A material grade selection guide for process engineers, equipment engineers, and procurement managers — covering which alumina purity families apply to ceramic electrode tubes, when general-purpose grades are sufficient and when high-purity grades are justified, why higher purity is not automatically the better specification, how service conditions map to grade selection, and what to include in the RFQ.
For ceramic electrode tubes, 95–96% alumina is often suitable for general electrical insulation and moderate industrial service, while 99.5% or 99.7%+ alumina is usually considered when higher temperature stability, lower impurity content, cleaner electrical insulation, vacuum compatibility, metallization, or contamination-sensitive operation matters. The correct purity is not chosen by "higher is always better" — it is chosen from voltage, temperature, atmosphere, discharge exposure, geometry, surface finish, and verification requirements.
Alumina purity families should be compared as service-condition options rather than as a simple higher-is-better ranking.
Common Alumina Purity Options for Ceramic Electrode Tubes
Alumina ceramic electrode tubes are commercially available in several purity families, and the practical choice for most electrode tube applications sits within a range from approximately 95% to 99.7%+ Al₂O₃.
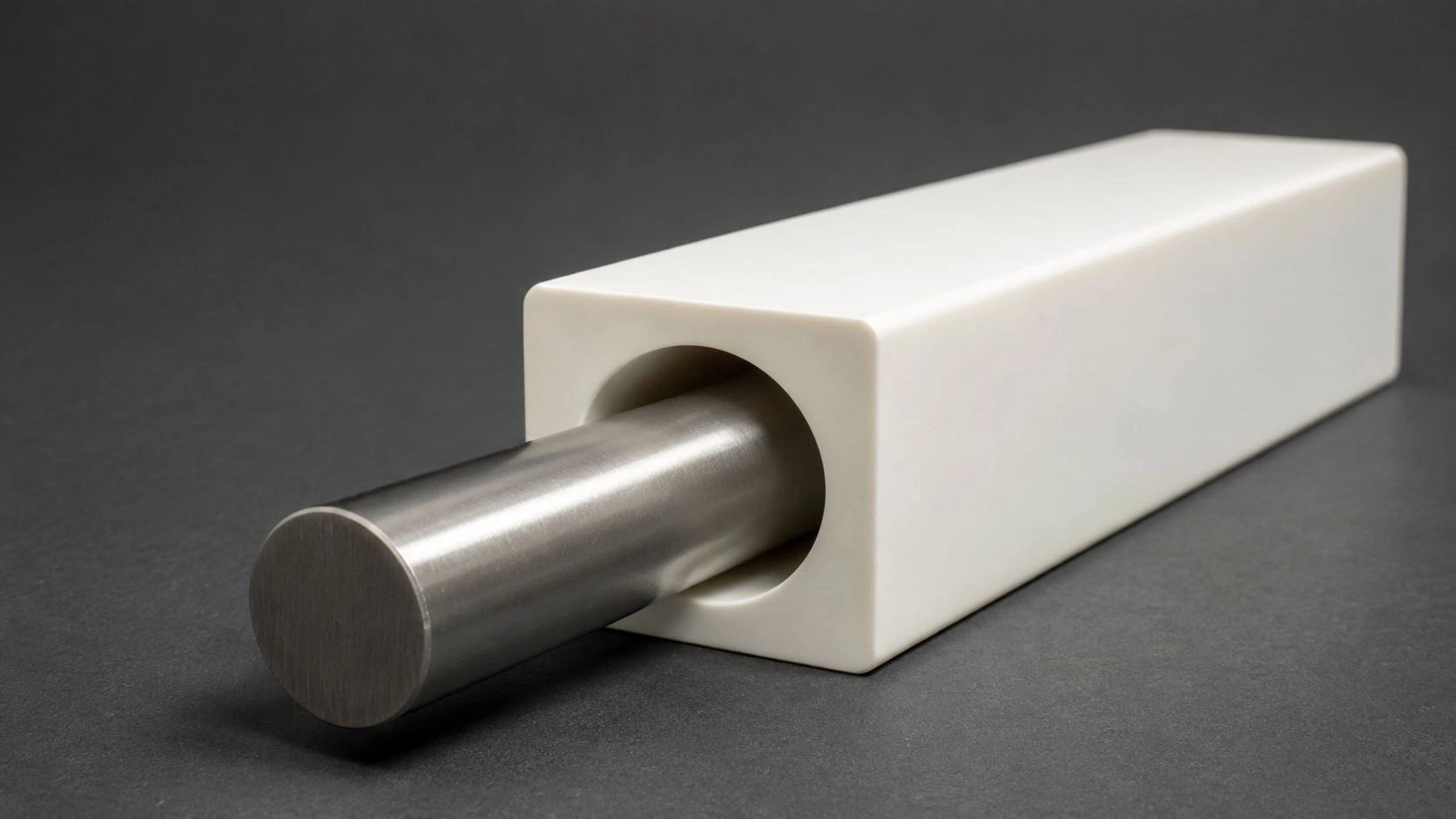
95–96% alumina is the most commonly available general-purpose grade. It provides useful electrical insulation, mechanical strength, chemical resistance to many industrial environments, and manufacturability in a wide range of cross-sections and lengths. For electrode tube applications where the primary requirement is conductor guidance, physical separation, and moderate electrical insulation in a protected industrial environment, 95–96% alumina is frequently the starting point.
99–99.5% alumina provides reduced secondary-phase content, improved chemical cleanliness, and better thermal stability at elevated temperatures compared with 95–96% grades. It is considered when performance margins are tighter — higher temperature service, stronger electrical insulation requirements, more demanding chemical environments, or applications where impurity content in the secondary phases matters. Many electrode tube applications that specify "high-purity alumina" fall into this range.
