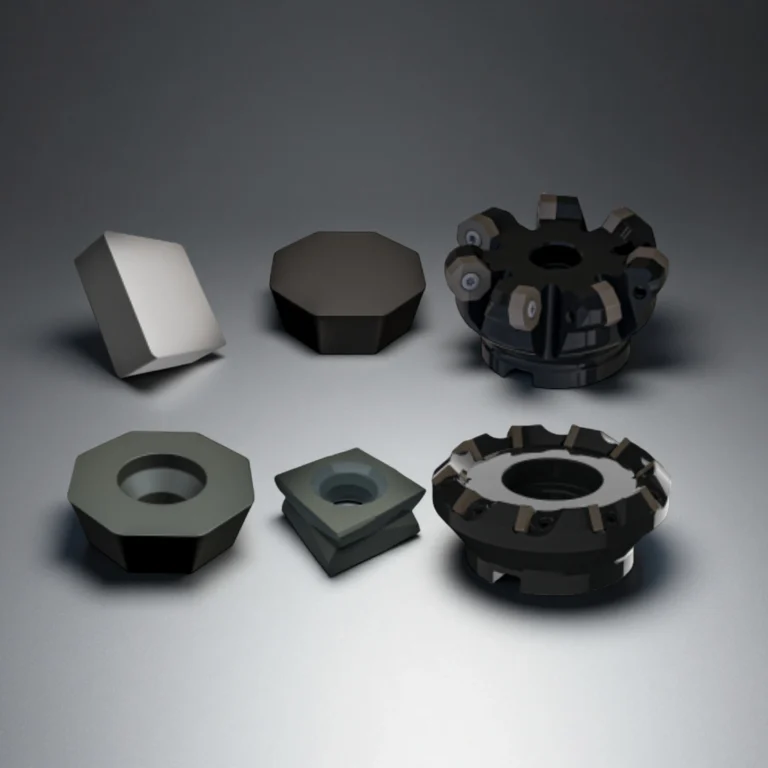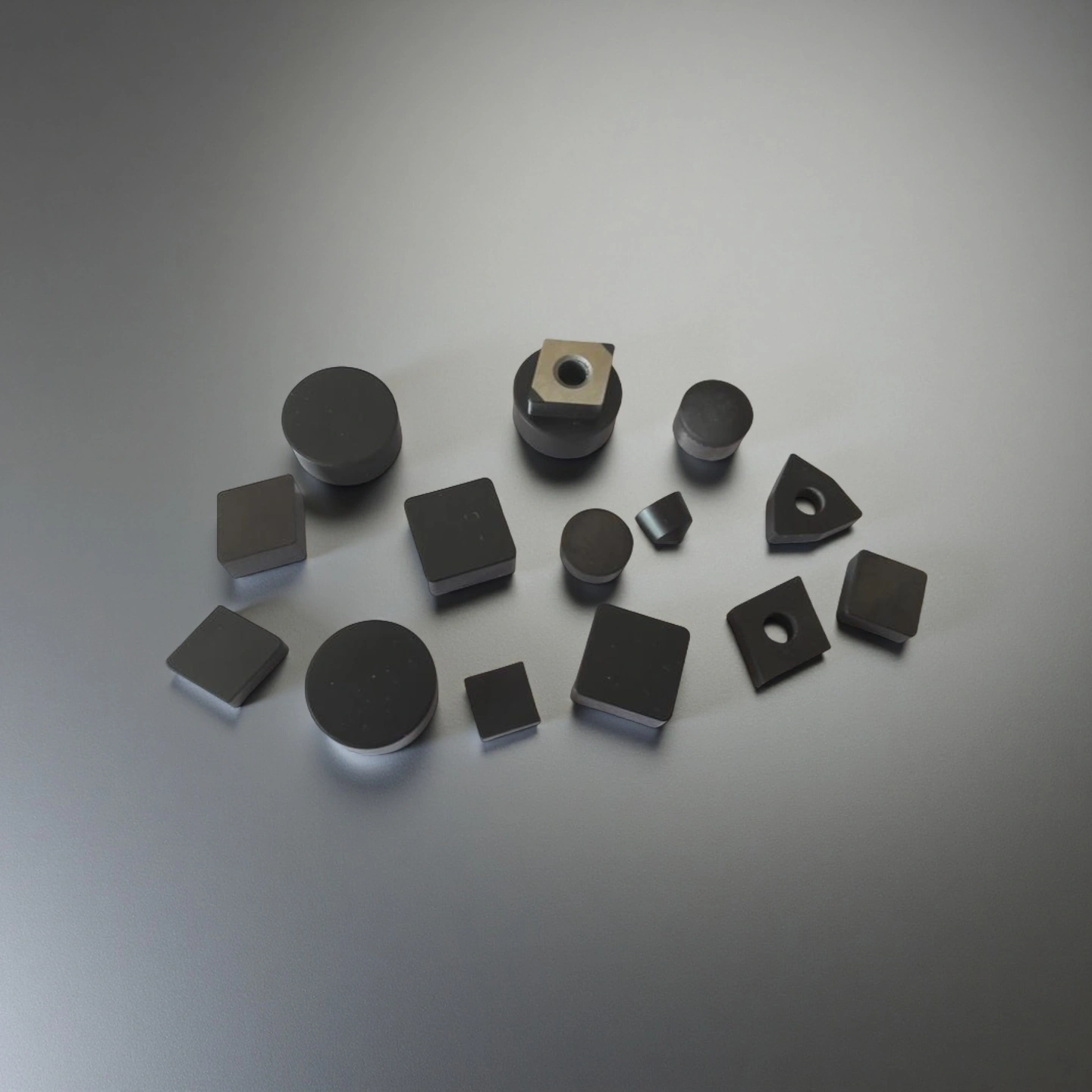



Cubic boron nitride cutting tools—often called PCBN inserts, solid CBN tips, or CBN-tipped brazed tools—are superhard tools designed for hard turning and high-temperature machining. They maintain edge strength where hardened steels (≈55–68 HRC), cast irons, and powder-metallurgy parts would quickly wear out carbide or many ceramics.
