The question engineers ask when a SiC tube is specified for 1400°C furnace service is usually framed as a temperature question. The answer is actually an atmosphere question. Silicon carbide's oxidation behavior from 1000°C to 1600°C does not follow a single mechanism or a single rate across the entire range — it transitions through at least three distinct zones that produce different oxide structures, different kinetics, and different failure modes. Reading the range as one continuous "oxidation-resistant" label produces misspecified tubes that run acceptably in dry air and fail faster than expected in steam, in combustion atmospheres with varying oxygen partial pressure, or in cycling service that stresses the silica scale mechanically. This article maps the three zones, names where the protective regime stops being reliable, and closes with the atmosphere-specific data a supplier should be able to provide before a tube is approved for upper-range service.
SiC tubes stay in a protective, passivating oxidation regime across most of the 1000–1600°C range in dry oxidizing environments, because a SiO₂-based scale forms and slows oxygen ingress by diffusion. The decision becomes tighter above roughly 1300–1400°C, where the oxide thickens, can crystallize, develop defects, and in steam or low-oxygen-potential environments may enter volatilization-assisted or active-oxidation behavior. For tube service, the controlling rule is: temperature alone does not define oxidation safety in this range — temperature plus atmosphere does.

SiC tube oxidation behavior across 1000–1600°C depends more on atmosphere and oxygen potential than on nominal temperature rating alone.
For the full silicon carbide tubes family — SSiC, RBSC, and NBSC grades rated to approximately 1350–1600°C depending on route and atmosphere — the grade and atmosphere compatibility context that this oxidation-kinetics article addresses connects directly to the product selection decisions those tube families support.
Why SiC oxidation is usually protective — and why it is condition-dependent
The starting point for every SiC oxidation analysis is passive oxidation. In a sufficiently oxidizing environment, SiC reacts with oxygen to form a condensed SiO₂ layer at the surface, and that layer acts as a diffusion barrier that limits further oxidant access to the SiC beneath. As the oxide thickens, the transport path for oxygen lengthens and the oxidation rate decreases — this is the classic parabolic behavior that makes SiC useful in oxidizing high-temperature service. The contrast with active oxidation is stark: passive oxidation creates a solid, protective scale; active oxidation, which occurs when the oxygen pressure is too low to sustain the condensed oxide, produces gaseous SiO that leaves no protective barrier and exposes fresh SiC to continued attack.
For a tube designer, that distinction is not academic. The oxidation mode is not a fixed material property — it is a balance between the local environment's ability to sustain the condensed SiO₂ phase and conditions that destabilize or volatilize it. Every service condition that shifts this balance — steam partial pressure, oxygen concentration, flow velocity, thermal cycling, or contamination — changes the oxidation outcome even at constant temperature.
Passive oxidation and SiO₂ scale formation
In a static or flowing oxidizing atmosphere, the SiO₂ scale that forms on SiC has a lower oxygen permeability than many competing ceramics, which is why SiC outperforms many oxide and non-oxide ceramics in long-term air service. The scale can be amorphous at lower temperatures and partially crystallize to cristobalite at higher temperatures — that crystallization matters for tube service because cristobalite undergoes a displacive phase transformation on cooling that can stress the scale and promote cracking.
Why parabolic behavior is a good sign in tube service
A measurement showing parabolic oxidation kinetics — where the rate decreases proportionally with increasing oxide thickness — indicates that the scale is building up and limiting access to the SiC. That is the desired operating mode for most tube service. When the kinetics depart from parabolic toward linear, the likely interpretation is either that the oxide is cracking and re-exposing fresh SiC, that the scale is flowing or volatilizing as fast as it forms, or that the transport mechanism has changed. Any of those departures is a service-life warning, not just a data anomaly. The broader silicon carbide ceramic material literature provides the microstructural context for understanding why different SiC grades produce different oxidation behaviors at the same temperature.
How oxidation kinetics evolve from 1000°C to 1600°C
The 1000–1600°C range should be read as three engineering zones. In wet oxidizing gas, bulk SiC formed dense passivating oxide below 1200°C, while pores and cracks appeared as temperature increased — that finding establishes the lower and upper ends of the first zone and sets up the zone boundaries that follow.
