The title needs one correction before it can be defended: BN ceramic is often the low-contamination interface choice for metal casting, not universally the contamination-free system choice across every molten metal, every duty, and every temperature. That distinction matters because the difference between "this interface is cleaner with BN" and "BN is the best ceramic for all casting applications" produces different purchasing decisions, different operating protocols, and different outcomes when the casting chemistry changes. This guide maps what BN actually solves in metal casting, explains why its low-contamination reputation is earned, identifies where "contamination-free" overstates the evidence, gives the hard route-boundary rule between BN, sialon/silicon nitride, and reactive-metal refractories, and closes with the specification language that makes the selection actionable.
BN ceramic is the low-contamination choice for metal casting only when the process is really an anti-stick, clean-release, or low-reaction interface problem. Its strongest advantage is that it is broadly non-wetted by most molten metals and slags and contributes no metallic contamination of its own, but that does not make it the universal best casting ceramic. In molten aluminum, sialon and silicon nitride often carry stronger field-duty evidence, and in reactive metals the decision can shift away from pure non-wetting logic entirely.

BN ceramic's contamination advantage in metal casting is real — but it applies to interface-level clean-release and low-stick problems, not to every structural or foundry duty in every casting system.
The full range of boron nitride ceramic grades — HPBN solids, binder-free high-purity grades, PBN, and BN coatings — provides the procurement context within which this selection guide's route-boundary logic sits.
What problem BN actually solves in metal casting
BN solves a specific problem in metal casting: it reduces sticking, improves release, and lowers the chance that the contact surface itself becomes a contamination source. That is why BN appears so often as a coating, plate, liner, nozzle, or crucible-contact surface rather than only as a general structural ceramic. In casting-adjacent interfaces where the process has a sticking problem, a demolding problem, or a concern about carbon pickup from graphite, BN is addressing the right engineering constraint.
Long-standing BN materials data confirm the non-wetting behavior that drives this value: hot-pressed BN is widely described as not wetted by most molten metals and slags, and BN coatings are positioned specifically as release barriers against non-ferrous molten metals, salts, and glasses. That combination explains the commercial appeal: if adhesion, buildup, or metal transfer from the contact surface is the problem, BN's non-wetting behavior and absence of metallic contamination are both directly relevant.
But this is already a more precise claim than the title suggests. It is a low-stick, low-transfer, clean-interface solution for a specific type of casting problem. It is not automatically proof that BN is the best structural ceramic for every foundry application, the best long-life component for heavy molten-aluminum duty, or the right refractory for every molten-metal family.
BN's strongest role is often surface-interface control rather than general refractory duty
The most accurate description of BN's casting value is interface-level: the BN surface reduces the thermodynamic driving force for melt adhesion, lowers the rate of metal transfer from the ceramic to the melt, and provides a carbon-free contact zone when graphite contamination is the real concern. These are surface and interface properties, not necessarily the properties that govern whether a component survives ten thousand cycles in a high-throughput aluminum foundry.
Clean release and low transfer are the real engineering meaning behind the marketing claim
When suppliers describe BN as a "contamination-free" casting ceramic, the technically supported meaning is that BN itself does not contribute metallic impurities to the melt and does not wet the melt surface in a way that promotes adhesion or retention. That is a meaningful engineering advantage — but it is different from saying the process produces zero contamination from any source, or that BN is the only material that can deliver it.
Why BN is attractive as a low-contamination or non-wetting route
BN is attractive in metal casting because it combines three properties that casting engineers care about: broad non-wetting behavior toward many molten metals and slags, low sticking to the contact surface, and the absence of metallic contamination from the ceramic body itself. Major BN suppliers describe hot-pressed BN as non-wetting to most molten metals and slags, and BN coating products are positioned specifically for release-barrier service in non-ferrous metal and glass-contact applications.
Those three properties together explain BN's strong commercial position in casting-related applications. When the process problem is adhesion between the melt and the mold or tool surface, BN's non-wetting behavior directly reduces the work required for demolding and reduces the risk of metal retention at the contact surface. When the process chemistry is carbon-sensitive and graphite routes introduce unacceptable carbon, BN provides a carbon-free alternative that still performs well as a release surface.