99.7%+ alumina represents the cleaner end of the standard commercial alumina tube offering. Material pages confirm that high-purity alumina in the 99.5–99.9% range is used for high-temperature insulation, demanding electrical service, clean processing environments, vacuum service, and applications requiring metallized ceramic-to-metal bonding. This range carries higher manufacturing complexity and often higher cost, and it is justified only when a specific service condition actually requires it.
ADCERAX's alumina ceramic tubes product line covers alumina tube manufacturing across purity ranges for electrical insulation, high-temperature, and industrial electrode applications. ADCERAX's alumina ceramic materials page covers the composition and property range supporting grade selection.
For each purity family, the percentage alone is not a complete specification. Geometry, wall thickness, bore quality, surface finish, operating voltage, temperature, atmosphere, and any metallization or bonding requirement can all change the selection outcome.
When Is 95–96% Alumina Enough, and When Is 99.5%+ Justified?
The decision between general-purpose and high-purity alumina for a ceramic electrode tube depends on identifying the limiting service condition — not on choosing the highest available grade as a default.
When 95–96% alumina is typically sufficient
Use 95–96% alumina when the electrode tube's primary function is stable electrical insulation, conductor guidance, mechanical spacing, or structural support in a general industrial assembly where:
- Temperature exposure is within the moderate range and does not involve extended high-temperature hold times
- Electrical insulation requirements are met by the material's confirmed dielectric properties at the wall thickness and geometry specified
- Contamination from secondary-phase impurities in the alumina body is not a process-limiting factor
- The tube does not need to be joined to metal components by metallization or active brazing
- Standard manufacturing tolerances and surface conditions are adequate for the assembly
For routine corona treater electrode assemblies, general industrial insulating sleeves, conductor-guidance tubes, and mechanical spacers in protected housings, 95–96% alumina is a defensible starting point and often the most cost-effective and available option.