The temperature-zone oxidation matrix below is the scan-reader anchor for this section. It summarizes the dominant oxidation picture, typical kinetics interpretation, and tube-service implication at each zone.
| Temperature zone | Dominant oxidation picture | Typical kinetics | Tube-service implication |
|---|---|---|---|
| 1000–1200°C | SiO₂ protective scale forms readily in oxidizing environments | Often passivating / parabolic | Generally safest oxidation window for SiC tubes in air-like conditions |
| 1200–1400°C | Protective oxidation still common; oxide thickens and defect risk rises | Still often parabolic but no longer "simple" | Acceptable in many cases; grade quality and atmosphere begin to matter more |
| 1400–1600°C in dry/static oxidizing air | Silica scale can still protect; thickening, crystallization, viscous behavior increase | Passivating regime may still hold | Feasible, but now a service-window decision rather than a generic material claim |
| 1400–1600°C in steam / wet air | SiO₂ formation competes with volatilization and hydroxide loss | Parabolic formation + linear volatilization competition | Upper-temperature tube use must be atmosphere-controlled and verified |
| Low oxygen potential at elevated temperature | Active oxidation and SiO volatilization risk | Recession can replace protective growth | Requires explicit atmosphere validation; dry-air datasheet does not apply |
This matrix summarizes oxidation-mode trends reported across bulk SiC, SiC tube-like structures, and high-temperature steam studies. Values indicative; verify against the actual atmosphere, pressure, flow, and SiC tube grade.
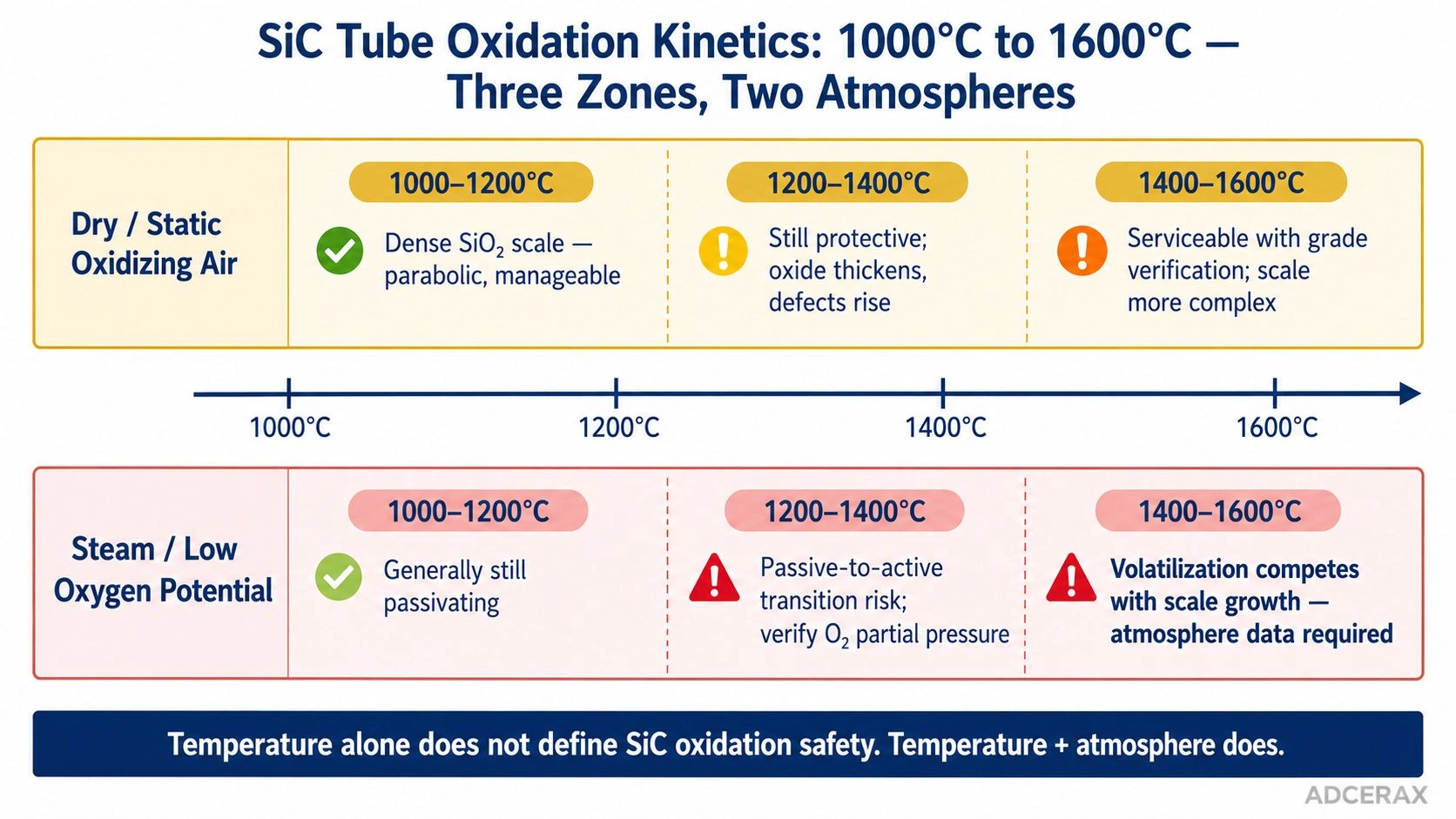
Three temperature zones govern SiC tube oxidation service — the atmosphere determines which zone applies at any given temperature.
