The container question for rare-earth oxide calcination is rarely a question about temperature alone. A 1500°C-rated alumina crucible can comfortably survive a 900°C oxalate-to-oxide conversion and still be the wrong container for a 1300°C yttria phase-development hold, because thermal survival and chemical isolation are not the same thing. Engineers running rare-earth precursor calcinations — nitrate, oxalate, ore-derived intermediate, or solution-combusted high-entropy precursor — generally know that high-purity alumina is the lab default for sample-prep crucibles. The harder judgment is identifying when a given thermal program quietly crosses from "alumina as container" into "alumina as reactant." This article resolves that boundary with a fit-versus-reaction map, a chemistry-by-chemistry routing rule, and the specification points to lock down before the crucible order leaves the lab.
Alumina crucibles are suitable for most rare-earth oxide calcination steps because many rare-earth precursors convert to oxides in a temperature window where high-purity Al₂O₃ remains dimensionally stable and chemically inert toward the sample. The boundary appears when calcination moves into longer, hotter, or more reactive rare-earth/alumina contact conditions, where aluminates such as LaAlO₃ in the La₂O₃–Al₂O₃ system or YAM, YAP, and YAG in the Y₂O₃–Al₂O₃ system can form. At that point the crucible stops acting as an inert container and starts becoming part of the chemistry the experiment is trying to control.

Container choice depends on whether the rare-earth oxide stays a finished product or starts forming aluminates with the crucible wall.
For broader context on the alumina-crucible family, sizes, and grade options that this article's specification logic feeds into, the alumina crucibles overview covers the wider product range that R&D users typically pick from for calcination work.
What makes rare-earth oxide calcination different from generic powder calcination
Rare-earth oxide calcination is not automatically the same as routine ash testing or oxide drying. Precursor type, intermediate stability, calcination temperature, and gas atmosphere all affect the final oxide product, and the conversion window is wider than a single number can capture. Bastnäsite-derived rare-earth oxide formation can begin near 400°C, while monazite-related conversion may require temperatures above 700°C, and solution-derived multi-cation rare-earth oxide powders are sometimes calcined across roughly 600 to 1100°C depending on chemistry. The right crucible decision depends less on the phrase "rare-earth oxide" and more on which window the process actually sits in — including whether it stays in straightforward oxide formation or drifts toward an oxide–alumina reaction window.
The lab toolkit for these calcinations — crucibles, boats, plates, lids — is normally drawn from standard labware ceramics, and high-purity alumina is the most common starting material for the crucible itself. The question this article addresses is not whether alumina is on the menu, but whether it is the right item on the menu for a given rare-earth chemistry.
Precursor chemistry changes the real calcination window
Rare-earth nitrates typically decompose through nitrate-loss intermediates over a few hundred degrees, with full oxide formation completing at modest temperatures depending on hydrate state and atmosphere. Rare-earth oxalates pass through carbonate-like intermediates before yielding the oxide, often above 600–700°C. Ore-derived precursors such as bastnäsite or monazite carry their own decomposition signatures, with bastnäsite finishing earlier and monazite-related conversion pushed higher. Solution-combustion or sol–gel routes for high-entropy rare-earth oxides commonly require holds in the 600–1100°C band to complete phase formation.
The point is not the exact number for any one chemistry. It is that the reader cannot pick a crucible by reading the words "rare-earth oxide" alone — the decomposition window depends on precursor and atmosphere, and that window in turn decides whether alumina is comfortably below any reaction concern.
Why "rare-earth oxide" is too broad a label for crucible selection
Treating all rare-earth oxides as one container problem is the most common diagnostic error at this stage. CeO₂ at 800°C in air, La₂O₃ above 1000°C in tight contact with Al₂O₃, and Y₂O₃ at 1300°C with fine-particle intimacy are three completely different container problems even though all three appear on the same periodic-table block. The label "rare-earth oxide" is useful for purchasing, not for crucible selection.
Why alumina is usually a practical choice for rare-earth oxide calcination
Alumina is usually chosen because it covers the most common calcination needs before the system becomes truly aggressive. Established suppliers position alumina crucibles as standard containers for thermal analysis and high-temperature sample preparation, with material pages listing alumina crucibles as suitable for measurements up to 1600°C. That makes alumina a strong default when the goal is simply to convert a precursor to its oxide without introducing carbon, metallic contamination, or severe container deformation. For many rare-earth precursor systems that complete conversion below about 1100°C, this is a sensible starting point. Alumina is a practical default, not a universal "inert forever" material.