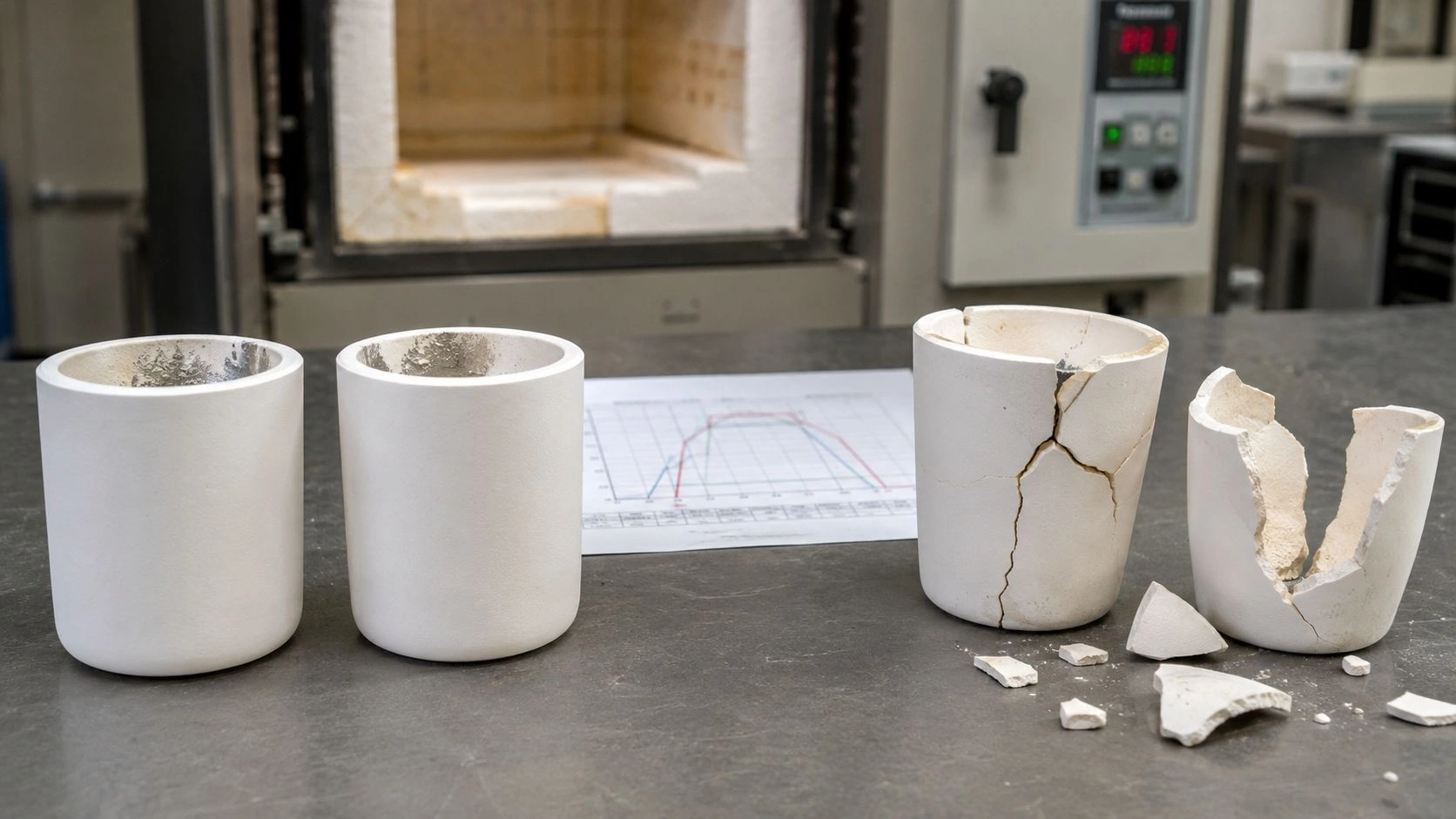
The boron nitride crucibles used for precious-metal melting, clean alloy preparation, and non-ferrous metal handling represent the solid-BN end of this application family — selected for the combination of non-wetting behavior and chemical inertness that makes BN useful in contamination-sensitive casting-adjacent operations.
