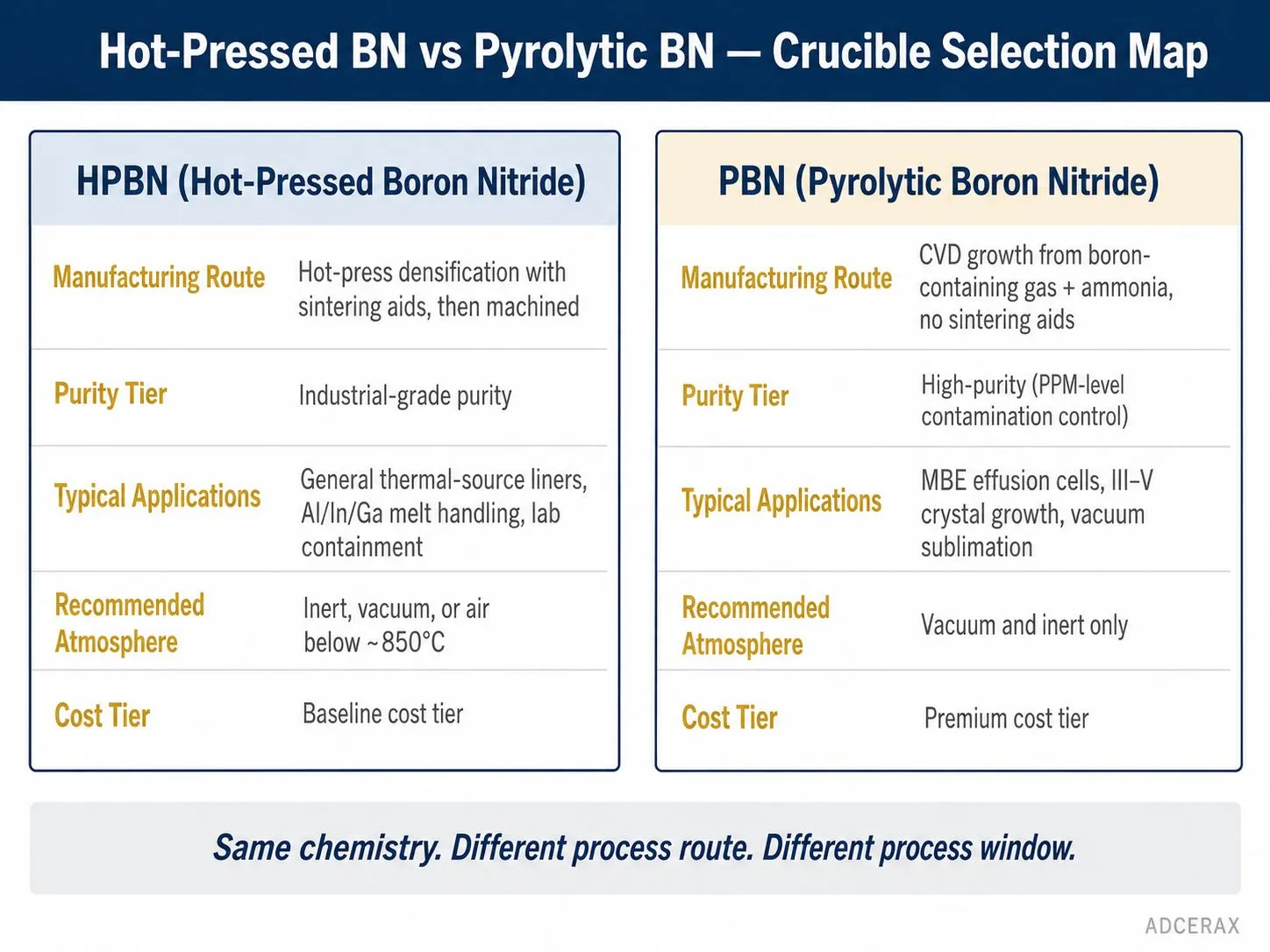
Within that category, two material routes dominate the supply landscape, and they are not interchangeable. Hot-pressed hBN is densified with sintering aids and machined to final geometry, giving a robust general-purpose body. Pyrolytic BN is grown by chemical vapor deposition from boron-containing gas and ammonia, without the conventional hot-press route, producing a high-purity wall structure preferred for crystal growth and contamination-sensitive vacuum work. Engineers selecting boron nitride crucibles typically resolve the HPBN-versus-PBN question first, because it sets cost, purity, and atmosphere expectations before any geometric detail is discussed.
