The engineers who get SiC oxidation wrong usually do not make a chemistry mistake — they make a classification mistake. They see a silica film on the surface and conclude the component is in a protected state. That conclusion fails in three conditions: when the oxygen potential is low enough that volatile SiO formation has already begun at some surfaces; when the silica film is present but unstable, reacting with the SiC substrate, and generating gas beneath the scale; and when the service atmosphere is dynamic or contains dissociated oxygen, so that oxide growth and oxide recession are occurring simultaneously. In all three cases, the part looks oxidized in the conventional sense while already moving toward damaging material loss. This article maps the failure modes, identifies the variables that drive the regime switch, removes the most common misdiagnosis, converts mechanism into an engineering threshold, and closes with the specification and qualification language that makes a sensible RFQ possible.
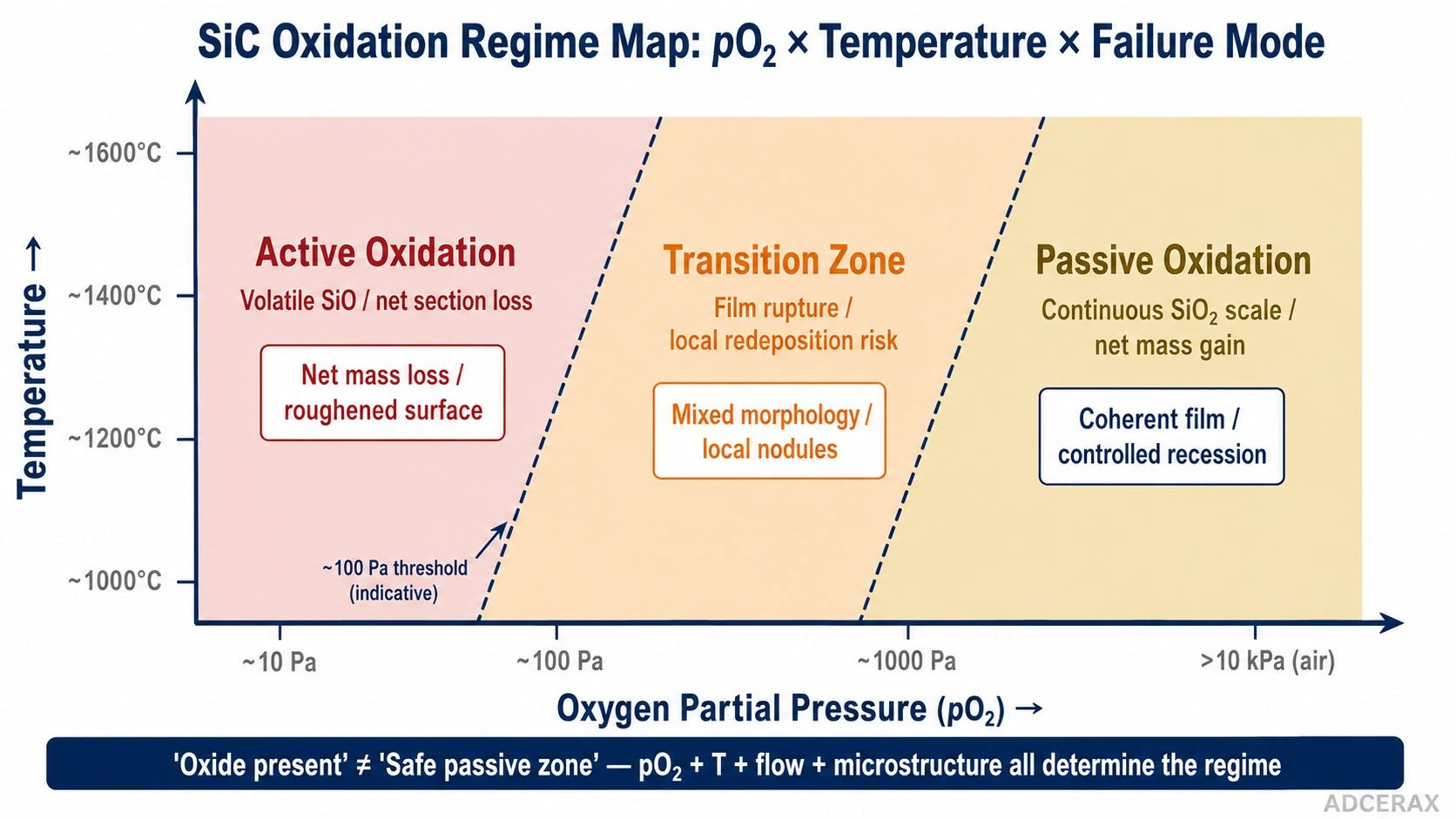
Active oxidation becomes the catastrophic SiC failure route when temperature and oxygen potential move outside the stability window of a continuous SiO₂ film, causing volatile SiO and net section loss instead of sustained protection. Passive oxidation is not automatically safe, however: once the silica scale reacts with the SiC substrate, ruptures, or recedes faster than it grows, the component can enter a transition state that looks protected at first glance but is already moving toward rapid degradation.

