Choosing a protection tube for molten aluminum temperature measurement looks straightforward until the next tube fails before the expected replacement interval. The questions that follow — was it thermal shock, melt chemistry, moisture at insertion, the wrong material class, or a sensor architecture mismatch — are harder to answer when the original specification only said "SiC tube." This article works through the decision systematically: what the tube is actually protecting, why nitride-bonded silicon carbide (NBSC) fits most molten-aluminum measurement duties, which failure symptoms are really operating errors rather than material shortcomings, when the duty has genuinely crossed into territory where silicon nitride or sialon is the stronger choice, and what the RFQ and operating instruction should specify before the next order is placed.
NBSC tubes are the practical choice for molten aluminum protection when the goal is to shield a thermocouple or metal support from thermal shock, corrosion, and non-ferrous melt contamination at a reasonable cost. They are usually selected as an upgrade from cast iron or lower-grade SiC, but they are not the universal best answer: when continuous direct immersion life, non-wetting behavior, and melt-line buildup control become the priority, silicon nitride or sialon becomes the stronger material class.

An NBSC protection tube in molten aluminum service is part of an instrumentation system — its job is to preserve stable thermocouple measurement while isolating the sensor from the melt environment.
The broader silicon carbide ceramic grades — SSiC, RBSC, NBSC, and their respective microstructures — are the material-science context that this protection-tube selection logic sits within.
What an NBSC tube is protecting in molten aluminum service
In molten aluminum service, the protection tube's job is not to protect the melt — it is to protect the temperature-measurement system. The thermocouple element, its inner sheath when present, and any metallic support hardware must be isolated from direct contact with the aluminum bath, from the chemistry of the melt and its surface dross, and from the mechanical and thermal stresses of repeated insertion and withdrawal. The tube must do all of that while still conducting heat efficiently enough that the thermocouple reads actual bath temperature rather than an averaged guess. Protection tube suppliers describe these assemblies as serving diecasting, melting, smelting, and holding-furnace environments where continuous aluminum temperature monitoring is critical, and the product literature consistently emphasizes that the tube is part of an instrumentation system, not simply a refractory component.
That functional framing changes what properties matter most. A protection tube that fails to conduct heat efficiently gives lagged, inaccurate readings. One that corrodes or wets allows melt to reach the sensor. One that cracks under thermal shock terminates the measurement event entirely. NBSC's combination of thermal conductivity, corrosion resistance, and mechanical toughness addresses all three failure paths at once.
Outer protection tube versus inner primary tube
Some thermocouple assemblies for molten aluminum service use a double-tube arrangement: an outer SiC-family protection tube that contacts the melt, and an inner primary tube — sometimes mullite or alumina — that provides additional isolation for the thermocouple element itself. This architecture is particularly common when noble-metal or specialty thermocouple types require a clean, non-contaminating inner environment. In those assemblies, specifying only the outer tube without considering the inner primary tube architecture leaves a significant gap in the protection system.
Why temperature response and protection must be balanced
A protection tube that isolates perfectly but conducts poorly gives slow, lagged readings that misrepresent the actual aluminum bath temperature. The thermal conductivity of NBSC — higher than oxide ceramics such as alumina or mullite — is part of why SiC-family protection tubes are repeatedly described as responsive in the application literature. The protection benefit and the response benefit come from the same material properties, which is why the tube-material selection affects measurement quality as directly as it affects tube life.
Why NBSC is used for molten aluminum protection
NBSC is used for molten aluminum protection because it offers a combination of higher density than oxide-bonded SiC, better thermal shock behavior, better corrosion resistance against non-ferrous melts, and freedom from the iron pick-up that makes cast iron tubes a contamination risk. Saint-Gobain states directly that NB SiC tubes are economical and do not contaminate non-ferrous melts like cast iron tubes — a concise statement that explains why this material class occupies the upgrade tier between cast iron and advanced silicon nitride-based sheaths.