Hexagonal BN versus pyrolytic BN
Hot-pressed hexagonal BN is the workhorse: dense, machinable, and economical for general thermal-source liners and laboratory melts. Pyrolytic BN, by contrast, is a CVD-grown wall whose layered crystallites align with the deposition surface, yielding very high purity and anisotropic thermal conductivity. Engineering inference from cited supplier process data and material-property summaries suggests PBN's value emerges in molecular beam epitaxy effusion cells, GaAs and GaN crystal-growth boats, and other settings where parts-per-million-level contamination would corrupt the result.
Why ""white graphite"" understates the difference
A common first-time misconception treats BN and graphite as interchangeable high-temperature materials because of their visual similarity and shared layered structure. The functional split is sharper than it looks. Graphite conducts electricity and oxidizes above roughly 500°C in air; hBN insulates electrically and resists oxidation to a much higher threshold. That single combination — insulator that survives high temperature without burning — is why boron nitride ceramic crucibles exist as a distinct product category rather than as a graphite alternative.
How does a boron nitride crucible work in service?
A BN crucible works by solving three interface problems simultaneously: it stays dimensionally stable at high temperature under suitable atmospheres, it presents a surface that most molten materials do not readily wet, and it does both while remaining electrically insulating with good thermal shock tolerance. The interplay of these properties — not any single one — is what makes the material appropriate for thermal evaporation sources, crystal-growth boats, and selected molten-metal containment. Understanding the mechanism prevents engineers from over-applying the slogan ""non-wetting, high-temperature, inert"" to processes where one of the three legs collapses.
The non-wetting behavior is the most-cited and most-misread property. On clean hBN surfaces, many molten metals form high contact angles and resist spreading, which reduces sticking, creep up the wall, and carryover during decanting or evaporation. The mechanism arises from the partially ionic B–N bond and the chemically inert basal-plane surface, both of which limit interfacial bonding with most metallic melts. Treat this as a service tendency, not a universal law: published interfacial studies on the BN/molten-aluminum system show that BN starts as strongly non-wetting but can become reactively wetted under specific conditions, forming aluminum nitride at the interface.
Non-wetting is a kinetic and chemical advantage, not an immunity certificate. The right way to specify a BN crucible is to name the melt, atmosphere, peak temperature, and contact time — and then verify the wetting assumption holds for that exact envelope.
Thermal shock resistance closes the second leg of the mechanism. Hexagonal BN's layered structure accommodates thermal strain through limited basal-plane slip, and the relatively low coefficient of thermal expansion compared with many oxide ceramics keeps stress moderate during ramp-up and ramp-down. In repeated heating service — typical of evaporation sources, sublimation cells, and cyclic melt containment — this matters more than peak temperature alone, because each cycle is a fatigue event for the wall.
Why BN works in thermal sources but not every high-temperature setup
The third leg is electrical: BN is an insulator, which is exactly what a thermally heated boat or source liner needs and exactly what a beam-deflected crucible cannot tolerate. In thermal evaporation, the heater is a separate resistive element and the crucible's job is to contain the evaporant cleanly, so insulation is a feature. In e-beam evaporation, charge accumulation on an insulating wall can deflect the electron beam and destabilize the deposition rate, which is why insulating crucibles are typically not recommended in those configurations. The same property is therefore an asset and a liability depending on the heating architecture.
Where are boron nitride crucibles used, and why there?
Boron nitride crucibles are used where process value depends on clean release, controlled chemistry, and electrical insulation rather than brute structural strength. Three application families dominate: thermal evaporation source liners, crystal-growth and semiconductor material handling, and selected molten-metal or specialty laboratory processing. Across these families the underlying logic stays constant — the engineer is choosing BN because the interface between the wall and the contained material must remain clean — but the dominant property in play shifts. Thermal evaporation leans on insulation and inertness, crystal growth leans on PBN purity, and molten-metal work leans on low wetting.