When 99.5% or 99.7%+ alumina is justified
Move to 99.5% or 99.7%+ alumina when the ceramic electrode tube sees one or more of the following conditions:
- Higher continuous service temperature — repeated or extended exposure at elevated temperatures where the glass phase in lower-purity grades can contribute to dimensional instability, softening, or reduced strength
- Vacuum or low-contamination service — where outgassing from secondary phases or porosity would contaminate the process, or where surface cleanliness for vacuum sealing matters
- Metallized ceramic-to-metal bonding — the metallization and brazing route often specifies an alumina grade compatible with the bonding process; higher-purity grades provide a cleaner, more consistent surface for metallization
- Aggressive vapor or chemical atmosphere — where the secondary glass phase in lower-purity alumina may be preferentially attacked by the process environment
- Stronger electrical insulation consistency — where the higher uniformity of the high-purity body reduces local variations in insulation performance

Actual electrode tube service conditions, including temperature exposure, holder interface, and insulation function, should guide alumina purity selection.
ADCERAX's electrical ceramics application page covers alumina-based electrical ceramic components for industrial insulation and high-voltage isolation roles. ADCERAX's metallized ceramic components page positions metallized alumina for vacuum sealing, high-voltage isolation, and ceramic-to-metal bonding applications where alumina grade and surface cleanliness are directly specified by the bonding process.
Why Higher Alumina Purity Is Not Automatically the Better Electrode Tube Choice
Requesting the highest available alumina purity for every ceramic electrode tube is a common over-specification pattern that adds cost, may restrict supplier availability, and can increase lead time without improving functional performance in applications that do not require it.
Higher alumina purity can improve cleanliness, thermal stability, chemical resistance, and uniformity — but these benefits are only relevant when a specific service condition requires them. A 99.7% alumina electrode tube with incorrect bore position, inadequate wall thickness, poor straightness, chipped edges, or the wrong overall length will still fail assembly or perform poorly in service. A 95–96% alumina tube with the correct geometry, verified insulation clearance, and controlled surface condition may be fully appropriate for a moderate-duty insulating application.