BN's contamination advantage is strongest where graphite-derived carbon or sticking are the real risk
In two specific problem types, BN's contamination advantage is clearest and most defensible. The first is carbon-sensitive melts where graphite molds or tools introduce unacceptable carbon pickup. BN's carbon-free composition eliminates that contamination pathway entirely. The second is sticking-driven problems where adhesion between melt and mold or tool creates demolding difficulty, surface defects, or recovery losses in high-value metal streams.
The cleanest interface route is not always the best full-duty component route
A BN coating that achieves excellent release performance does not necessarily perform as well as a sialon or silicon nitride component under the thermal shock, mechanical loading, and sustained immersion conditions of a production aluminum foundry. The interface-level advantage and the system-level advantage are different metrics, and selecting a material based on one without checking the other produces specifications that work for one problem while missing another.
Which casting situations are being mislabeled when buyers call BN the "contamination-free" choice
The first mislabeling occurs when "contamination-free" is read to mean no buildup, no slag accumulation, and no maintenance. That is not what the molten-metal handling literature supports. Published sialon application guidance links non-wetting behavior to lower dross buildup and longer service life, but it is explicit that slag can still accumulate and must be removed. The same logic applies to BN. Non-wetting reduces the adhesion force that makes dross stick, but it does not eliminate dross formation from the melt itself.
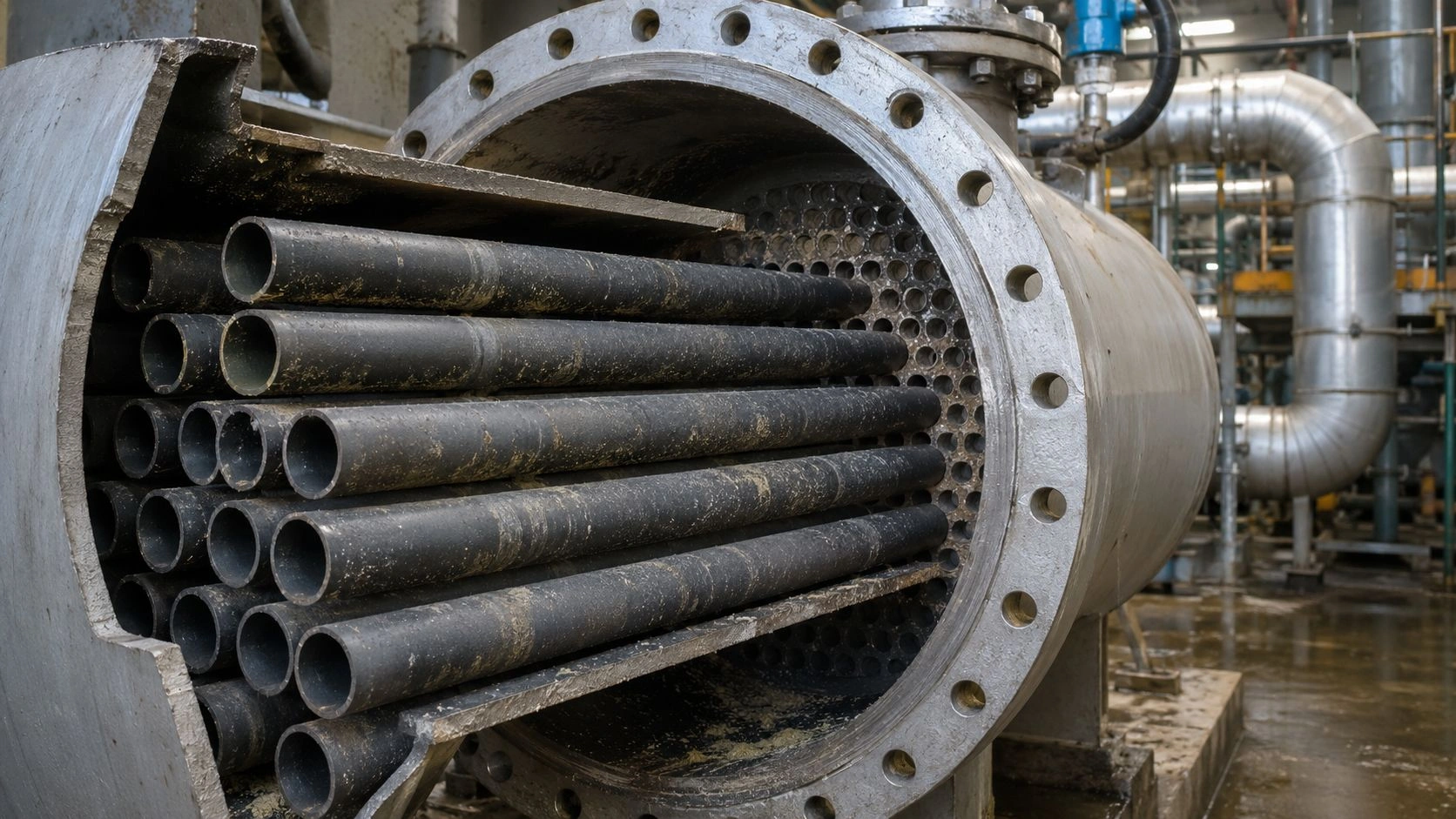
The second mislabeling occurs when BN's broad non-wetting reputation is applied to override a more specific field-proven route. In molten aluminum handling, the industrial application language is often more aligned with sialon and silicon nitride than with BN, because those materials combine non-wetting behavior with the structural durability and thermal-cycling resistance that sustained foundry service requires. Published sialon handling guidance explicitly targets non-ferrous metal service with evidence from thermocouple sheaths, heater tubes, degassing rotors, and transfer components — the heavy-duty end of the aluminum foundry hardware family. BN is not regularly positioned in that same structural-foundry language.
