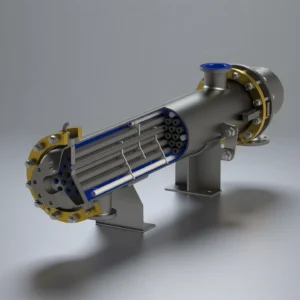
Nitride Bonded Silicon Carbide Riser Tube for Aluminum Low-Pressure Die Casting
ADCERAX NBSiC riser tubes are used for molten aluminum transfer in low-pressure die casting systems. They are selected for thermal shock resistance, molten aluminum corrosion resistance, dimensional stability and equipment-fit customization.
Custom options include OD, ID, length, wall thickness, end geometry, sealing surface and installation clearance based on drawings, samples or equipment requirements.
Catalogue No.
AT-SIC-SY1001
Material
Nitride-bonded Silicon Carbide (NBSiC/NSiC)
Thermal Shock Resistance
Can endure temperature variations up to 800°C without cracking.
Mechanical Strength
Withstands pressures of up to 5 MPa, preventing deformation and failure.
What Is a Nitride Bonded Silicon Carbide Riser Tube?
A nitride bonded silicon carbide riser tube is a ceramic tube used to transfer molten aluminum from the holding furnace into the mold cavity in low-pressure die casting systems. The material combines silicon carbide with a silicon nitride bonded structure, making it suitable for foundry conditions where thermal cycling, molten aluminum contact, mechanical support and dimensional fit must be controlled.
Performance Characteristics of Nitride Bonded Silicon Carbide Riser Tube
Temperature Endurance: The riser tube can endure temperature variations up to 800°C without cracking or degradation, making it ideal for high-speed casting processes.
Strength Under Load: The riser tube can handle pressures of up to 5 MPa, making it suitable for even the most demanding aluminum casting processes.
Minimized Thermal Fatigue: Its robust design prevents thermal fatigue, ensuring consistent reliability even during the most challenging casting operations.
Chemical Stability: The ceramic composition ensures the riser tube remains stable in aggressive environments, preventing contamination of the cast material.
Pressure Stability: The tube's durability under pressure minimizes the risk of tube failure, improving overall casting reliability and efficiency.
Technical Specifications of Nitride Bonded Silicon Carbide Riser Tube
Note: The following values are material reference data. Final suitability depends on tube dimensions, aluminum alloy, casting cycle, preheating method, machine interface and installation conditions.
This material is selected for molten aluminum transfer applications requiring thermal shock resistance, corrosion resistance and dimensional stability.
Thermal Shock Resistance
Reference material data
Actual performance depends on temperature gradient, preheating method and casting cycle.
Corrosion Resistance
Suitable for molten aluminum contact after application review
Alloy chemistry, flux and cleaning method should be reviewed before selection.
Operating Temperature
Material-dependent high-temperature capability
Avoid presenting this as a fixed working limit unless confirmed for this product batch.
Mechanical Strength
Reviewed by OD, ID, length and wall thickness
Pressure suitability should be confirmed according to equipment conditions.
Density
3.15 g/cm³
Higher density supports material compactness and mechanical integrity.
Flexural Strength
>300 MPa
This helps evaluate resistance to bending stress during installation and operation.
Hardness
Mohs hardness of 9
High hardness helps resist surface wear and handling damage.
Thermal Conductivity
120 W/m·K
Better heat distribution can help reduce localized thermal stress.
Coefficient of Thermal Expansion
4.5 × 10⁻⁶ /°C
Controlled expansion helps support dimensional stability during thermal cycling.
Porosity
<1%
Lower porosity helps reduce molten metal penetration risk.
Gas Tightness
Highly gas-tight
This supports more stable molten aluminum transfer.
Surface Finish
Ra <0.5 µm when required and confirmed
Surface finish should be matched to bore, sealing face and installation needs.
Electrical Resistivity
>10⁶ Ω·cm
This is useful when insulation behavior matters in equipment design.
Dimensions of Nitride Bonded Silicon Carbide Riser Tube
The following sizes are reference options for NBSiC riser tubes used in aluminum casting systems. Final dimensions should be confirmed according to the casting machine, furnace depth, mold interface, required molten metal flow and installation clearance.
NBSIC Riser Tube
Item No.