Purity also affects the manufacturing route. Higher-purity alumina bodies may require different firing conditions, are often more sensitive to machining (particularly at edges and corners), and may carry longer lead times or require specialized processing for tight-tolerance applications. When these factors are relevant — long tubes with tight bow tolerances, fine surface finish requirements, or unusual cross-sections — the geometry and machining path deserve as much specification attention as the purity percentage.
IEC 60672-2 applies to ceramic and glass-ceramic insulating materials and explicitly notes that test results from test pieces are only guidance when the actual finished component differs in size and shape. This is the core caution for purity selection: the material data sheet value does not automatically transfer to the electrode tube's actual installed performance. Component-level review — including geometry, wall thickness, surface finish, edge condition, and installation constraints — remains necessary regardless of the purity grade chosen.
Condition-to-Purity Mapping for Ceramic Electrode Tube Selection
The following mapping converts the most common ceramic electrode tube service conditions into a starting purity direction and key verification requirement.
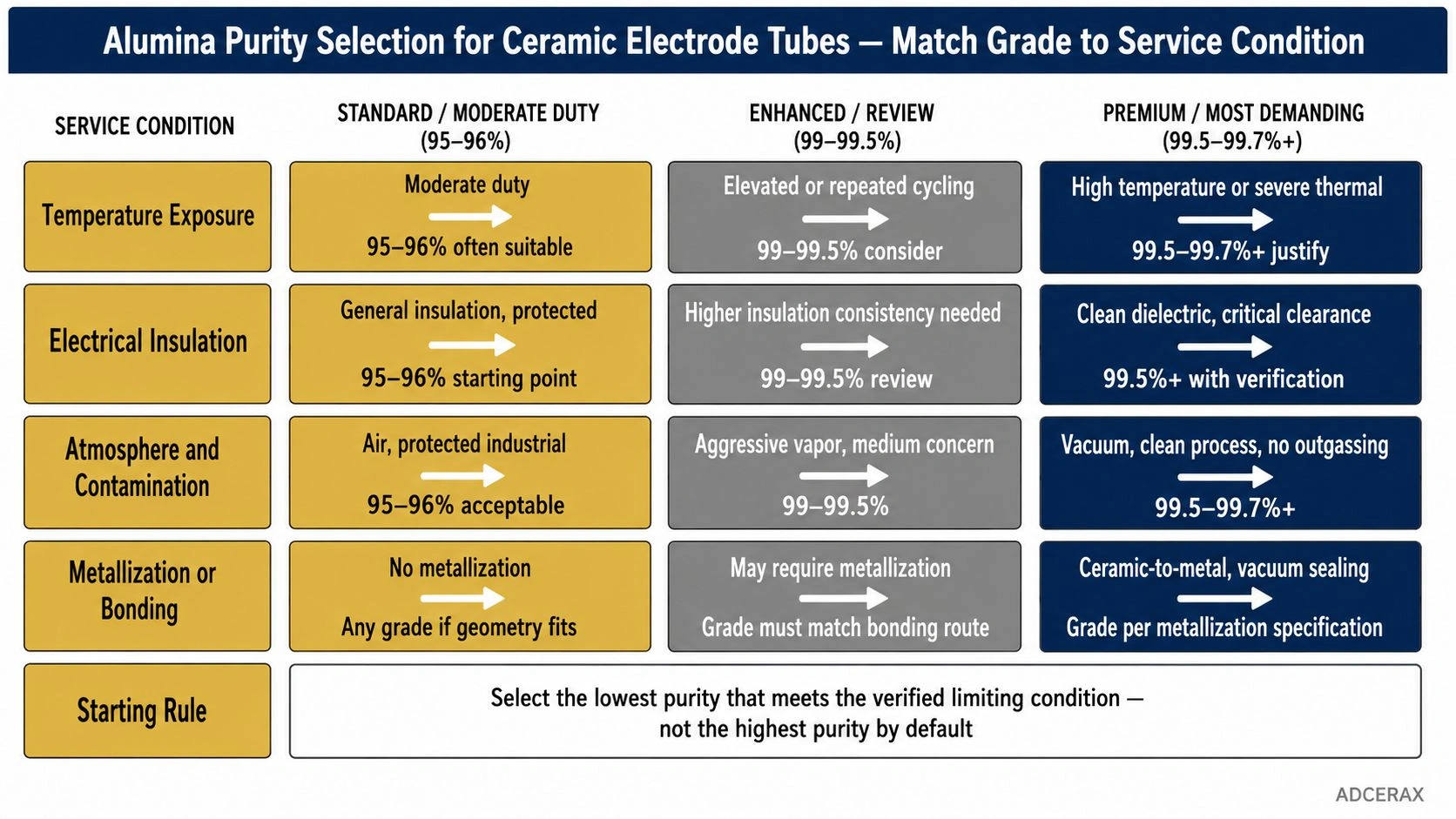
The limiting service condition should define the starting alumina purity direction for ceramic electrode tubes.
The following table maps conditions to purity direction and required verification.
| Criterion | 95–96% Alumina Direction | 99–99.5% Alumina Direction | 99.7%+ Alumina Direction |
|---|---|---|---|
| General electrical insulation | Often suitable for moderate industrial service | Suitable when tighter insulation margin is needed | Usually reserved for cleaner or more demanding service |
| Temperature exposure | Moderate-duty service if verified | Higher temperature and repeated thermal cycling | High-temperature, cleaner, or severe thermal service |
| Contamination sensitivity | Lower concern | Medium concern | High concern, vacuum, or contamination-sensitive assembly |
| Metallization or brazing | Not default unless process-compatible | Often considered depending on bonding route | Commonly considered for demanding metallized components |
| Geometry and tolerance | Geometry still controls fit | May require additional machining or inspection attention | Often needs tighter process control and inspection |
| Cost and availability | Generally more accessible | Higher performance and cost | Highest cost and lead-time sensitivity |
Values indicative; verify per applicable ASTM/IEC standards with supplier-specific test data.