The third mislabeling — and the most consequential — is applying "contamination-free" to reactive-metal casting. For titanium and similar highly reactive melts, the primary selection criterion is not the strongest non-wetting ceramic; it is the lowest-reactivity refractory that minimizes interfacial chemical reaction and elemental contamination from the container into the melt. That is why the titanium-crucible literature discusses yttria and calcium-zirconate-type refractory routes — not because those are the broadest non-stick ceramics, but because they minimize the melt–refractory reaction that dominates contamination in reactive-metal casting.
The Selection Criteria Table below organizes the corrected route assignments:
| Criterion | Threshold / decision trigger | Decision direction |
|---|---|---|
| Main priority = anti-stick release / low transfer / low metallic contamination from contact surface | Interface behavior dominates | Prefer BN solid or BN coating/liner route |
| Main priority = molten aluminum field service with strong durability requirement | Need non-wetting plus service-life robustness | Prefer sialon / silicon nitride |
| Main priority = reactive-metal compatibility | Melt chemistry dominates over release behavior | Move to reactive-metal refractory route rather than generic BN |
| Main concern = carbon pickup from graphite | Carbon-sensitive melt or clean interface needed | BN becomes much more attractive |
| Main concern = "no slag or maintenance at all" | Buyer is overgeneralizing non-wetting claim | Add operating/cleaning controls; do not overspecify the material claim |
Assignments indicative; verify against the exact alloy, atmosphere, and component geometry before release.
Non-wetting does not eliminate slag management or maintenance duties
This is the most important operational correction for any BN metal-casting specification. Non-wetting reduces the force required to remove slag or metal deposits, reduces the volume of deposit that adheres under operating conditions, and lengthens maintenance intervals — but it does not produce a self-maintaining surface. The SOP should include a cleaning protocol regardless of the ceramic's contact-angle behavior.