Whether a SiC component is in a safely passive or dangerously active oxidation regime depends on oxygen partial pressure, temperature, flow, and scale stability — not on whether an oxide film is visible.
For the broader context of silicon carbide ceramics in high-temperature service — grades, microstructures, and the failure modes that govern useful life — the oxidation-regime framework developed in this article sits within the wider picture of thermal and chemical performance limits that determine material selection.
What failure mode are you actually seeing in SiC service?
The first engineering task is classification, not theory. In passive oxidation, SiC forms a silica layer that slows further attack, and the component typically shows a coherent film and net mass gain. In active oxidation, the surface instead generates volatile SiO and CO, and the damage signature shifts toward net material loss, roughened or depleted surfaces, local thinning, and faster section depletion. A third state matters as much in real hardware: transition behavior, where silica is present but no longer reliably protective because the film is reacting with the substrate, rupturing, or being removed locally faster than it grows.
That transitional state is where the most expensive misreads happen, because the part still "looks oxidized" in the ordinary sense while its protection margin has already collapsed. NASA active-oxidation work on silicon carbide makes the stakes explicit: passive oxidation yields a protective SiO₂ film, while active oxidation produces volatile SiO and extensive surface attack. The gap between those two outcomes is not a smooth continuum — it is a regime switch that can be triggered by relatively small changes in oxygen potential or temperature once the component is near the boundary.
Stable passive oxidation signatures
In stable passive oxidation, the silica scale grows slowly, remains continuous and amorphous at lower temperatures, and may partially crystallize to cristobalite at higher temperatures. Net mass gain is measurable, surface roughness remains controlled, and section dimensions do not change faster than the slow oxide-growth rate dictates. This is the intended operating condition for most high-temperature SiC components in oxidizing atmospheres.
Active oxidation signatures
Active oxidation produces volatile SiO gas rather than condensed SiO₂ on the surface. The diagnostic signatures are net mass loss rather than gain, increasing surface roughness that does not correlate with oxide accumulation, local depletion of silicon from the surface layer, and sometimes visual evidence of a receding or absent oxide film. Once active oxidation is established across a significant surface fraction, section loss accelerates and the usual protective-film logic no longer applies.
Transition-state signatures that are easy to misread
The transition state is characterized by simultaneous or spatially alternating passive and active behavior. Inspection may find coherent silica in some areas and roughened, locally depleted, or redeposited oxide in others. ORNL work on the SiC layer of TRISO particles at 0.2 kPa O₂ and 1200–1600°C documented exactly this pattern: most of the surface maintained smooth amorphous SiO₂ consistent with passive oxidation, but raised nodules of porous crystalline SiO₂ appeared at nanocrystalline clusters, suggesting local active oxidation and redeposition. A part inspected at a single magnification or sampled from a single location can look passive when locally it is already in the active regime.