Published silicon carbide protection tubes comparisons describe nitride-bonded SiC as denser and less porous than oxide-bonded versions, with somewhat better thermal shock and corrosion resistance and roughly double the crushing strength of the oxide-bonded alternative. Those properties directly address the three most common failure modes in molten-aluminum protection service: thermal cycling damage, melt-chemistry attack, and mechanical wear from handling and insertion.
The commercial positioning that follows from those properties is precise: NBSC is an economical upgrade path where cast iron contamination, short service life, or thermal cycling are the driving problems. It is not positioned as the highest-performing material available for every molten-aluminum duty, and understanding that distinction is the starting point for every replacement decision.
Why replacing cast iron matters in non-ferrous melts
Cast iron protection tubes in molten aluminum furnaces carry a specific risk that ceramic tubes eliminate: iron dissolution into the aluminum melt. In aluminum alloys where iron content directly affects mechanical properties and casting quality, every cast iron tube that degrades or erodes introduces potential contamination. NBSC removes that contamination vector while improving thermal shock resistance and extending the service interval relative to cast iron.
Why density and porosity still matter in protection tubes
Lower porosity in the tube wall reduces the number of pathways through which molten aluminum or its vapor species can penetrate toward the sensor. Higher density generally correlates with better mechanical robustness and more uniform thermal conductivity. The distinction between oxide-bonded and nitride-bonded SiC in this application is essentially a density and microstructure distinction: the nitride bond phase produces a denser, tighter body than the oxide bond phase, which is why NBSC occupies the premium position within the bonded-SiC family for demanding non-ferrous service.
Which problems are being misdiagnosed as "need better NBSC"
Not every short service life means the application requires a better SiC grade. Some of the most common early-failure events are caused by operating and assembly errors that will repeat with any tube, including a higher-tier one. Identifying those errors before specifying a replacement avoids the expensive cycle of better material, same failure, same question.
The most commonly missed operating requirement is pre-drying. Protection-tube installation guidance is explicit that tubes must be dried above 100°C before immersion into molten aluminum — retained moisture can cause a sudden and dangerous failure on contact with the melt, damaging the tube, the sensor, and potentially the surrounding equipment in the same event. This is a procedural requirement that no material grade overcomes.
A second frequent misdiagnosis involves sensor architecture. When a noble-metal or specialty thermocouple is used without an inner primary tube, the outer protection tube is carrying both the structural and chemical isolation duties simultaneously. If the sensor design requires an inner primary tube and that tube is absent or incorrectly specified, the failure is architectural rather than material.
A third misdiagnosis is duty class mismatch. If the plant expects NBSC to behave like a silicon nitride or sialon sheath under continuous direct immersion with aggressive non-wetting requirements and dross resistance, the problem is not "needs better NBSC" — it is that the duty has moved into a different material performance envelope entirely.
The most important diagnostic question before any protection-tube reorder is: did this tube fail because of what it is made of, or because of how it was used?
When the decision flips from NBSC to silicon nitride or sialon
The decision to move from NBSC to silicon nitride or sialon is driven by service condition, not by the word "aluminum" alone. NBSC remains the right material class across a wide range of molten-aluminum measurement duties. The flip point arrives when the service specification starts asking for properties that NBSC does not provide as reliably: longer direct immersion life, stronger non-wetting behavior, and better resistance to dross buildup and melt-line adhesion.
AS Richards positions sialon for direct immersion in molten aluminum, with chemically inert and non-wetting behavior — a characterization that describes exactly the duty class that has moved beyond what NBSC delivers. Syalons similarly describes silicon nitride and sialon sheaths as capable of outperforming silicon carbide in aluminum-industry duties where those properties dominate the service requirement. That competitive positioning is honest and technically grounded: silicon nitride and sialon have fundamentally different surface chemistry with aluminum melts, which is why they do not wet or build up dross the way SiC-family ceramics can in sustained immersion.