The default-fit logic for an alumina crucible in rare-earth calcination breaks down into a small number of process conditions. If most of the following are true, alumina is usually the right starting choice:
- Peak temperature stays below ~1100°C for the rare-earth chemistry under load.
- Hold time at peak is short to moderate rather than measured in many hours of densifying soak.
- The rare-earth chemistry is not a known aluminate former at the planned thermal program (i.e., not a La₂O₃- or Y₂O₃-dominant system pushed into the upper hundred degrees of its window).
- Particle intimacy with the crucible wall is limited by powder mass, geometry, and lack of long contact dwell at the highest temperature.
- Atmosphere is air or a mild oxidizing gas, not a reducing environment that could attack alumina or change rare-earth speciation.
- The reader's contamination tolerance for trace Al uptake is loose enough for the application — research powders, screening calcinations, and many catalysis precursors fit here.
- The target output is the rare-earth oxide itself, not an intentional rare-earth-aluminate phase produced through controlled solid-state reaction.
When most of these are satisfied, alumina is the lowest-friction choice. When several are violated, the article shifts from a crucible question to a chemistry question.
Dimensional stability and contamination control
Dense high-purity alumina ceramic holds shape across the precursor decomposition range without measurable creep, and at typical purities (≥99.5% Al₂O₃) it does not introduce metallic or carbon contamination into oxide samples. That combination is why alumina crucibles dominate ash testing, TGA/DSC sample containers, and routine calcination work in materials labs. The dense body resists thermal cycling within reasonable limits, and the high-purity surface keeps the contamination conversation focused on what was loaded into the crucible rather than what the crucible itself contributed.
Why alumina is often the lowest-friction starting point in lab calcination
Lab logistics matter more than they appear. Alumina crucibles are widely stocked, available in calibrated sizes, easy to clean or treat as disposable, and compatible with the muffle furnaces and box furnaces already in most R&D labs. Switching to yttria or zirconia involves longer lead times, higher unit cost, and tighter handling discipline. The default toward alumina is partly chemistry, partly procurement reality.
Alumina survives the temperature. The real question is whether it stays outside the chemistry.
When rare-earth oxides stop treating alumina as an inert container