1000–1200°C: passivating and usually manageable
In this lower zone, SiC in oxidizing environments forms a relatively dense, continuous silica layer that thickens slowly and maintains a well-defined diffusion barrier. Published wet-air oxidation work at 1000–1400°C found dense, uniform oxide layers and parabolic kinetics below 1200°C. For tube service in air or mildly oxidizing atmospheres, this zone is the most straightforward from an oxidation standpoint — the protective mechanism is active, the rate is self-limiting, and the oxide morphology is relatively predictable. The dominant concerns in this zone are not usually oxidation kinetics but mechanical factors such as thermal cycling, seal design, and support geometry.
1200–1400°C: still protective, but no longer "simple"
Work on polycrystalline SiC in the 1200–1350°C range shows that parabolic oxidation kinetics can persist, but the oxide scale now contains pores, silicate phases (including YAG-type phases in grades sintered with yttria aids), and increasing defect populations. The oxide is thicker, and its structure is more heterogeneous. For tube service, this means that oxidation protection remains largely intact in controlled atmospheres, but the scale is no longer as simple and uniform as it was in the lower zone. At this stage, grade selection matters: a denser, purer SiC with fewer sintering aids and grain-boundary phases will produce a cleaner, more uniform oxide than a lower-grade body.
1400–1600°C: the atmosphere starts deciding the kinetics
Above roughly 1400°C, the oxidation outcome diverges substantially depending on what is in the atmosphere. Static oxidation work from 1300–1600°C on bulk SiC reported that increasing temperature raised oxide thickness and introduced more micropores, with an amorphous SiO₂ outer layer over a cristobalite-containing inner scale. In dry static air, the protective regime can persist into this zone — though with a thicker, more defect-prone scale. In steam or wet-combustion gas, the same temperature range enters a regime where silica loss through volatilization or hydroxide formation becomes a competing process. That transition means the tube is no longer simply "oxidizing parabolicly" — it is simultaneously building and losing oxide at rates that depend on atmosphere and flow.
When the silica scale stops being reliably protective
The critical question for tube service is not whether SiO₂ forms — it almost always does in any oxidizing environment — but whether the SiO₂ layer remains adherent, defect-free, and slow-growing enough to protect the tube for the planned service life. Two failure modes challenge that assumption in the upper temperature range.
The first is physical degradation of the scale. As temperature rises above roughly 1300°C, the silica layer thickens, can partially crystallize to cristobalite, and develops increasing microporosity. The cristobalite-to-amorphous transformation on thermal cycling creates volume changes that stress the scale at the SiC interface, potentially cracking it and re-exposing fresh material. This failure mode is most relevant in cycling service where the tube is repeatedly heated and cooled through the cristobalite inversion temperature.
The second is passive-to-active transition in oxygen-lean environments. SiC tube studies in impure helium found the passive-to-active transition between about 1200°C and 1300°C — well below the nominal service limit in air. In environments with reduced oxygen partial pressure, such as near-reducing atmospheres, combustion zones, or gas mixing scenarios, the local oxygen availability may be insufficient to sustain the condensed SiO₂ phase even while the bulk temperature is within the "rated" window.
The protective silica scale is not a wall that either exists or doesn't. It is a rate balance between oxide formation and oxide loss. When that balance tips — through volatilization, thermal cycling, oxygen starvation, or defect accumulation — tube life shortens in ways that a single maximum-temperature line cannot predict.
Thickening, crystallization, and micropore formation in the silica layer
The practical consequence of an increasingly defect-laden silica scale at the upper end of the range is that the oxygen transport barrier becomes less reliable over time. Micropores provide short-circuit diffusion paths; cristobalite cracks on cycling create pathways for fresh oxidant to reach the SiC underneath. These mechanisms are gradual rather than catastrophic, which is why tubes in this regime often show acceptably slow early oxidation followed by an accelerating rate after extended service.