The Selection Criteria Table and Application Boundary Snapshot below organize the decision logic into a directly usable reference:
Selection Criteria
| Criterion | Threshold / decision trigger | Decision direction |
|---|---|---|
| Non-ferrous melt contamination risk | If cast iron contamination or iron pick-up must be avoided | Move from cast iron to NBSC / SiC-family protection tubes |
| Tube density / porosity | If oxide-bonded SiC life is limited by lower density or higher porosity | Prefer NBSC over oxide-bonded SiC |
| Thermal cycling / shock frequency | If repeated insertion and thermal cycling are major service drivers | NBSC is usually the stronger choice within the bonded-SiC family |
| Continuous direct immersion + non-wetting required | If the process requires direct immersion with stronger non-wetting behavior and dross resistance | Escalate to silicon nitride or sialon |
| Sensor architecture complexity | If noble-metal thermocouples or added isolation are required | Specify inner primary tube requirements, not only outer NBSC tube |
Values indicative; verify with supplier-specific performance data and actual molten-aluminum duty conditions.
Application Boundary Snapshot
| Material route | Typical role | Best fit | Service boundary |
|---|---|---|---|
| Cast iron tube | Legacy protection for molten-aluminum measurement | Low-cost baseline | Can contaminate non-ferrous melts |
| NBSC tube | Economical upgraded protection tube | Good balance of corrosion resistance, shock resistance, and clean non-ferrous service | Not the top tier for the harshest direct-immersion / non-wetting duties |
| Silicon nitride / sialon sheath | Premium direct-immersion protection route | Longer-life aluminum handling, non-wetting behavior, melt-line resistance | Higher-tier route; justify by duty requirement |
Values indicative; verify with supplier-specific design records and plant operating practice.
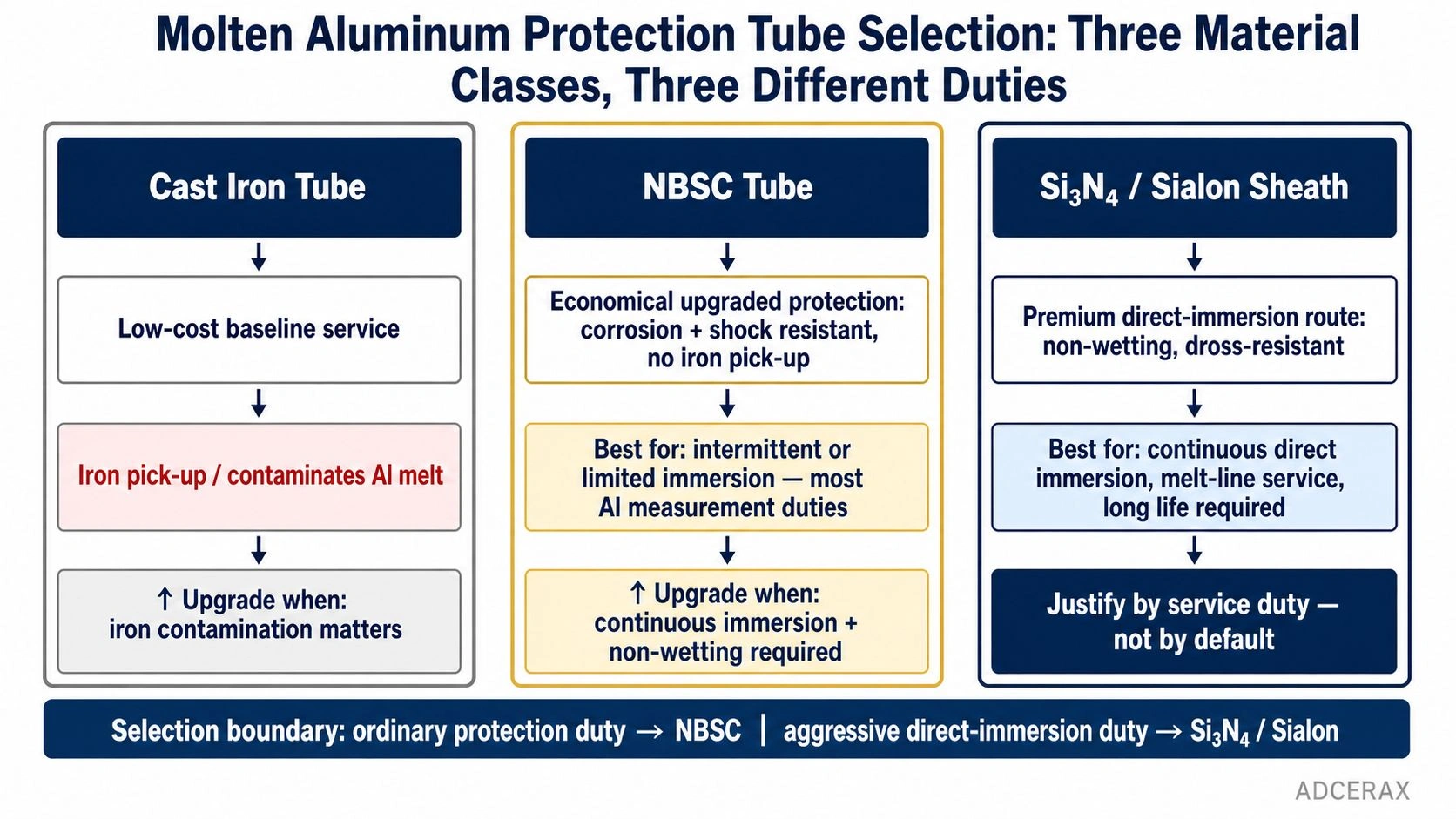
The selection boundary is not "aluminum vs no aluminum" — it is ordinary protection duty versus aggressive direct-immersion duty with non-wetting and dross-resistance requirements.
For teams comparing ceramic tube material options across alumina, mullite, SiC grades, and silicon nitride-family materials for molten-metal instrumentation, the duty-class framing described here applies across the whole tube family: material selection should match what the service is actually asking the tube to do.