In thermal evaporation systems, BN crucibles serve as source-boat liners for organic and metallic evaporants where a chemically inert, non-conductive container is required. Equipment vendors list BN as a standard thermal-source crucible material alongside graphite, alumina, and refractory metals, with the selection driven by evaporant compatibility and heater geometry. The advantage of BN here is not raw temperature capability but cleanliness: it does not contribute carbon to the deposited film and does not short the heater path.
PBN's value lies in its CVD-grown purity, which is exactly the property a crystal-growth or MBE source needs and exactly what a hot-pressed wall cannot deliver.
In crystal growth and semiconductor-related material processing, pyrolytic BN takes over from hot-pressed hBN. CVD-grown PBN supplies the purity, vacuum compatibility, and surface smoothness needed for III–V compound semiconductor growth, MBE source effusion cells, and high-purity sublimation work. The reason is process-driven: at parts-per-million contamination thresholds, the sintering aids used in hot-pressed BN become a liability, while PBN's deposition route eliminates them by design. Selection of ceramic crucible materials for these environments is therefore not a BN-versus-other-ceramic call so much as an HPBN-versus-PBN call within the BN family.
Selected molten-metal and laboratory uses
Molten-metal applications are the third domain, and they depend most heavily on the non-wetting argument. Aluminum, gallium, indium, germanium, and several specialty alloys are commonly handled in BN containers when sticking, carryover, or carbon pickup would compromise the downstream product. The same logic extends to small-scale labware ceramics for high-purity sample preparation, such as DSC and TGA crucibles where a graphite cup would react with the sample atmosphere. Across all three application families, the engineer's question is the same: does the process need an insulating, non-wetting, carbon-free wall — and is the atmosphere safe for BN?
What people often confuse: BN versus PBN, graphite, alumina, and e-beam use
The most common content trap in this topic is treating every ""BN crucible"" as the same product. Hot-pressed BN and pyrolytic BN share the same chemistry but follow different manufacturing routes, occupy different price tiers, and serve different process windows. BN as a category also gets confused with graphite because both are layered and lubricious, and with alumina because both are white refractory ceramics. Each of these adjacent-material confusions changes the right answer for a real engineering decision, and the misconception is worth resolving before any RFQ leaves the desk.
The HPBN-versus-PBN split is a process-route distinction first and a price tier second; the application column is what tells procurement which side of the line a given inquiry belongs on.
| Material distinction | What it actually means | Why it matters in service |
|---|---|---|
| Hexagonal BN crucible | Hot-pressed or machinable hBN ceramic body | Common baseline form for general lab and industrial containment |
| Pyrolytic BN crucible | CVD-grown high-purity BN, no sintering aids | Crystal growth, MBE, vacuum, contamination-sensitive work |
| BN versus graphite | Both layered; BN insulates, graphite conducts | Insulation/oxidation profile decides which fits the heater |
| BN versus alumina | BN non-wetting and insulating; alumina rigid and oxide-stable | Atmosphere, melt chemistry, and wetting drive the call |
| Oxidation boundary | hBN performance falls off in oxygen-bearing service | Atmosphere is a selection variable, not a side note |
Values and classifications are indicative; verify atmosphere, process chemistry, and equipment compatibility with supplier-specific data and application testing.
HPBN versus PBN
The HPBN-versus-PBN line is drawn by manufacturing route. Hot-pressed BN uses pressure-assisted densification with binders or sintering aids and is machined to geometry afterward; PBN is deposited as a self-supporting wall by CVD from boron-containing precursors and ammonia. The cost difference is real and is rarely justified for general thermal-source or aluminum-melt use; PBN earns its premium when contamination, vacuum compatibility, or crystal-growth purity drives the specification. A typical scenario engineers in molecular beam epitaxy effusion-cell qualification encounter is exactly this HPBN-versus-PBN call, because the difference shows up directly in deposited film quality.
BN versus graphite, and why e-beam is the awkward case
BN and graphite share the layered-ceramic family resemblance but diverge electrically. Graphite is an electrical conductor and oxidizes in air above approximately 500°C; BN is an insulator and tolerates much higher air-service temperatures with better oxidation resistance. In thermal evaporation, the insulator is what the system needs. In e-beam evaporation, however, the same insulating wall accumulates charge under the electron beam and can deflect the beam off the evaporant pool, which is why supplier guidance for e-beam configurations typically excludes BN as the crucible material and substitutes graphite, refractory-metal, or oxide liners depending on the evaporant.