The following matrix maps specific electrode tube applications to starting purity direction.
| Application Condition | Starting Purity Direction | Key Verification |
|---|---|---|
| General insulating sleeve in electrode assembly | 95–96% alumina | Dimensions, bore, wall thickness, electrical clearance |
| Corona electrode tube with moderate thermal exposure | 95–99.5% alumina | Discharge exposure, surface condition, edge quality |
| High-temperature electrode support | 99–99.5% or higher | Temperature, thermal cycling, straightness, material data |
| Vacuum or low-contamination electrode tube | 99.5–99.7%+ alumina | Purity certificate, surface finish, cleanliness handling |
| Metallized ceramic electrode tube | Grade matched to metallization route | Metallization process, bonding surface, vacuum or high-voltage requirement |
| Tight-tolerance long tube | Purity plus geometry review | Straightness, bow, machining route, pilot approval |
| Replacement from old sample | Match function, not only purity | Sample measurement, material confirmation, application review |
For tight-tolerance long electrode tubes, ADCERAX's custom ceramic tubes drawing-based manufacturing process supports bow, straightness, and wall-thickness control for electrode assembly applications.
RFQ Verification Checklist for Alumina Purity in Electrode Tubes
The following checklist converts the purity selection into a supplier-verifiable RFQ package.
Fields to include in the RFQ:
- Target alumina purity range or preferred grade family (95–96%, 99%, 99.5%, 99.7%+)
- Material grade name or designation if known
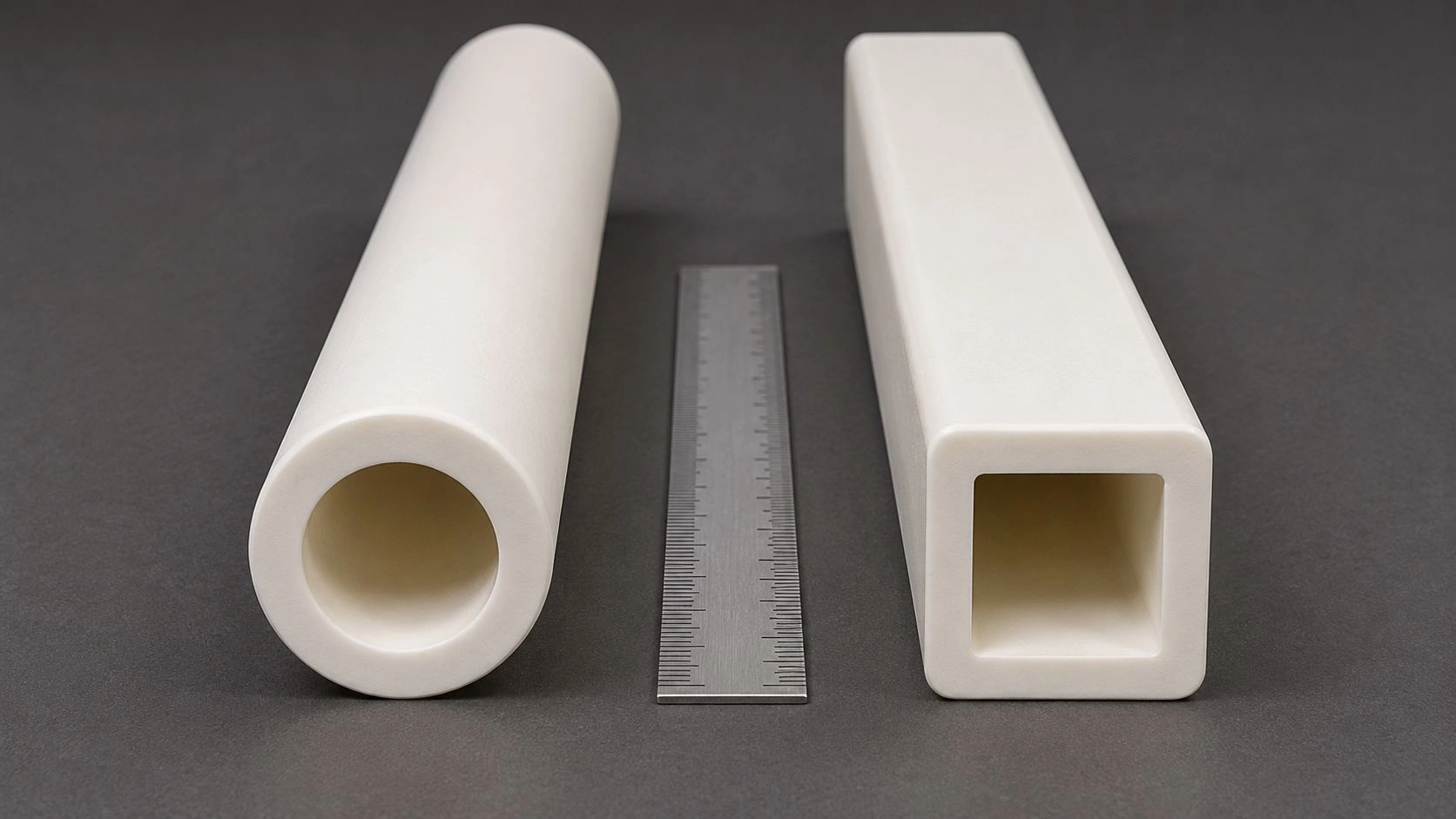
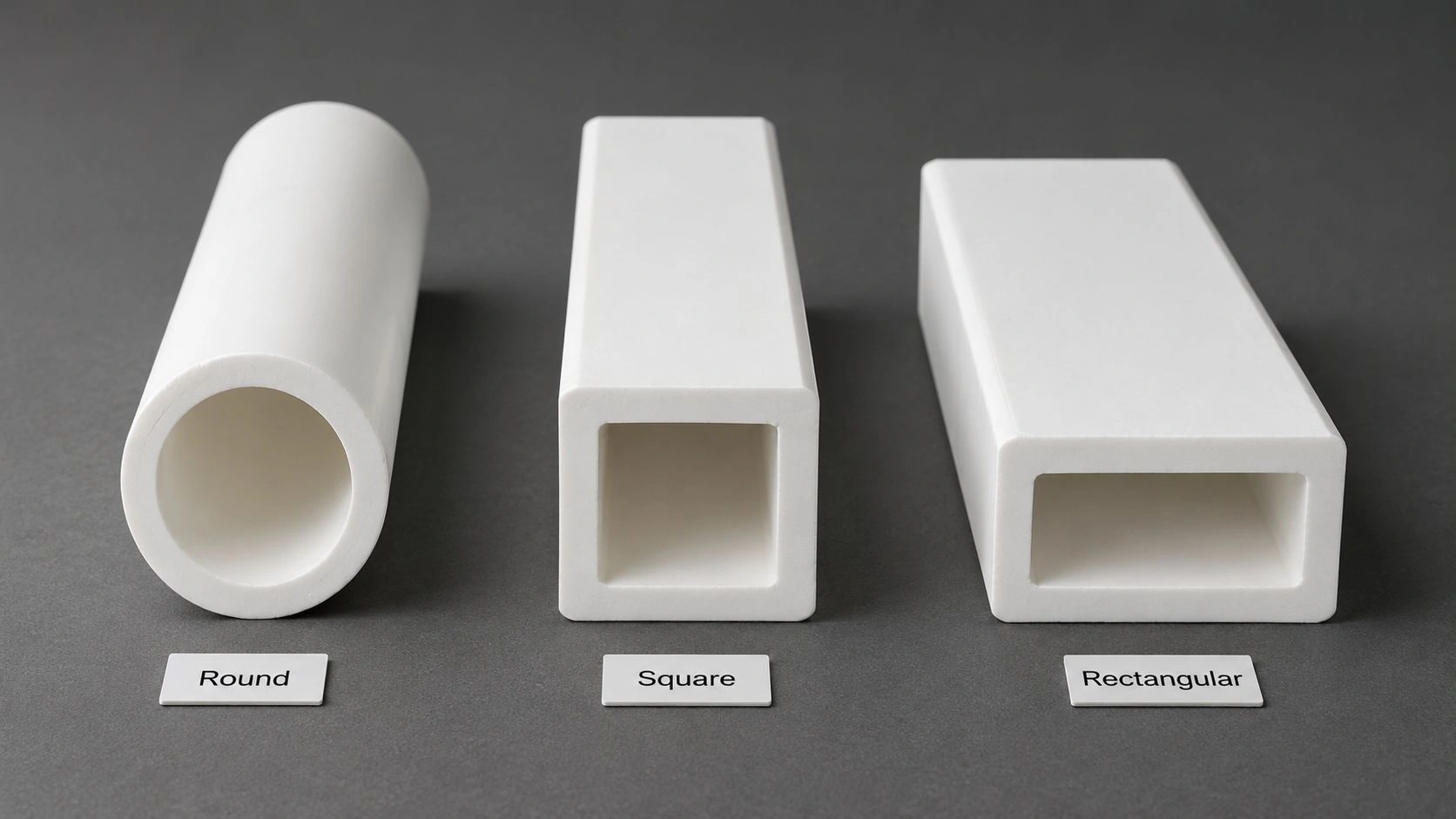
- Tube shape and cross-section (round, square, rectangular, or custom)
- Bore diameter or bore dimensions
- Wall thickness (nominal and acceptable tolerance)
- Overall length and active length if different
