
High alumina refractory balls are dense Al₂O₃ ceramic spheres used as heat storage media, inert support media and high-temperature packing in furnaces, reactors and regenerative thermal systems. Compared with ordinary refractory fillers, they provide higher thermal stability, better crushing strength, lower dust generation and improved resistance to chemical attack in demanding industrial environments.
What Are High Alumina Refractory Balls?
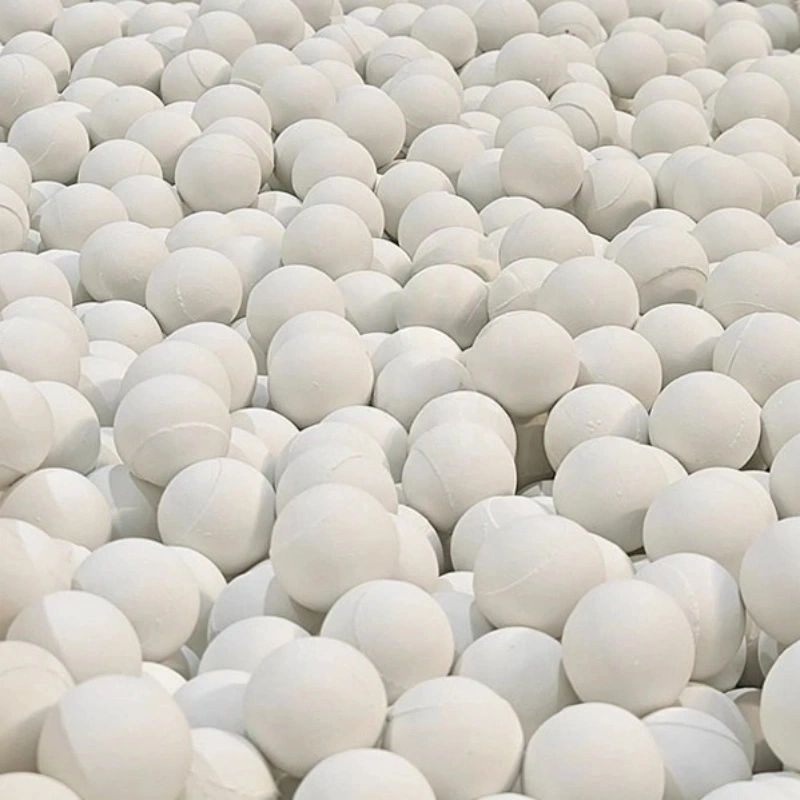
High alumina refractory balls are heat-resistant ceramic balls made mainly from alumina-based ceramic materials. They are designed to withstand high temperature, mechanical loading, thermal cycling and chemical exposure inside packed beds or heat storage chambers.
In industrial systems, they are commonly used to store and transfer heat, support catalyst layers, distribute gas flow, protect downstream catalyst beds, and maintain stable packed-bed structure. The final material grade should be selected according to temperature, chemical atmosphere, impurity sensitivity and mechanical loading conditions.
Key Advantages for Furnace and Reactor Service
High temperature stability
High alumina refractory balls can maintain structural stability in high-temperature furnace and reactor environments where ordinary ceramic or low-grade refractory fillers may deform, crack or generate dust.
Strong crushing resistance
A dense ceramic structure helps the balls withstand static bed load and repeated thermal cycling, reducing the risk of broken particles blocking gas passages or increasing pressure drop.
Chemical inertness
High-purity alumina grades help reduce unwanted reactions with process gases, chemicals or catalyst systems. For catalyst support applications, low silica and low impurity content are especially important.
Stable heat storage performance
The spherical shape and dense alumina structure support repeatable heat absorption and heat release in regenerative furnace systems, hot blast stoves and RTO heat recovery beds.
Reduced contamination risk
Properly selected high alumina balls can reduce dusting, leaching and impurity release compared with lower-grade ceramic packing materials.
Material Grades and Technical Properties
| Parameter | Typical Option | Why It Matters |
|---|---|---|
| Alumina Content | 92%, 95%, 99%, selected higher purity grades | Higher purity is preferred for catalyst support, chemical reactors and low-contamination applications. |
| Ball Diameter | 3 mm to 75 mm, depending on bed design | Diameter affects pressure drop, void ratio, heat transfer and bed stability. |
| Crushing Strength | Confirmed by diameter and grade | Important for packed beds exposed to load, vibration and thermal cycling. |
| Bulk Density | Reviewed by grade and packing method | Helps estimate bed weight, thermal mass and replacement quantity. |
| Water Absorption | Low absorption preferred | Reduces moisture-related cracking and contamination risk. |
| Thermal Shock Resistance | Application dependent | Important in RTO systems, regenerative burners and frequent heating-cooling cycles. |
| Chemical Resistance | Alumina grade dependent | Needed for reactors, chemical gas streams and catalyst protection. |
| Operating Temperature | Confirmed by grade and atmosphere | Final suitability depends on load, atmosphere and thermal cycling, not temperature alone. |
Standard Sizes of High Alumina Refractory Balls
| High Alumina Refractory Ball | |
| Item No. | Diameter (mm) |
| AT-YM-H001 | 0.5 |
| AT-YM-H002 | 1 |
| AT-YM-H003 | 2 |
| AT-YM-H004 | 3 |
| AT-YM-H005 | 4 |
| AT-YM-H006 | 5 |
| AT-YM-H007 | 6 |
| AT-YM-H008 | 7 |
| AT-YM-H009 | 8 |
| AT-YM-H010 | 9 |
| AT-YM-H011 | 10 |
| AT-YM-H012 | 11 |
| AT-YM-H013 | 12 |
| AT-YM-H014 | 13 |
| AT-YM-H015 | 14 |
How to Select the Right Alumina Grade
92% alumina balls are usually suitable for heat storage beds, regenerative furnaces, metallurgical heating systems and general high-temperature packing where thermal stability and mechanical strength are the main concerns.
95% alumina balls can be considered when higher purity, better wear resistance or lower impurity content is required, but the application does not require very high-purity 99% alumina.
99% alumina balls are preferred for catalyst support, chemical reactors and low-contamination process environments where silica, iron and other impurities need closer control.
The final grade should be selected based on operating temperature, chemical atmosphere, catalyst sensitivity, bed load, pressure drop and maintenance interval.
High Alumina Refractory Ball Packaging
- High alumina refractory balls are packaged in 25 kg heavy-duty plastic bags, which are then placed inside 1-ton jumbo bags with inner waterproof liners. The jumbo bags are palletized and shrink-wrapped for secure, moisture-free international transport.