The real boundary appears when the rare-earth oxide and alumina are hot enough, close enough, and reactive enough to form aluminates. La₂O₃ is the canonical warning case: in Al₂O₃–La₂O₃ binary oxides prepared by sol–gel routes, LaAlO₃ has been reported to crystallize after calcination above 1000°C. Y₂O₃ is the second warning case because the Y₂O₃–Al₂O₃ system forms a well-known sequence of aluminates — YAM, YAP, and YAG — and depending on particle intimacy and processing route, YAG formation can complete in the roughly 1200–1350°C range or push toward 1450°C for fully crystalline garnet. These are not abstract phase-diagram curiosities; they mean that an alumina crucible can be chemically acceptable for precursor-to-oxide calcination yet become the wrong container once the process drifts into rare-earth/alumina solid-state reaction territory.
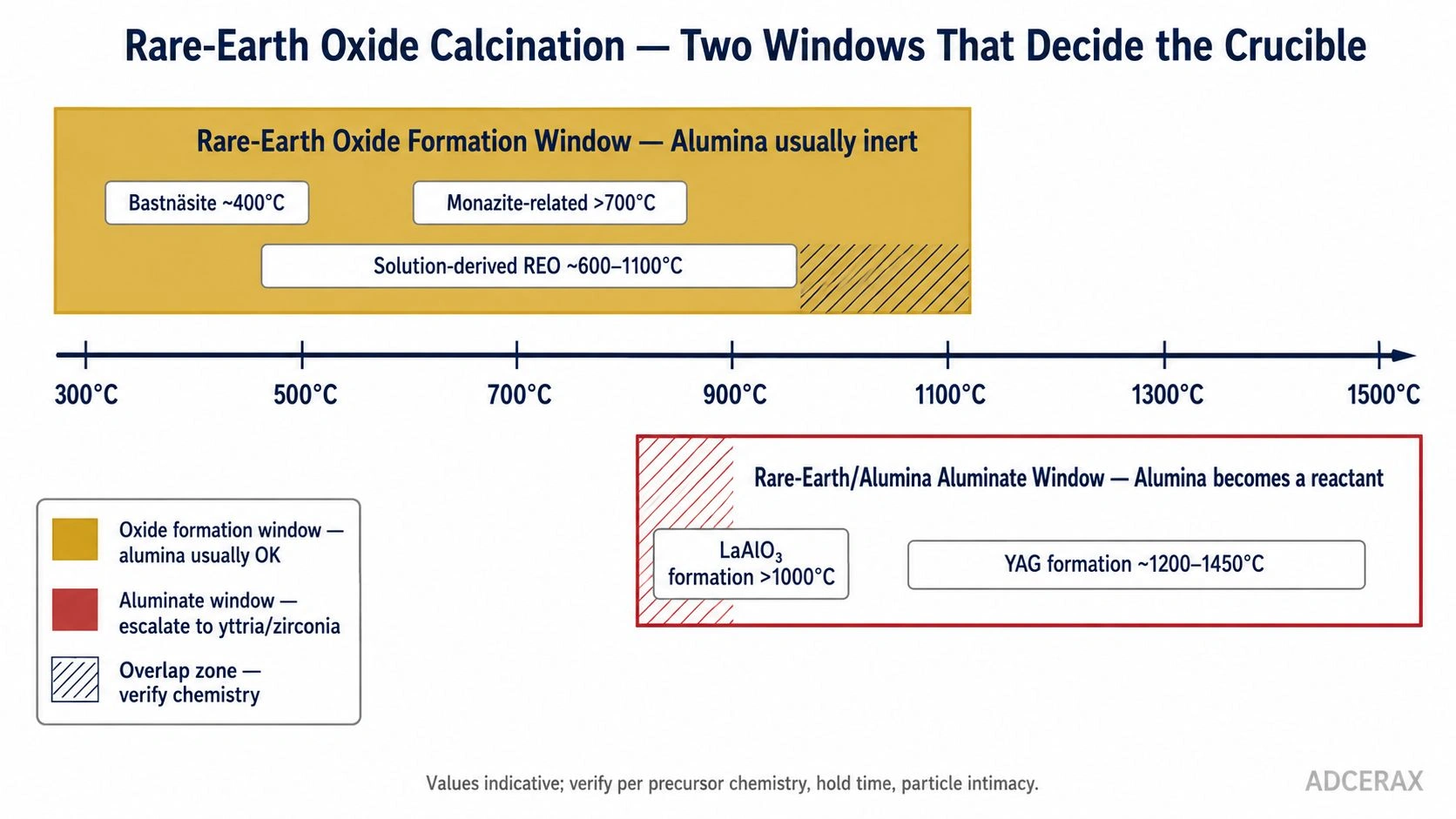
Two windows govern the decision: rare-earth oxide formation, where alumina is usually inert, and rare-earth–alumina aluminate formation, where alumina enters the chemistry.
A typical specification review for a rare-earth oxide calcination program in a laboratory muffle furnace separates two questions before the crucible is ordered: is the program inside the oxide-formation window, and is any portion of the program inside an aluminate-formation window for the specific rare-earth chemistry on the boat. The first question is about precursor decomposition. The second is about whether the rare earth and alumina will spend long enough together at temperature to drive an unwanted phase reaction. Treating the second question as automatically answered by "high-purity alumina" is the most common avoidable misjudgment in this category.
La₂O₃–Al₂O₃: the LaAlO₃ boundary
LaAlO₃ formation in La₂O₃-rich systems. Lanthana is the cleanest cautionary example because LaAlO₃ has been reported to crystallize in Al₂O₃–La₂O₃ sol–gel binary systems above 1000°C. The trigger is the combination of intimate La₂O₃–Al₂O₃ contact, sustained temperature, and sufficient hold time for diffusion-driven phase formation. For calcinations of La-bearing precursors that finish well below 1000°C, alumina remains a practical container. For calcinations that intentionally or accidentally push into the LaAlO₃-formation regime, alumina ceases to be a passive vessel.
Y₂O₃–Al₂O₃: the YAM, YAP, and YAG boundary
Yttrium aluminate sequence in Y₂O₃-rich systems. Yttria is the second clear warning case. The Y₂O₃–Al₂O₃ system supports a sequence of aluminates — YAM (Y₄Al₂O₉), YAP (YAlO₃), and YAG (Y₃Al₅O₁₂) — over elevated-temperature solid-state reaction windows. Reported formation of fully crystalline YAG can complete in roughly the 1200–1350°C range under favorable particle intimacy, and may require closer to 1450°C in less reactive routes. An alumina crucible holding finely divided yttria precursor through one of these temperature ranges is no longer a passive container.