Passive-to-active transition in oxygen-lean conditions
The transition boundary between passive and active SiC oxidation depends on temperature and oxygen partial pressure through a thermodynamic relationship. At constant temperature, reducing the oxygen concentration moves the system toward active oxidation; at constant oxygen concentration, raising the temperature does the same. For tube service in atmospheres that are not purely dry air — combustion products, inert-carrier gases with residual oxidant, gas-mixing zones in industrial furnaces — the local oxygen partial pressure near the tube wall may not match the nominal atmosphere, and the passive-to-active boundary may be crossed unexpectedly.
How air, steam, and low oxygen potential change the tube decision
The atmosphere is the single most important variable in determining whether a SiC tube remains in a serviceable oxidation regime above 1300°C. The three most practically important atmosphere cases for tube selection are dry or static air, steam or wet combustion gas, and low oxygen potential environments.
In dry or static oxidizing air, the outlook for SiC tubes is most favorable across the full 1000–1600°C range. The SiO₂ scale forms and thickens without significant volatilization competition, the passive regime persists, and the principal oxidation concerns are scale defect accumulation and thermal-cycling effects rather than net material recession. Many published SiC tube service data and manufacturer temperature ratings are based on this case.
In steam or wet-air atmospheres, the same temperature range becomes considerably harder to manage. At 1400–1600°C, steam oxidation research describes the kinetics as a competition between parabolic SiO₂ formation and linear volatilization of silicon hydroxide species; depending on steam flow velocity and partial pressure, the net rate can shift from mass gain to mass loss. Earlier work showed that contamination and water vapor can sharply accelerate silica recession. For industrial tube applications where combustion products, humid carrier gas, or steam is present, applying a dry-air oxidation rating without atmosphere-specific correction is a misspecification.
In low oxygen potential environments, the risk is qualitative rather than incremental. Below a threshold oxygen partial pressure that depends on temperature, the SiC surface cannot sustain the condensed SiO₂ phase and transitions to active oxidation with gaseous SiO formation. The SiO volatilizes, no protective barrier builds, and the tube surface recedes. This case is most relevant for SiC tubes used in partial-combustion zones, near-reducing atmospheres in hydrogen or CO-containing environments, or vacuum furnaces with residual oxygen. For broader selection context across the oxide and non-oxide tube families available in these conditions, the ceramic tube materials comparison covers the range of chemistries and their atmosphere compatibility.
The atmosphere-specific selection guide below summarizes the decision logic:
| Atmosphere | Oxidation behavior above 1300°C | Tube-service decision |
|---|---|---|
| Dry / static oxidizing air | Protective passive scale can persist to ~1600°C; thickening and defect risk increase | Feasible with grade-appropriate selection; verify with oxidation data for the grade |
| Steam / wet combustion gas | Parabolic growth competes with linear volatilization; net behavior depends on flow and partial pressure | Atmosphere-specific data required before approving upper-temperature service |
| Low oxygen potential (partial reducing, combustion zone, inert with residual O₂) | Passive-to-active boundary may be crossed below nominal temperature rating | Explicit passive/active boundary data required; dry-air rating does not apply |
| Cycling with thermal gradients | Scale cracking and re-exposure risk increases above ~1300°C | Grade and scale integrity data needed; minimize cycling in the 1400–1600°C zone |
Values indicative; verify with supplier-specific grade data, actual atmosphere composition, and flow conditions.
For teams designing SiC tube installations into kiln systems, high-temperature process chambers, and combustion equipment, the broader context of industrial furnace ceramics connects the tube oxidation logic described here to the wider furnace-component compatibility landscape.
What to ask the supplier before approving a SiC tube for 1400–1600°C duty
A tube specification for upper-range SiC service should include atmosphere-conditional data, not just a maximum temperature claim. The checklist below structures the supplier confirmation into process-side and material-side items.
Dense SSiC tubes offer the most reliable passive oxidation performance across 1000–1600°C in controlled atmospheres — but atmosphere confirmation is still required before approving upper-range service.
Process-side items to confirm
- Atmosphere composition: dry air, combustion gas, steam fraction, carrier gas with residual oxidant, partial-reducing zone, or controlled inert. The nominal temperature claim applies to dry/static air unless otherwise stated.
- Oxygen partial pressure at the tube wall: if the furnace atmosphere is not uniformly dry air, confirm whether the local environment near the tube surface can sustain passive oxidation at the planned temperature.
- Steam or water vapor content: for wet combustion products or any process gas containing moisture, request atmosphere-specific oxidation data for the tube grade at the planned temperature and flow conditions.