Why the oxidation regime flips: temperature, oxygen potential, and flow
The regime switch is governed by the combination of temperature, oxygen partial pressure, gas chemistry, and whether the silica scale can remain stable at the SiC interface. NASA transition studies frame the core logic: passive oxidation corresponds to the condition where a protective SiO₂ film persists; active oxidation corresponds to volatile SiO formation and extensive attack. The two transitions — active to passive and passive to active — are not symmetric. For SiC, passive-to-active breakdown is linked to interfacial reactions between SiC and SiO₂ that generate gases beneath the scale and drive rupture from below, while active-to-passive recovery requires the oxygen potential to rise enough to sustain continuous oxide formation before the surface recedes further.
Dynamic and dissociated-oxygen environments add a third complication. Recent dissociated-oxygen work finds that SiO₂ can be forming at the surface while simultaneously receding through sublimation or volatilization, meaning net protection requires tracking oxide growth rate against oxide recession rate — not just asking whether oxide is present. An engineer relying on static-air coupon data to characterize behavior in a high-velocity or plasma-exposed environment is working from an incomplete model.
The numbered decision sequence for diagnosing a regime flip:
- Confirm oxygen partial pressure at the component surface — not in the bulk gas stream, but at the actual interface where the film is forming. Very low pO₂ is the most consistent predictor of active-oxidation risk across the literature.
- Confirm temperature relative to the passive window for that atmosphere — dynamic-transition studies report transition bands as narrow as 100°C in the 1400–1550°C range at specific pO₂ values; a surface near the boundary is not safely in the center of the passive window.
- Characterize gas chemistry — molecular O₂, atomic O, steam, and mixed combustion atmospheres each alter the silica stability balance differently.
- Assess whether scale-interface stability is controlled — interfacial gas generation from SiC–SiO₂ reaction is a passive-to-active driver independent of bulk pO₂ once the film is established.
- Check whether net protection — not just oxide presence — is the measured outcome in prior exposure tests.
Oxygen potential as the primary regime variable
Across the published literature on SiC oxidation transitions, oxygen partial pressure is the variable most consistently cited as the primary driver of active versus passive behavior. At atmospheric pO₂ in dry air, dense, high-purity SiC is nearly always passive at temperatures accessible to most industrial equipment. At very low pO₂, active oxidation risk rises substantially even at moderate temperatures.
Why passive-to-active is not just the reverse of active-to-passive
Active-to-passive transition is a surface chemistry event: enough oxidant arrives to nucleate and sustain a continuous condensed oxide. Passive-to-active transition is a film-stability event: the existing oxide reacts with the substrate at the interface, generates gas, and fails from beneath. These are different physical processes, and they do not respond to the same interventions. An engineering program that applies active-to-passive boundary data to predict passive-to-active stability is likely to be non-conservative at service conditions where the scale already has a history of high-temperature exposure.
Why dynamic flow conditions complicate simple furnace logic
A part tested in a static muffle furnace at a given temperature and atmosphere inherits a protective history that is different from a part exposed to high-velocity gas or plasma flow at nominally similar conditions. High flow rates remove volatile species before they can redeposit, shift the local boundary layer chemistry, and can maintain an effective pO₂ at the surface that is much lower than the bulk gas composition suggests. Para-linear oxidation kinetics — parabolic growth with simultaneous linear volatilization — are documented in dissociated-oxygen studies and represent a failure mode that static-condition test data will not reveal.
When "protective oxidation" is still failing: distinguishing active oxidation from scale rupture, recession, or redeposition
This section prevents the most expensive classification error. True active oxidation means the system thermodynamically favors volatile oxide generation across the bulk surface, with net substrate consumption. But several other states produce similar-looking inspection results and require different corrective actions.

Local active oxidation produces a characteristic pattern of porous nodules and surface roughening against an otherwise passive-looking oxide background — a diagnostic signature that requires site-specific inspection, not bulk sampling.