Reactive-metal casting is a low-reactivity problem first, not a non-stick problem first
For titanium and similar reactive melts, the surface-spreading behavior of the liquid is less important than whether the ceramic is dissolving into the melt, forming interfacial compounds, or releasing contaminating elements into the solidified casting. Those chemical-reactivity failure modes are not addressed by a high contact angle — they require a refractory with the right thermochemical compatibility for the specific melt chemistry.
When the decision clearly flips between BN, sialon, and other refractory routes
The decision stays with BN when the process is fundamentally an anti-stick or low-transfer interface problem: release coatings, clean-contact liners, anti-adhesion plates, crucible surfaces, or carbon-sensitive melts where graphite is the real contamination risk. BN's advantages are genuine and commercially proven in these applications.
The decision flips to sialon or silicon nitride when the duty specifically involves molten aluminum or zinc in heavy-duty field service and the component must combine non-wetting, mechanical strength, and multi-cycle service life in foundry conditions. The silicon nitride ceramic components available for molten-metal handling — thermocouple sheaths, degassing rotors, heater tubes, baffles — represent the industrial field-duty end of this route family.
The decision flips again — away from non-wetting logic entirely — when the melt is reactive enough that chemical compatibility and low interfacial reaction are the governing constraints. That is the titanium case, and more broadly the case for any metal system where the ceramic-melt interface can generate contaminating products regardless of whether the melt spreads on the surface.
The Material-Fit Matrix below summarizes the route assignments:
| Material family | Best-fit molten-metal duty | Main strength | Main boundary |
|---|---|---|---|
| BN / BN coating | Broad clean-release and low-stick non-ferrous contact service | Broad non-wetting / low transfer behavior; carbon-free | Not automatically the best heavy-duty foundry or reactive-metal route |
| Sialon / Si₃N₄ | Molten aluminum and zinc handling | Non-wetting plus strong industrial service durability | Still requires slag management and controlled handling discipline |
| Alumina | Conditional Al-contact service at lower temperatures | Can be non-wetting to molten Al near 700°C | Wetting rises with temperature; not a universal non-stick baseline |
| Reactive-metal refractories | Titanium and similar highly reactive melts | Low melt–refractory reaction; low contamination logic | More specialized; not a generic release-ceramic route |
Route logic synthesized from the sampled sources; verify against exact alloy, atmosphere, and operating temperature.
The route should be chosen by the dominant contamination mechanism — not by the strongest marketing adjective. "Contamination-free" describes an outcome; the specification must describe a route.
BN is broad and clean, but not the universal heavy-duty foundry answer
BN's breadth is real — it works as a release surface, a coating, a liner, a crucible contact surface, and a carbon-isolation layer across many non-ferrous melt systems. That breadth should not be read as depth: a BN coating that provides excellent release in a low-cycle mold application does not necessarily match the thermal-shock resistance and mechanical durability of a sialon component running thousands of thermal cycles in a continuous casting line.
The route should be chosen by the dominant contamination mechanism
The most common specification failure in this area is choosing the material by slogan ("non-wetting ceramic," "contamination-free ceramic") rather than by the specific contamination mechanism the process needs to control. Adhesion, carbon pickup, metallic transfer, slag bonding, reactive melt dissolution, and dross accumulation are different problems. Each has a different best-fit material, and BN is genuinely the best answer for some of them.
What should go into the RFQ and operating SOP
The specification for a BN ceramic component in metal casting must identify the contamination mechanism before it names the material. Without that, "contamination-free BN ceramic for casting" is a marketing description rather than an engineering specification.
The specification and SOP checklist for ceramic crucible material options and BN ceramic components in metal casting service:
- Metal or alloy identity — state the specific alloy family; BN's performance against different metals varies by melt chemistry, oxide-film behavior, and operating temperature.
- Operating temperature — confirm the peak melt-contact temperature; some non-wetting behaviors are temperature-sensitive.
- Atmosphere — state whether the operation is in air, argon, nitrogen, or vacuum; BN oxidizes progressively in air above approximately 800–900°C for hot-pressed grades.