When is a boron nitride crucible the wrong choice?
A boron nitride crucible is the wrong choice when the service environment defeats the very properties that justify the material. Three boundaries account for nearly every misapplication: oxidation in oxygen-bearing high-temperature service, electrical-conductivity requirements that BN cannot satisfy, and reactive melts or salts that overcome BN's nominal chemical inertness. Each boundary is a routing question rather than a defect — the right next step when a process crosses one of them is usually to pick a different material in the ceramic-crucible family, not to abandon ceramic containment altogether.
Oxidation is the most-cited limit and the most under-specified one. Hexagonal BN survives high temperatures very well in inert and vacuum service, but in oxygen-bearing atmospheres above roughly 850°C the surface begins to oxidize to boron oxide, and the rate is sensitive to porosity, crystallinity, and especially water vapor. Long-duration air service therefore requires verification against the actual atmosphere, not against the inert-atmosphere headline number. Engineering inference from published oxidation studies suggests treating the air-service temperature as a starting hypothesis and confirming it against duty cycle and humidity exposure.
Electrical-architecture mismatch is the second boundary. Any process that depends on a conductive crucible to complete a circuit, transfer charge, or stabilize a beam will either fail outright or degrade unpredictably with a BN liner. E-beam evaporation is the canonical example, but the same logic applies to certain induction-melting configurations and to processes that intentionally use the crucible wall as part of the heating or sensing path. Reactive-melt incompatibility is the third: while BN tolerates many metals well, certain reactive systems — notably those containing strong nitride-formers under specific atmospheres or aggressive alkali and salt mixtures — can degrade the wall or alter the melt chemistry. The right discipline is to treat ""BN is chemically inert"" as a starting hypothesis and verify it against the specific melt, atmosphere, and contact time in question.
Conclusion
The case for a boron nitride crucible always reduces to three checks: atmosphere, melt chemistry, and electrical architecture. When all three are favorable, BN delivers a clean, non-wetting, insulating, high-temperature wall that few competing ceramics match. When one fails, the right answer is usually a different material in the same ceramic-crucible family rather than a forced BN specification. The natural next move from this article is the comparison conversation — BN versus graphite for a specific source design, or HPBN versus PBN for a specific purity requirement — supported by the actual process spec.
Evaluating whether a boron nitride crucible fits a specific evaporation, crystal-growth, or melt-handling process? Send the metal or evaporant, peak temperature, atmosphere, and target purity. ADCERAX engineers return a material-fit memo with HPBN-versus-PBN guidance and the next comparison question worth answering; turnaround depends on inquiry complexity — no RFQ commitment required at this stage.
FAQ
What is the difference between a BN crucible and a PBN crucible?
A BN crucible usually refers to a hot-pressed or machinable hexagonal boron nitride body produced with sintering aids and finished by machining, while a PBN crucible is a CVD-grown pyrolytic boron nitride wall built without those aids. The two share chemistry but follow different process routes, occupy different purity tiers, and serve different applications, with PBN reserved for vacuum and crystal-growth work where contamination matters.
Why do BN crucibles work well in thermal evaporation?
BN crucibles fit thermal evaporation because the heater is a separate resistive element and the crucible's job is to contain the evaporant cleanly without conducting current or contributing carbon to the film. Hexagonal BN delivers the required combination of electrical insulation, chemical inertness toward many evaporants, and stability at source temperatures, which is why equipment vendors list BN among the standard thermal-source liner options.
Can BN crucibles be used with molten metals?
Often yes, particularly for aluminum, gallium, indium, germanium, and several specialty alloys where low wetting reduces sticking and carryover. ""Usable with molten metals"" is not the same as universally non-reactive, however: published interfacial studies show that BN can become reactively wetted by certain melts under specific conditions, forming interfacial nitride products. Verify the wetting assumption against the exact melt chemistry, peak temperature, and contact time.
When should I avoid a boron nitride crucible?
Avoid BN as a default in oxidizing high-temperature service above roughly 850°C, in equipment that needs an electrically conductive crucible such as many e-beam evaporation configurations, and with strongly reactive melts, salts, or alkali systems that overcome BN's nominal inertness. These are boundary conditions rather than minor footnotes, and each one usually routes the specifier toward a different ceramic-crucible material rather than a different supplier."