When alumina is the wrong reference point
Some protection-tube decisions start from "it needs to be better than alumina" and stop there. Alumina's corrosion behavior in molten aluminum is different from SiC-family behavior, and the relevant comparison for NBSC is cast iron and oxide-bonded SiC — not alumina — for most aluminum-furnace instrumentation duties. Setting the correct reference material avoids specifying NBSC for duties where it is over-specified and overlooking it for duties where it is clearly better.
Why silicon nitride and sialon are not just "better SiC"
Silicon nitride and sialon sheaths behave differently from SiC-family tubes because they are compositionally and microstructurally different materials. Their non-wetting behavior in molten aluminum arises from their surface chemistry, not from a refinement of the bonded-SiC approach. That means the performance gap between NBSC and silicon nitride/sialon in direct-immersion service is not closed by optimizing the NBSC grade further — it requires a material-class change. Recognizing that distinction prevents the expensive intermediate step of trying multiple NBSC variants when the duty has already moved out of the SiC-family performance envelope.
What should go into the RFQ and operating specification
The RFQ for an NBSC protection tube in molten-aluminum service should specify more than tube material and dimensions. Before the order is placed, the specification should capture the immersion mode, the melt temperature range, the thermal-cycling frequency, the sensor architecture, and the chemistry compatibility requirement that actually describes the service the tube is entering.
The specification and operating checklist:
- Immersion mode — confirm whether service is intermittent or continuous immersion; this is the single most important variable for choosing between NBSC and silicon nitride/sialon.
- Melt temperature range — confirm the expected operating temperature at the tube wall; supplier temperature ratings are based on specific test conditions that may differ from the plant's atmosphere and cycle profile.
- Thermal-cycling frequency — state the expected number of insertions per shift or day; thermal shock resistance is a function of cycle count and delta-T, not only peak temperature.