- Operating temperature (continuous and peak)
- Electrical insulation requirement or voltage condition
- Atmosphere (air, vacuum, inert, aggressive vapor)
- Discharge exposure (direct, indirect, or protected from discharge)
- Metallization or bonding requirement (yes/no; if yes, specify route)
- Surface finish requirement by functional area
- Edge condition and no-chip zones if applicable
- Quantity and urgency
- Inspection requirements (dimensional inspection, material certificate, surface documentation)
- Pilot sample approval requirement before repeat production
Ask the supplier to confirm:
- The actual alumina grade supplied and its Al₂O₃ content
- Whether the part is as-fired or machined to final dimensions
- What dimensional tolerances are achievable for the specified geometry
- Whether a material data sheet or lot-specific certificate can be provided
- Any recommended grade for the specific application conditions if the stated grade differs from the supplier's standard range
- For high-purity or metallized tubes: confirmation of surface cleanliness handling, compatible bonding process, and whether a pilot sample should be approved before repeat production
Specifying alumina purity for a ceramic electrode tube? Send the tube drawing or dimensions, required purity direction, operating temperature, electrical insulation requirement, atmosphere, discharge exposure, and any metallization or vacuum need. ADCERAX engineers confirm grade suitability, available material options, and RFQ requirements — no order commitment required at this stage.
Frequently Asked Questions
Is higher alumina purity always better for ceramic electrode tubes?
No. Higher purity improves cleanliness, thermal stability, and chemical resistance — but only when a specific service condition requires these improvements. A lower-purity alumina tube with correct geometry, wall thickness, and verified insulation clearance may be entirely appropriate for moderate-duty electrode assembly service, while a higher-purity tube with incorrect dimensions or inadequate straightness will still fail assembly or produce poor discharge.