Cubic Boron Nitride Cutting Tools Benefits
Cubic boron nitride cutting tools are selected for hard turning and finish machining where carbide tools wear too quickly or where conventional ceramic inserts become unstable under heat, abrasion or interrupted contact. Their value depends on the correct match between CBN grade, workpiece hardness, edge preparation, machine rigidity and cutting condition.
- High wear resistance helps CBN tools maintain edge condition when machining hardened steels, cast iron and powder metallurgy parts.
- Stable edge preparation such as micro-hone, chamfer or T-land design helps reduce premature chipping in stable or lightly interrupted cuts.
- Heat-resistant cutting behavior makes CBN suitable for many dry or minimum-fluid hard-turning processes where coolant control is important.
- Surface finish support can be achieved when CBN grade, corner radius, feed rate and machine rigidity are matched correctly.
- Batch production consistency improves when insert wear becomes more predictable and tool-change planning is based on the actual machining condition.
Cubic Boron Nitride (CBN) Cutting Tools Properties
| Parameter | Typical Range/Value | Description & Application Relevance |
|---|---|---|
| Hardness (Vickers HV) | 4,500 – 5,000 HV | Second only to diamond; ensures wear resistance at ≥ 58 HRC materials such as bearing steel, tool steel, and hardened gears. |
| Thermal Stability | Up to 1,200 °C in air | Retains cutting-edge strength at elevated temperatures where carbide and ceramics soften or oxidize. |
| Thermal Conductivity | 80 – 130 W/m·K | Enables effective heat dissipation from cutting zone, improving finish and tool life in dry/minimum-fluid cutting. |
| Coefficient of Thermal Expansion | (4.5 – 5.5) × 10⁻⁶ /K | Low expansion ensures dimensional stability and reduced distortion during high-speed cutting. |
| Fracture Toughness (KIC) | 5 – 8 MPa·m¹ᐟ² | Balanced strength against micro-chipping, especially for interrupted cuts or rough cast surfaces. |
| Density | 3.45 – 3.48 g/cm³ | Moderate density suitable for brazed or solid insert configurations. |
| CBN Volume Fraction | 45 – 90 vol% | Higher CBN → better wear resistance for continuous cuts; lower → higher toughness for interrupted cuts. |
| Workpiece Hardness Range | 45 – 70 HRC | Ideal for hardened steels, gray/nodular cast iron, and powder-metallurgy components. |
| Achievable Surface Roughness (Ra) | 0.2 – 0.8 µm | Depending on radius and feed rate, suitable for finish or semi-finish hard turning. |
| Expected Tool Life Extension | 2 – 5× vs. Coated Carbide | Proven in production lines for gears, bearings, and hydraulic parts. |