- Thermal cycling protocol: if the tube will be cycled repeatedly through the 1200–1600°C range, confirm the expected number of cycles and cooling rate, and ask whether the supplier has tested or characterized the grade for cycling-induced scale cracking in this range.
- Planned service life: express the service-life requirement in terms of hours, cycles, or allowable mass change — not just "continuous service at X°C" — so the supplier's oxidation data can be evaluated against a real durability target.
Material-side items to confirm from the supplier
- SiC grade and processing route: SSiC, RBSC, or NBSC; pressureless-sintered, reaction-bonded, or nitride-bonded. Different grades produce different oxide scale qualities and passive-to-active boundaries.
- Maximum recommended service temperature by atmosphere: not a generic single number, but separate recommendations for dry air, steam or wet combustion gas, and inert/low-oxygen-potential conditions.
- Published or internal oxidation mass-gain or mass-change data at the planned temperature in the relevant atmosphere — parabolic rate constants if available, or at minimum a qualitative description of whether the grade has been tested in this regime.
- Apparent porosity and density: denser grades with lower porosity produce more uniform silica scales and resist oxidation more consistently; open porosity creates additional pathways for oxidant ingress and scale disruption.
- Thermal-cycling test data or installation guidance for the 1200–1600°C range, specifically whether the supplier recommends any constraints on cooling rate near the cristobalite inversion temperature.
- Passive-to-active transition temperature in the relevant atmosphere, or at minimum a confirmation of whether the grade has been evaluated in non-air atmospheres.
Conclusion
SiC tube oxidation from 1000°C to 1600°C is a zone-by-zone and atmosphere-by-atmosphere problem, not a single material-rating problem. The lower zone is usually the most forgiving; the upper zone requires atmosphere confirmation before the protective regime can be assumed. Steam, low oxygen potential, contamination, and thermal cycling each move the effective service boundary lower than a dry-air rating implies. The specification question for any SiC tube approaching 1400°C or above should not be "what is the maximum temperature?" — it should be "in this atmosphere and under this cycling protocol, does the oxidation remain passivating for the required service life?"
Specifying a SiC tube for 1300–1600°C service in a specific atmosphere? Send the furnace atmosphere composition, temperature, cycling protocol, expected service hours, and tube geometry. ADCERAX engineers return a grade-fit assessment with oxidation regime notes for the specific atmosphere, passive-to-active boundary guidance, and recommended tube grade with verification points; turnaround depends on inquiry complexity — no RFQ commitment required at this stage.
Frequently Asked Questions
Does SiC oxidation stay parabolic from 1000°C all the way to 1600°C?
Parabolic, passivating behavior is common in dry oxidizing environments across most of the range, but it is not universal. Below roughly 1200°C the behavior is typically well-behaved and parabolic; in the 1200–1400°C zone the kinetics often remain parabolic but with an increasingly defect-prone scale; above 1400°C in steam or low-oxygen-potential conditions, linear volatilization or active oxidation can compete with parabolic growth, changing the effective kinetics from protective self-limiting to recession-driven.
When does the protective silica layer become risky for SiC tube service?
The concern rises most clearly above about 1300–1400°C, where the silica scale thickens, can partially crystallize to cristobalite, and develops increasing microporosity. In cycling service, cristobalite transformation stresses the scale on cooling and can crack it. In oxygen-lean environments, the passive-to-active transition for SiC tube segments has been reported between approximately 1200°C and 1300°C in impure helium — well below the nominal air-service limit. The exact boundary is atmosphere- and grade-dependent.
Why is steam so different from dry air for SiC oxidation?
In dry air, SiC forms a protective SiO₂ scale without a competing loss mechanism at practical service temperatures. In steam, the same SiO₂ can volatilize as silicon hydroxide species — particularly at higher temperatures and flow velocities — creating a net kinetics competition between parabolic oxide growth and linear material loss. Research at 1400–1600°C in steam conditions has modeled this as a parabolic-plus-linear competition, meaning the net mass change can be positive or negative depending on steam partial pressure and flow rate. A dry-air oxidation rating does not capture this behavior.
Can a SiC tube be rated to 1600°C and still be the wrong choice for a specific application?
Yes. A 1600°C rating is based on a specific atmosphere — typically dry or static air — and a specific definition of acceptable oxidation behavior. If the actual environment includes significant steam, reduced oxygen potential, combustion byproducts, or severe thermal cycling, the protective silica regime may no longer persist at the rated temperature. The correct evaluation question is whether the tube's oxidation remains passivating in the actual atmosphere and cycling profile, not whether the material's nominal rating exceeds the planned temperature.