Why mixing intimacy and hold time matter as much as peak temperature
Diffusion is the hidden variable. Two calcinations at the same peak temperature can produce very different aluminate outcomes depending on how intimately the rare-earth phase contacts the crucible wall and how long the hold lasts. Fine particles spread over a thin layer in long contact with the alumina inner wall create an aluminate-favorable diffusion path; coarser, mounded loads with short holds do not. Peak temperature defines whether the reaction is thermodynamically possible; intimacy and hold time decide whether it actually happens.
Lower-risk versus higher-risk rare-earth calcination scenarios
A useful way to route this topic is to separate ordinary oxide formation from oxide-plus-alumina reaction opportunity. Lower-risk scenarios are those where the rare-earth precursor completes decomposition in the mid-temperature range, residence times are modest, and the target is the oxide powder itself. Higher-risk scenarios begin when the target chemistry includes intentional rare-earth–aluminum interaction, when the calcination window is pushed upward for densification or phase development, or when intimate fine-powder contact allows diffusion to proceed efficiently. "Rare-earth oxide calcination" is therefore not one container decision; it is at least two — oxide production in alumina, versus aluminate-capable chemistry that warrants a non-alumina container.
The application routing table summarizes the chemistry-by-chemistry separation:
| Scenario | Typical temperature example from sources | Alumina fit | Main reason | Escalation trigger |
|---|---|---|---|---|
| Bastnäsite-bearing rare-earth ore calcination | ~400°C | Strong | Far below alumina-reaction boundary | Mainly process and contamination control |
| Monazite-related rare-earth ore conversion | >700°C | Usually acceptable | Still generally in oxide-formation window | Check associated minerals and hold time |
| Solution-derived rare-earth oxide / high-entropy oxide precursor | 600–1100°C | Often acceptable | Conversion-focused calcination window | Verify no intentional rare-earth/alumina reaction |
| La₂O₃ in prolonged hot contact with Al₂O₃ | >1000°C example | Caution / often poor choice | LaAlO₃ formation becomes plausible | Consider non-alumina crucible |
| Y₂O₃ in prolonged hot contact with Al₂O₃ | ~1200–1450°C depending on route | Caution / often poor choice | YAM, YAP, YAG formation becomes plausible | Re-route to yttria or zirconia |
Values indicative; verify per actual precursor chemistry, hold time, particle intimacy, and supplier-specific crucible data.
The same alumina crucible can be the right container in one furnace program and the wrong container in another from the same lab the following week. The variable is not the crucible — it is the chemistry the crucible is asked to host. Engineers working across rare-earth systems and broader industrial ceramics workflows often find it easier to maintain two stocked crucible families: high-purity alumina for the lower-risk majority, and yttria or zirconia reserved for the higher-risk minority.
Lower-risk: precursor-to-oxide conversion
Most precursor-to-oxide calcinations sit in the lower-risk band. Rare-earth nitrate or oxalate decompositions completing below ~1100°C, ore conversions in the ~400–800°C range, and many solution-derived oxide preparations finish well before the aluminate-formation windows reported for La₂O₃–Al₂O₃ or Y₂O₃–Al₂O₃ become a practical concern. Alumina is a sensible default here, with attention paid to crucible purity, lid configuration, and contamination control rather than to phase reaction.
Higher-risk: aluminate-capable systems
The higher-risk band starts with La- or Y-rich systems pushed into elevated-temperature holds, particularly in fine-powder form with extended contact. It includes any program that intentionally targets aluminate phase formation as an end product, and any process where the post-calcination characterization step would penalize trace aluminate presence in the rare-earth oxide phase analysis. In these cases the crucible decision should default to a non-alumina container.
Why the same alumina crucible can be right in one furnace program and wrong in another
The same physical crucible, fired the same way, sitting in the same furnace, can give a clean rare-earth oxide on Monday and a slightly aluminate-contaminated yttria sample on Friday — because the Friday program ran 200°C hotter for four hours longer with finer powder. The crucible did nothing different. The chemistry around it did. That asymmetry is why the routing decision lives in the process sheet, not in the crucible cabinet.