The Failure Mode Classification Table below is the diagnostic anchor for this section. Each row represents a distinct physical state, with the observable signature and decision implication that separate it from the others.
| Mode | Dominant condition | Observable signature | Net material effect | Decision implication |
|---|---|---|---|---|
| Stable passive oxidation | Continuous silica-forming regime | Coherent SiO₂ film, smoother surface | Net mass gain / slower attack | Usually acceptable if recession is controlled |
| Active oxidation | High T + low oxygen potential | Volatile SiO/CO generation, roughened or depleted surface | Net mass loss / section loss | High-risk failure route |
| Passive-to-active transition | Film destabilization at interface | Film rupture, interfacial gas generation, abrupt local attack | Protection margin collapses | Treat as transition-risk, not "still safe passive" |
| Mixed passive + local active oxidation | Defect-sensitive or heterogeneous surface | Local nodules / porous crystalline silica on otherwise passive surface | Localized damage escalation | Requires microstructure-focused verification |
| Passive oxidation + oxide recession | Dynamic or dissociated oxygen environment | Oxide present, but thickness declines with time | Apparent protection with hidden loss | Requires net-growth versus recession assessment |
Classification basis: NASA passive/active oxidation transition work, ORNL low-pressure SiC observations at 0.2 kPa O₂ / 1200–1600°C, and recent dynamic/dissociated-oxygen oxidation studies. Values and categories indicative; verify with environment-specific testing and supplier-specific data.
The regime boundary is not a single temperature line — it is defined by the combination of oxygen partial pressure, temperature, flow chemistry, and scale stability at the interface.
Local nodules and redeposition are not the same as globally stable passivity
The ORNL TRISO observation — smooth passive film on most surfaces with porous crystalline nodules at nanocrystalline clusters — is an important corrective to bulk-surface assessment. A component that passes a bulk oxide inspection can still harbor local active-oxidation sites at grain-boundary intersections, pore-adjacent surfaces, or microstructurally heterogeneous zones. Those sites are damage initiation points that propagate if the service condition shifts even slightly toward lower pO₂ or higher temperature.
Why a preformed SiO₂ film can still fail later
A preformed passive film exposed to service conditions that approach the transition boundary can fail through interfacial reactions rather than through external chemical attack. SiC and SiO₂ are not thermodynamically inert toward each other at elevated temperature — the interface generates CO and SiO in a reaction that builds gas pressure beneath the scale and eventually ruptures it. That mechanism is not prevented by forming the oxide at a different temperature; it is activated by the local conditions at the SiC–SiO₂ interface during service.
Microstructural inhomogeneity and defect-sensitive oxidation behavior
Dense, homogeneous, high-purity SiC with low open porosity presents a much more uniform oxidation front than microstructurally complex or defect-rich bodies. Nanocrystalline clusters, open porosity pathways, and sintering-phase grain boundaries all create locally reactive zones where the oxygen-potential balance differs from the bulk surface. For components in environments near the passive-active boundary, microstructural uniformity is a primary selection criterion — not a secondary quality note.
The practical decision point is not "Is oxide visible?" It is "Is the oxide continuous, stable, and growing faster than it is being undermined, receded, or replaced by volatile-loss behavior?" Those are different questions and they require different inspection methods.
How to keep SiC in the safe window: threshold logic for material, atmosphere, and geometry
Static active-oxidation risk is commonly associated with very low oxygen partial pressures, often around or below 100 Pa. That number is a useful boundary reference, but it is not the complete picture — transition bands narrower than 100°C have been documented in the 1400–1550°C range at specific pO₂ values, and dynamic-oxidation work adds simultaneous oxide-growth and recession to the variable set.
A robust engineering window for SiC in oxidizing service requires controlling at least five interacting variables rather than a single temperature ceiling. The Selection Threshold Matrix below organizes these variables into lower-risk and higher-risk directions, with the diagnostic question that each one requires at specification time.