Outer Diameter(mm)
Inner Diameter(mm)
Length(mm)
AT-SIC-SY1001
70
50
500-1100mm
AT-SIC-SY1002
75
54.8
500-1100mm
AT-SIC-SY1003
80
59.5
500-1100mm
AT-SIC-SY1004
82
61.8
500-1100mm
AT-SIC-SY1005
85
64.5
500-1100mm
AT-SIC-SY1006
90
69.5
500-1100mm
AT-SIC-SY1007
100
79.5
500-1100mm
AT-SIC-SY1008
115
94.4
500-1100mm
AT-SIC-SY1009
130
109.5
500-1100mm
AT-SIC-SY1010
142
121.5
500-1100mm
AT-SIC-SY1011
150
129
500-1100mm
AT-SIC-SY1012
180
159.2
500-1100mm
AT-SIC-SY1013
200
179
500-1100mm
AT-SIC-SY1014
215
194
500-1100mm
AT-SIC-SY1015
221
200
500-1100mm
Packaging Method for Nitride Bonded Silicon Carbide Riser Tube
The Nitride Bonded Silicon Carbide Riser Tube is securely packed to ensure safe delivery during transport. Each tube is individually wrapped and cushioned within the wooden crate to prevent damage. The packaging is designed to protect the product from impact, moisture, and external elements, ensuring it arrives in perfect condition for use in your casting operations.
Application Fit in Aluminum Low-Pressure Die Casting
NBSiC riser tubes are ceramic components and should be handled as precision foundry parts. Avoid impact, uneven clamping, forced installation and rapid temperature shock during setup. Before use, check the tube body, end face, bore and sealing area for visible cracks, chips or residue.
During operation, keep the tube aligned with the casting machine interface and avoid sudden heating or cooling when possible. After use, allow controlled cooling and clean residue according to the foundry’s maintenance process. If repeated cracking occurs, review the preheating method, support condition, wall thickness, end design and machine alignment before replacing the tube with the same design.
Automotive Aluminum Casting
NBSiC riser tubes are commonly used in low-pressure die casting lines for aluminum wheels, engine components and structural aluminum parts. These applications require controlled molten aluminum delivery because unstable flow, poor alignment or tube degradation can affect casting quality and production continuity.
For automotive casting projects, the riser tube should be reviewed for flow path size, tube straightness, support position, sealing face and thermal cycling condition. When the tube is used as a replacement part, the original dimensions and equipment interface are especially important because even small differences in length, wall thickness or end design may affect installation and molten metal transfer.
Low-Pressure Die Casting Foundries
In foundry production, riser tubes are exposed to repeated casting cycles rather than a single heating event. This means thermal shock behavior, molten aluminum corrosion resistance, mechanical stability and cleaning tolerance should be considered together.
For foundries running continuous or repeated production, ADCERAX can review the working cycle, aluminum alloy type, tube support method, furnace condition and machine interface before quotation. This helps buyers avoid selecting a tube only by material name while overlooking dimensional fit, installation clearance and operating stress.
Replacement Riser Tube Projects
Many buyers request NBSiC riser tubes because an existing ceramic riser tube has cracked, corroded, worn at the sealing area or failed to fit the equipment correctly. In these cases, replacing the tube with the same dimensions may not always solve the root problem.
For replacement projects, buyers should provide the original OD, ID, length, wall thickness, end structure, photos of the failed tube and the failure location. ADCERAX can review whether the issue may be related to thermal shock, uneven support, rapid heating or cooling, cleaning damage, dimensional mismatch or unsuitable end geometry.
Handling, Installation and Maintenance Guide for ADCERAX NBSiC Riser Tubes
The ADCERAX nitride bonded silicon carbide riser tube is used in aluminum low-pressure die casting systems where molten metal transfer, thermal cycling, equipment fit and careful handling are important. To support stable use, the tube should be inspected, installed and maintained according to the casting machine interface, alloy condition and foundry operating procedure.
Handling and Installation Instructions
1. Avoid Mechanical Impact:
Handle the riser tube carefully during unpacking, inspection and installation. Sudden impact, dropping or rough handling may cause cracks, edge chips or hidden damage. 2. Use Proper Handling Protection:
Wear clean gloves and suitable protective equipment when handling the tube. This helps prevent contamination, surface scratches and accidental damage. 3. Check Tube Alignment:
Make sure the riser tube is correctly aligned with the casting machine interface, furnace connection and mold position. Forced installation or uneven support may create stress during operation. 4. Inspect Before Installation:
Check the tube body, bore, end face and sealing area before use. Do not install the tube if visible cracks, chips or abnormal defects are found.