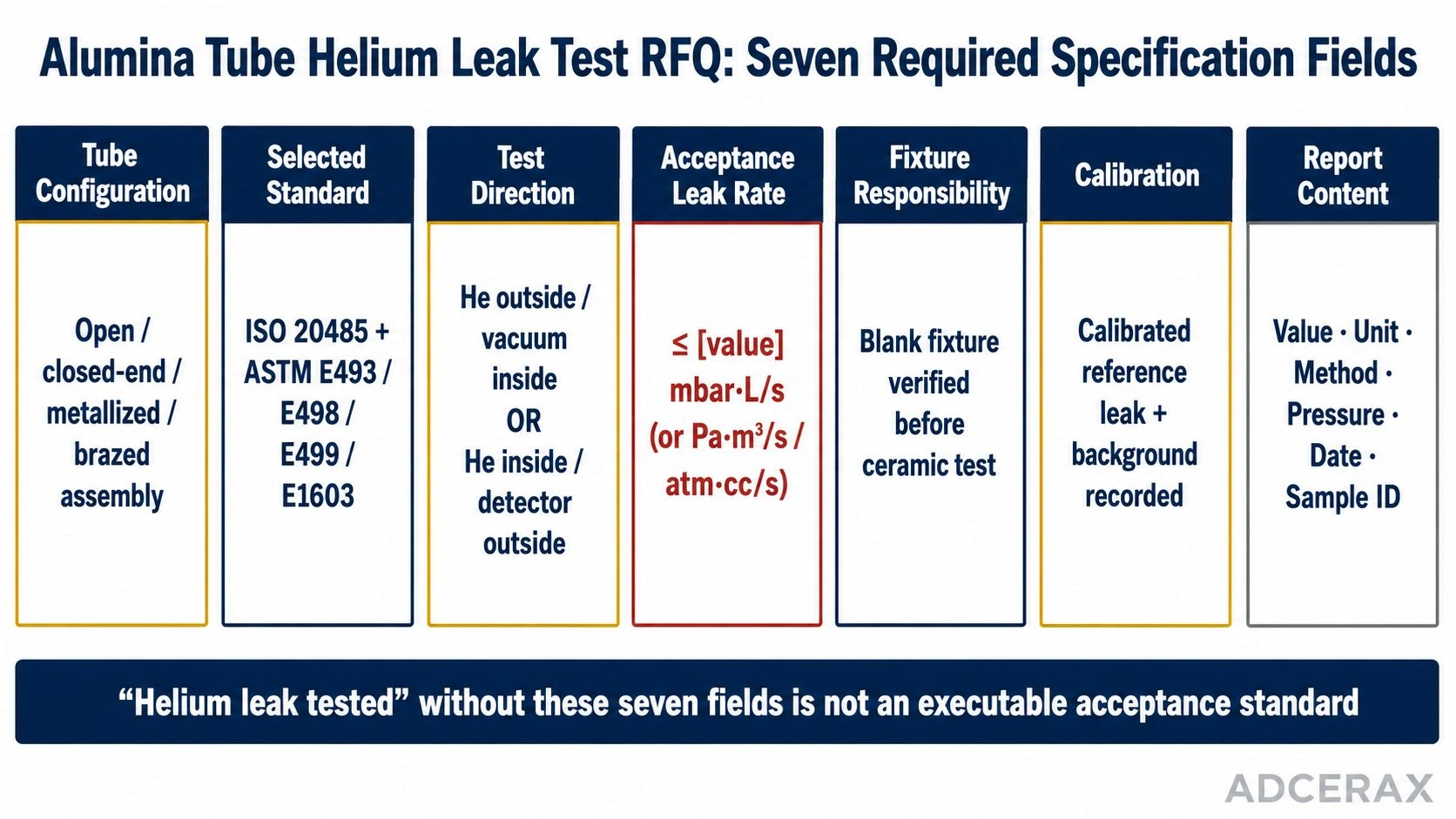
What to specify before approving alumina crucibles for rare-earth oxide calcination
Before approving alumina, lock five process variables and five crucible variables. The process side defines whether alumina is the right material class at all; the crucible side defines which alumina configuration matches the program once the material class is confirmed. The structure below separates the two so the specification reads cleanly into an internal process sheet or a supplier RFQ without losing the chemistry-routing logic from the earlier sections.

The crucible specification — purity, geometry, and lid — only matters once the program is confirmed to sit inside the oxide-formation window rather than the aluminate-formation window.
Process-side specification
- Rare-earth chemistry: identify the dominant rare-earth element (La, Y, Ce, Nd, mixed high-entropy, etc.) and known aluminate-forming risk for that chemistry.