| Variable | Lower-risk direction | Higher-risk direction | Indicative evidence | Verification question |
|---|---|---|---|---|
| Oxygen partial pressure | Higher, stable O₂ potential | Very low pO₂ (around or below ~100 Pa) | Static active oxidation consistently linked to very low pO₂ across transition literature | What is the actual pO₂ envelope at the component surface, not bulk gas? |
| Temperature | Within proven passive window for that atmosphere | High enough to destabilize or outpace the film | Transition bands around 1426–1526°C at 100–1000 Pa O₂ in dynamic-transition studies | Is your test atmosphere the same as your service atmosphere? |
| Flow / oxidant chemistry | Static or low-severity molecular O₂ | High-velocity / dissociated oxygen | Dissociated-oxygen work shows simultaneous oxide growth and oxide loss | Is gas chemistry molecular O₂, atomic O, steam-rich, or mixed? |
| Microstructure | Dense, uniform, low-defect SiC | Nanocrystalline clusters / defect-rich surface | ORNL observed local active oxidation linked to nanocrystalline clusters | What density, porosity, and grain-homogeneity data are available? |
| Preformed scale stability | Continuous film remains adherent under service conditions | Film reacts with substrate / ruptures from below | NASA and transition work link passive-to-active to interfacial gas generation, not external chemistry | How will qualification testing distinguish stable film from unstable film? |
Source basis: NASA passive/active oxidation transition summaries, dynamic-transition JECS data, ORNL low-pressure oxidation study, and dissociated-oxygen Acta Materialia work. Values indicative; verify with atmosphere-specific test design and supplier-specific data.
For SiC tube selection in thermocouple protection, radiant heating, and process-tube applications where low-oxygen-potential zones may exist within the furnace, the threshold logic above translates directly: confirm pO₂ at the tube wall under actual operating conditions, not from the nominal atmosphere specification. The same principle extends to furnace ceramic components more broadly — the failure-mode classification table in the previous section applies across SiC shapes in hot-zone service.
Geometry matters independently of bulk atmosphere. Edges, pores, thin sections, and surfaces adjacent to local gas-flow restrictions create conditions where the local pO₂ can drop below the bulk value. A component with the correct nominal SiC grade and the correct atmospheric condition can still experience localized active oxidation at geometric features that concentrate heat or deplete oxygen.
What to put in the RFQ or qualification plan before specifying SiC for oxidizing service
Before specifying SiC for hot oxidizing duty, the RFQ should require the supplier to confirm the intended SiC grade and processing route, the density and open-porosity values confirmed by applicable test methods such as ASTM C373 or ASTM C20, the expected operating temperature ceiling, the oxygen-partial-pressure envelope at the component surface, the gas-flow description including whether the atmosphere is static or dynamic and whether dissociated oxygen is possible, and the failure criterion used in qualification testing.
The validation plan should not stop at room-temperature mechanical properties or a generic "oxidation resistant" label. It should require evidence that the material retains a continuous protective response under the intended atmosphere, with inspection distinguishing stable passive film growth from local rupture, scale recession, or volatile-loss attack. Retained flexural strength after oxidation exposure — tested by a geometry-appropriate method such as ASTM C1161 for bar specimens — provides a structural performance metric that complements visual inspection and mass-change data.
The specification and qualification checklist:
RFQ items to specify to the supplier
- SiC grade and processing route — pressureless sintered, reaction-bonded, or nitride-bonded; these have different grain-boundary chemistries and different sensitivities to the interfacial reactions that drive passive-to-active transition.
- Density and open porosity — confirm by ASTM C373 (water absorption / bulk density) or ASTM C20 (boiling water method) as applicable; dense, low-porosity SiC reduces defect-site oxidation and local gas-transport paths.
- Temperature ceiling by atmosphere — request separate values for dry air, low-pO₂ environments, and any special gas mixtures that describe the actual service.
- Supplier's oxidation test basis — ask whether qualification data come from static-air conditions, dynamic-flow conditions, or environment-matched testing; the distinction matters for low-pO₂ or high-flow applications.
- Known service exceptions — ask explicitly whether the supplier is aware of any environments where the grade is not recommended despite the temperature being within the nominal range.
Qualification plan requirements
- Environment-matched exposure — if service involves low-pressure oxygen, fluctuating pO₂, or high-velocity gas, require qualification testing in a matched or bounding environment rather than static air alone.