- Slag, flux, or salt chemistry — BN's non-reactivity with halide salts is a documented advantage for those applications; confirm whether flux chemistry is relevant.
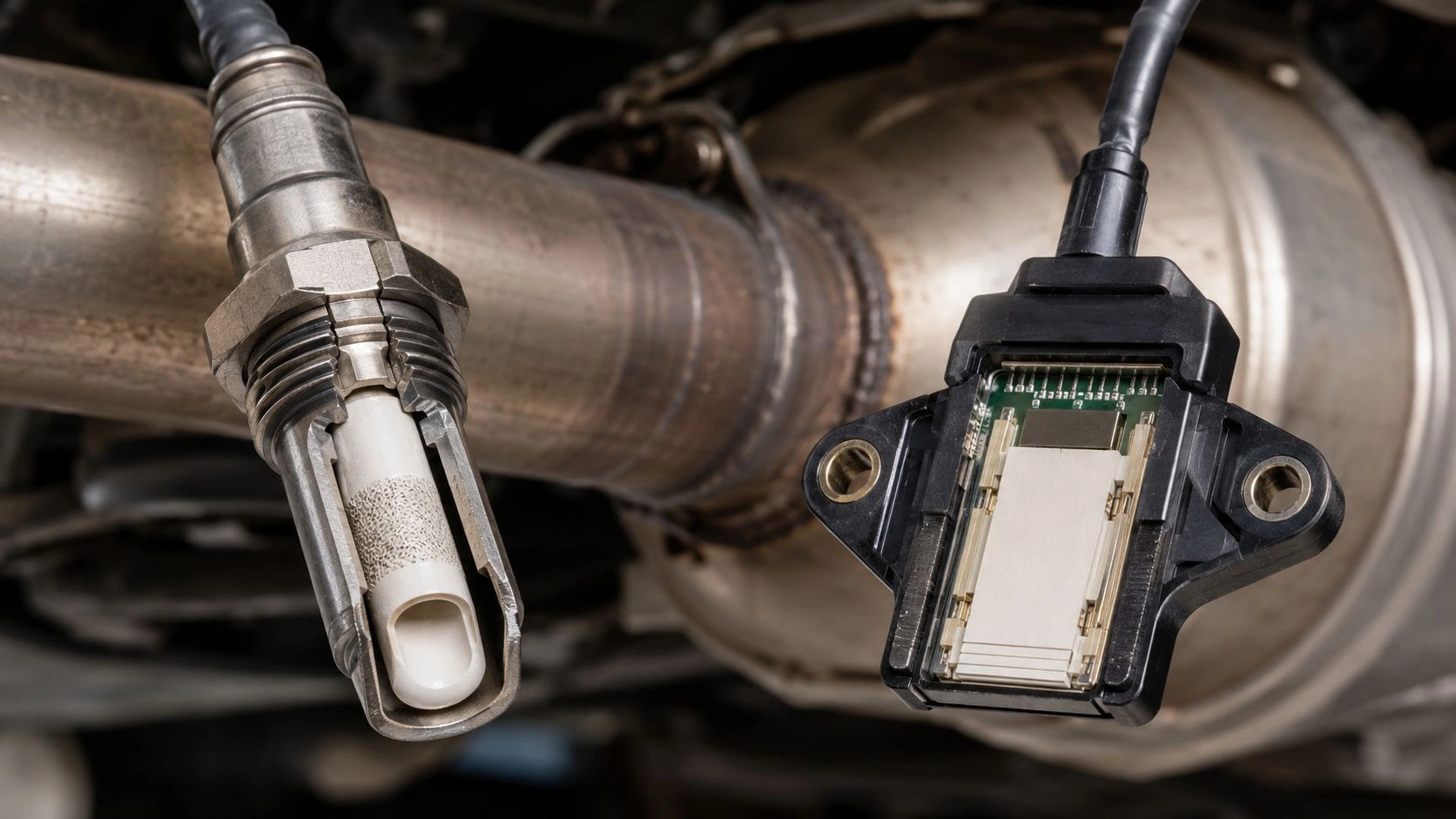
- Component type — state whether the part is a coating, liner, plate, crucible, tube, nozzle, or structural foundry component; structural duty and interface duty impose different requirements.