CBN Cutting Tools Specifications
| Cubic Boron Nitride Cutting Tools | ||||||
| Item NO. | ISO Standard Designation | Cutting Edge Length(mm) | Inner Cutting Circle Dia.(mm) | Thickness(mm) | Standing edge | |
| AT-CNGN1204 | CNGN1204 | 12.9 | 12.7 | 4.76 | S01020 S02015 S02020 |
 |
| AT-CNGN1207 | CNGN1207 | 12.9 | 12.7 | 7.94 | ||
| AT-CNGN1608 | CNGN1608 | 16.1 | 15.875 | 8.0 | ||
| AT-DNGN1104 | DNGN1104 | 11.6 | 9.525 | 4.76 | T01020 T02020 S01020 S02020 |
 |
| AT-RCGV0605 | RCGV0605 | 6 | 6.35 | 5.00 | S01020 S02020 S03025 S05020 |
 |
| AT-RCGV0907 | RCGV0907 | 9 | 9.525 | 7.94 | ||
| AT-RCGV1207 | RCGV1207 | 12 | 12.7 | 7.94 | ||
| AT-RCGV1510 | RCGV1510 | 15 | 15.875 | 10.00 | ||
| AT-RCGV1910 | RCGV1910 | 19 | 19.05 | 10.00 | ||
| AT-RCGV2012 | RCGV2012 | 20 | 20 | 12.00 | ||
| AT-RCGV2512 | RCGV2512 | 25 | 25.4 | 12.00 | ||
| AT-RCGX0605 | RCGX0605 | 6.35 | 6.35 | 5 | S01020 S02020 S03025 S05020 |
 |
| AT-RCGX0907 | RCGX0907 | 9.525 | 9.525 | 7.94 | ||
| AT-RCGX1207 | RCGX1207 | 12.7 | 12.7 | 7.94 | ||
| AT-RCGV1510 | RCGV1510 | 15.875 | 15.875 | 10 | ||
| AT-RCGX1910 | RCGX1910 | 19.05 | 19.05 | 10 | ||
| AT-RNGN090400 | RNGN090400 | 9 | 9.525 | 4.76 | T01020 T02020 S01020 S02020 S03025 S05020 |
 |
| AT-RNGN120400 | RNGN120400 | 12 | 12.7 | 4.76 | ||
| AT-RNGN120700 | RNGN120700 | 12 | 12.7 | 7.94 | ||
| AT-RNGN150700 | RNGN150700 | 15 | 15.875 | 7.94 | ||
| AT-RNGN160800 | RNGN160800 | 16 | 16 | 8 | ||
| AT-RNGN190700 | RNGN190700 | 19 | 19.05 | 7.94 | ||
| AT-RNGN201000 | RNGN201000 | 20 | 20 | 10 | ||
| AT-RNGN250700 | RNGN250700 | 25 | 25.4 | 7.94 | ||
| AT-RNGN251000 | RNGN251000 | 25 | 25.4 | 10 | ||
| AT-RNGN251200 | RNGN251200 | 25 | 25.4 | 12 | ||
| AT-SCGN0903 | SCGN0903 | 9.525 | 9.525 | 3.18 | T01020 T02020 S01020 S02020 |
 |
| AT-SCGN0904 | SCGN0904 | 9.525 | 9.525 | 4.76 | ||
| AT-SCGN1204 | SCGN1204 | 12.7 | 12.7 | 4.76 | ||
| AT-SNGN0903 | SNGN0903 | 9.525 | 9.525 | 3.18 | T01020 T02020 S01020 S02020 |
 |
| AT-SNGN0904 | SNGN0904 | 9.525 | 9.525 | 4.76 | ||
| AT-SNGN1204 | SNGN1204 | 12.7 | 12.7 | 4.76 | ||
| AT-SNGN1208 | SNGN1208 | 12.7 | 12.7 | 8 | ||
| AT-SNGN1608 | SNGN1608 | 16 | 16 | 8 | ||
| AT-SNGN2010 | SNGN2010 | 20 | 20 | 10 | ||
| AT-TNGN1103 | TNGN1103 | 11 | 6.35 | 3.18 | T01020 T02020 S01020 S02020 |
 |
| AT-TNGN1604 | TNGN1604 | 16.5 | 9.525 | 4.76 | ||
| AT-TNGN1603 | TNGN1603 | 16.5 | 9.525 | 3.18 | ||
| AT-WNGN0804 | WNGN0804 | 8.7 | 12.7 | 4.76 | T01020 T02020 S01020 S02020 |
 |
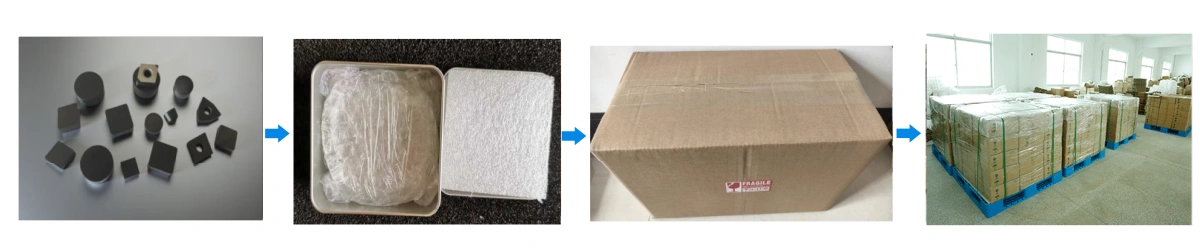
CBN Cutting Tools Packaging
- Each cutting tool is individually packed in anti-static foam and sealed for protection.