- Post-exposure inspection protocol — specify that inspection must include cross-sectional analysis of oxide morphology, local nodule identification, and film-continuity assessment, not only bulk mass-change and room-temperature strength.
- Net-growth versus recession accounting — for dynamic or dissociated-oxygen environments, require measurement of oxide thickness versus time at multiple exposure durations to detect para-linear or recession-dominated behavior.
- Geometric representation — qualification specimens should include the geometric features present in the production component (edges, thin sections, surface curvature) where local oxidation behavior can diverge from flat-coupon behavior.
For broader context on ceramic tube material selection across alumina, silicon carbide, and zirconia for high-temperature process service, the threshold variables described above — pO₂, temperature, flow, and microstructure — govern SiC's position within that wider family.
Conclusion
The useful engineering statement about active versus passive oxidation of SiC is not "passive is good, active is bad." It is "the component is in the safe window only while a continuous, stable, growing silica film can be maintained under the actual service conditions of temperature, oxygen potential, flow, and local geometry." Once that window is exceeded — or locally exceeded at defect-rich sites — the failure mode shifts in ways that visual oxide presence does not detect. The most costly mistake is qualifying under conditions that do not represent the service environment: static-air test data transferred to low-pO₂ or high-flow service, bulk oxide inspection without cross-sectional morphology assessment, or a "high purity" material label without density and microstructure confirmation. The specification and qualification framework in this article converts the regime logic into actions that the RFQ and test plan can carry.
Evaluating a SiC component for service in a low-oxygen, high-temperature, or high-flow environment? Send the temperature profile, atmosphere composition and pressure, gas-flow description, component geometry, and any observed failure history. ADCERAX engineers return an oxidation-regime assessment with grade recommendation, qualification-testing guidance, and RFQ verification points; turnaround depends on inquiry complexity — no RFQ commitment required at this stage.
Frequently Asked Questions
Is active oxidation always more dangerous than passive oxidation?
Active oxidation is more dangerous in net material-loss terms because it drives volatile SiO formation and faster section depletion rather than building a protective film. Passive oxidation is not automatically safe, however: once the silica film reacts with the SiC substrate at the interface, ruptures from below through interfacial gas pressure, or recedes faster than it grows in dynamic atmospheres, the component can be losing material while still appearing to carry an oxide film.
Can a pre-oxidized SiO₂ film still fail during later service?
Yes. Passive-to-active transition is not only an initial-exposure event — it can occur when service conditions change enough to cross the threshold for interfacial reactions between SiC and SiO₂. Those reactions generate CO and SiO beneath the existing scale, build local gas pressure, and can rupture a film that initially formed in a fully passive regime. A component that entered service with a clean, coherent silica layer is not guaranteed to remain passive if pO₂ drops, temperature rises, or the cumulative interfacial chemistry reaches a threshold.
How do I distinguish true active oxidation from passive oxidation with scale rupture or recession?
True active oxidation shows net mass loss, absence of coherent film, roughened or depleted surface morphology, and behavior that correlates with low pO₂ conditions. Scale rupture or interfacial failure shows localized film discontinuity, cracking, or gas-pocket features at the SiC–SiO₂ interface while the bulk oxide may still be present. Oxide recession in dynamic environments shows film thinning over time despite measured mass changes that appear modest at early exposures. Distinguishing these requires cross-sectional inspection, measurement of oxide thickness versus exposure time at multiple durations, and correlation with the actual pO₂ and flow conditions rather than nominal bulk atmosphere.
What is the most reliable specification practice for SiC in low-oxygen or high-temperature service?
Confirm density and open porosity by applicable test methods such as ASTM C373 or ASTM C20 to establish microstructural baseline. Qualify in an atmosphere that matches or bounds the actual service pO₂ and flow conditions — not in static air alone. Require post-exposure inspection that includes cross-sectional oxide morphology and local nodule assessment, not only bulk mass change and room-temperature strength. For dynamic or dissociated-oxygen environments, measure oxide thickness at multiple exposure durations to detect net-recession behavior before approving the component for service.