Operating Conditions and Usage Recommendations
1. Control Heating and Cooling Changes:
Avoid sudden heating or rapid cooling whenever possible. Gradual temperature changes help reduce thermal stress during repeated casting cycles. 2. Maintain Stable Molten Metal Flow:
Monitor molten aluminum flow during operation. Blockage, residue build-up or unstable flow may affect casting consistency and increase stress on the tube. 3. Review Equipment Fit:
The tube should match the machine interface, support position, sealing face and installation clearance. If abnormal vibration, leakage or alignment issues occur, stop and review the setup. 4. Avoid Forced Operation Under Abnormal Conditions:
If the tube shows cracking, severe residue build-up, sealing wear or flow instability, the operating condition should be checked before continued use.
Cleaning and Maintenance Tips
1. Use Non-Abrasive Cleaning Methods:
Clean the riser tube according to the foundry’s maintenance procedure. Avoid aggressive mechanical scraping that may damage the bore, end face or sealing surface. 2. Check for Residue Build-Up:
Inspect the inner bore and molten aluminum contact area regularly. Residue or blockage should be removed carefully to help maintain smooth metal transfer. 3. Inspect Sealing and End Areas:
Pay close attention to the tube end, sealing surface and support contact area. These positions often affect installation stability and molten metal flow. 4. Record Failure Position if Damage Occurs:
If the tube cracks or fails early, record the failure location, operating cycle, heating method, cleaning method and installation condition. This information helps review whether the issue is related to thermal shock, support stress, dimensional mismatch or handling damage.
Storage and Handling After Use
1. Store in a Dry and Protected Area:
Keep unused or spare riser tubes in a dry, clean and stable environment. Avoid moisture, impact, heavy stacking or direct contact with hard objects. 2. Keep Protective Packaging When Possible:
If the tube will be stored for an extended period, keep it in protective packaging or use cushioning materials to reduce movement and edge damage. 3. Inspect Before Reuse:
Before reinstalling a stored or previously used tube, check the tube body, bore, end face and sealing area. The tube should be free from visible cracks, chips or serious surface damage before use.
Frequently Asked Questions About NBSiC Riser Tubes
Q1: Is a nitride bonded silicon carbide riser tube suitable for aluminum low-pressure die casting?
A1: Yes. NBSiC riser tubes are commonly selected for aluminum low-pressure die casting systems where molten aluminum transfer, thermal cycling, corrosion resistance and dimensional stability are important. The final suitability should be reviewed according to the casting machine, aluminum alloy, tube dimensions and working cycle.
Q2: What information should I provide before requesting a quotation?
A2: Please provide the outer diameter, inner diameter, length, wall thickness, end geometry, machine interface, quantity and application details. Drawings, sample photos and failed-tube photos are helpful because they allow ADCERAX to review fit, material suitability and possible failure causes before quotation.
Q3: Can ADCERAX make custom NBSiC riser tubes from drawings or samples?
A3: Yes. ADCERAX can review drawing-based or sample-based NBSiC riser tubes, including custom OD, ID, length, wall thickness, end design, sealing surface and installation clearance. Final manufacturability depends on size, geometry and tolerance requirements.
Q4: How do I choose between NBSiC, silicon nitride and aluminum titanate riser tubes?
A4: The selection depends on the casting system, alloy type, thermal cycling, mechanical load and replacement history. NBSiC is often considered when mechanical stability, molten aluminum resistance and drawing-based customization are important. Silicon nitride and aluminum titanate may be reviewed when different thermal shock or non-wetting requirements are the priority.
Q5: What factors affect the service life of a ceramic riser tube?
A5: Service life is affected by preheating method, temperature gradient, aluminum alloy chemistry, flux contact, machine alignment, support condition, wall thickness, cleaning practice and handling damage. If a tube fails early, the failure position and operating history should be reviewed before repeating the same design.
Q6: Can standard sizes be supplied, or is every riser tube custom made?
Both options may be reviewed. Standard OD, ID and length ranges can be used as a starting point, but many foundry projects require drawing-based adjustment to match the furnace, mold interface and installation space. For replacement projects, original tube dimensions are the most useful reference.