- Dominant contamination mechanism — define whether the primary concern is adhesion/sticking, carbon pickup, metallic transfer, dross bonding, or melt–refractory reaction; the answer determines whether BN, sialon/silicon nitride, or a reactive-metal refractory is the right route.
- Cleaning and maintenance protocol — specify that non-wetting behavior reduces buildup but does not eliminate maintenance; define inspection intervals and cleaning method regardless of the ceramic route.
- Service-life requirement — for heavy-duty field applications in aluminum or zinc foundries, confirm whether the structural and thermal-cycling requirements of the sialon/silicon nitride route are needed alongside the non-wetting requirement.
If the specification document never names the contamination mechanism, the material route has not been selected — it has only been labeled.
Conclusion
BN ceramic earns its low-contamination reputation in metal casting for a specific set of interface problems: adhesion, sticking, carbon-sensitive contact, and low-transfer release applications where BN's non-wetting behavior and carbon-free chemistry are directly relevant to the problem. That reputation does not extend automatically to heavy-duty foundry service in molten aluminum, where sialon and silicon nitride carry stronger field-duty evidence, or to reactive-metal systems where chemical compatibility replaces pure non-wetting as the governing criterion. The specification that works names the contamination mechanism, confirms the alloy and temperature, and assigns the ceramic route to the problem it actually solves.
Specifying BN ceramic or other non-wetting ceramics for a metal casting or molten-metal contact application? Send the alloy, temperature, atmosphere, component type, and the primary contamination or sticking concern. ADCERAX engineers return a route recommendation — BN solid, BN coating, silicon nitride, or alternative — with grade guidance, operating-temperature limits, and SOP notes for the confirmed duty; turnaround depends on inquiry complexity — no RFQ commitment required at this stage.
Frequently Asked Questions
Is BN ceramic truly contamination-free in metal casting?
Not in an absolute sense. The defensible claim is that BN is often a low-contamination, low-stick interface material, especially where release behavior, carbon-free contact, and broad non-wetting to molten metals and slags are the relevant criteria. Calling it "contamination-free" without qualification overstates the evidence: non-wetting reduces adhesion and transfer, but it does not eliminate slag formation, dross accumulation, or all routes to melt contamination.
Why is BN so often recommended for molten-metal contact parts?
Because it is broadly non-wetting to most molten metals and slags, contributes no metallic contamination from the ceramic body, and works well as a release coating, liner, plate, or contact surface across many non-ferrous melt systems. In applications where the dominant problem is adhesion, sticking, or carbon pickup from graphite, BN is addressing the correct engineering constraint.
When is BN not the best choice even though it is non-wetting?
When the process needs heavy-duty molten-aluminum or zinc handling performance over many service cycles, sialon and silicon nitride are often the stronger route because they combine non-wetting with the structural durability and thermal-cycling resistance that sustained foundry service requires. When the process involves reactive metals like titanium, the selection logic shifts to low-reactivity refractories because chemical compatibility — not surface spreading — is the governing contamination mechanism.
Can alumina also behave as a non-wetting ceramic in metal casting?
Yes, conditionally. Published research reports non-wetting behavior for molten aluminum on alumina near 700°C, but that behavior is temperature-sensitive and wetting increases as temperature rises. Alumina is therefore a conditional non-wetting option for aluminum contact at lower casting temperatures, not a universal non-stick baseline across the full casting temperature range.
What is the biggest specification mistake buyers make in this area?
Specifying "non-wetting ceramic" or "contamination-free ceramic for casting" without defining the alloy, operating temperature, atmosphere, slag/flux exposure, and the specific contamination mechanism driving the specification. Without those five items, the material has been labeled but not selected — and the same specification can result in a BN coating being ordered for a job that needs a silicon nitride structural component, or a sialon rotor being ordered for a release application that only needed a BN coating.