- Precursor type: nitrate, oxalate, carbonate-derived intermediate, ore phase, or solution-combustion gel — each carries a different decomposition window.
- Peak temperature and hold time: the highest planned temperature and the dwell at or near it. A short excursion above 1100°C is not the same as a multi-hour soak.
- Atmosphere: air, oxygen-rich, inert, or mildly reducing — atmosphere affects both rare-earth speciation and any potential alumina interaction.
- Target output: pure rare-earth oxide phase, intentional aluminate phase (which would change the entire container decision), or mixed-phase research powder.
Crucible-side specification
- Alumina grade and purity: typically ≥99.5% Al₂O₃ for rare-earth research work, with documented trace metals.
- Geometry: cylindrical, conical, square, or boat form; OD, ID, height, and wall thickness suited to the loaded powder mass and furnace fixturing.
- Lid configuration: open, loose lid for atmosphere exchange, or close-fitting lid for vapor or moisture control during decomposition.
- Batch mass and powder layer thickness: thick mounds reduce wall intimacy compared with thin layers, which matters for diffusion-driven aluminate formation in higher-risk chemistries.
- Disposable versus reusable handling: one-time use for clean rare-earth phase work, or qualified-for-reuse with a defined cleaning protocol if cross-contamination across rare-earth chemistries is a concern.
Escalation rule when the specification crosses the boundary
If the process side identifies a known aluminate-forming chemistry (La₂O₃- or Y₂O₃-dominant) at a peak temperature and hold time consistent with reported reaction windows, escalate the crucible decision to yttria, zirconia, or another better-matched container. Treat alumina as a potential reactant rather than a default, and document the escalation in the process sheet so the next person running a similar calcination does not re-make the original assumption.
Conclusion
The rule for rare-earth oxide calcination is not "alumina is good for high-temperature work." It is "alumina is good while the chemistry stays in the oxide-formation window, and stops being good when the chemistry crosses into the aluminate-formation window." The two windows are usually well separated for ordinary precursor-to-oxide calcinations below ~1100°C, and they overlap for La- and Y-rich systems pushed into the upper hundred degrees of their reported reaction ranges. The crucible decision belongs in the process sheet, where chemistry, peak temperature, and hold time can be evaluated together, rather than in a generic cabinet labelled "high-temperature lab crucible."
Specifying alumina crucibles for a specific rare-earth oxide calcination program? Send the rare-earth chemistry, precursor type, peak temperature, hold time, atmosphere, and target output phase. ADCERAX engineers return a fit assessment with recommended alumina grade, lid and geometry guidance, and an escalation note if the program enters known aluminate-forming territory; turnaround depends on inquiry complexity — no RFQ commitment required at this stage.
Frequently Asked Questions
Are alumina crucibles suitable for all rare-earth oxide calcination jobs?
Alumina crucibles are usually suitable for ordinary precursor-to-oxide calcination, particularly in the mid-temperature window where most rare-earth nitrates, oxalates, and ore-derived intermediates complete decomposition. They stop being a universal answer once the process approaches known rare-earth/alumina solid-state reaction conditions, particularly with La₂O₃- or Y₂O₃-dominant chemistries held at elevated temperature with fine-powder contact.
Why can alumina be fine for calcination but still become the wrong container later?
Thermal survival and chemical compatibility are different questions. Alumina may stay dimensionally stable up to ~1600°C while still participating in phase formation if the rare-earth oxide and Al₂O₃ are held hot enough, intimately enough, and long enough to form aluminates such as LaAlO₃ or yttrium aluminates. Survival of the crucible does not guarantee isolation of the sample.
Which rare-earth systems deserve extra caution in alumina crucibles?
Lanthana and yttria systems deserve clear caution because the La₂O₃–Al₂O₃ and Y₂O₃–Al₂O₃ systems are known to form aluminates — LaAlO₃ above approximately 1000°C in close contact, and YAM, YAP, and YAG over elevated-temperature solid-state reaction windows in the Y₂O₃–Al₂O₃ system. That does not make alumina unusable at all temperatures, but it removes the safe-default assumption above the reaction-window threshold.
What should I verify before ordering alumina crucibles for rare-earth oxide work?
Verify precursor chemistry, target oxide, peak temperature, hold time, atmosphere, and whether the process is calcining only to the rare-earth oxide or drifting toward rare-earth/alumina phase formation. Crucible-side variables — purity, geometry, lid style, and batch mass — matter only after the chemistry-side decision confirms alumina is the right material class for the program.