When is 95–96% alumina acceptable for electrode tubes?
95–96% alumina is often acceptable when the electrode tube provides general electrical insulation, conductor guidance, or mechanical spacing in a protected industrial environment with moderate temperature, no vacuum requirement, no metallized bonding, and no contamination sensitivity from secondary-phase impurities.
When should 99.5% or 99.7%+ alumina be considered?
Consider 99.5% or 99.7%+ alumina when the electrode tube sees higher continuous temperature, vacuum or clean-atmosphere service, metallized ceramic-to-metal bonding, aggressive chemical vapor, or more demanding electrical insulation consistency requirements. Confirm the specific service condition with supplier-specific material data and application review before specifying the highest available grade.
Does alumina purity determine dielectric strength by itself?
No. Dielectric behavior depends on the alumina body's porosity, firing quality, geometry, wall thickness, surface condition, temperature, atmosphere, and test method — as well as the purity. Specifying purity alone without also specifying geometry, surface finish, and verified electrical clearance does not fully define a dielectric insulation requirement.
What should be included in an RFQ for alumina purity selection?
Include the target purity range, tube geometry with cross-section and bore dimensions, wall thickness, operating temperature, voltage or insulation requirement, atmosphere, discharge exposure type, metallization or vacuum need if applicable, surface finish, quantity, inspection requirements, and whether a material certificate and pilot sample approval are required.