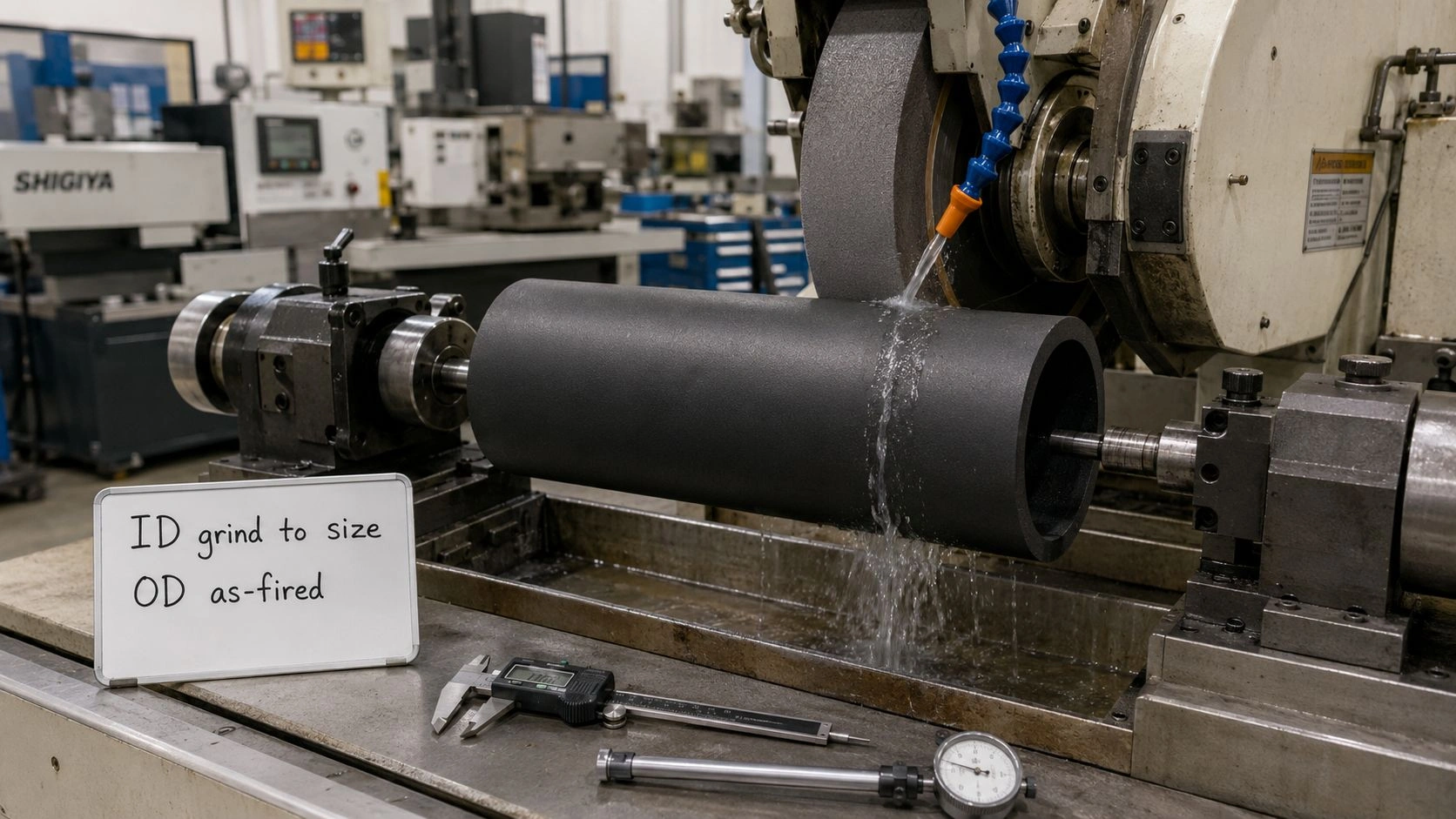
- Tube geometry — OD, ID, length, insertion depth, and mounting style (threaded, flanged, or slip-in); these define whether the tube can be supported correctly and whether the response time will be adequate.
- Iron pick-up requirement — confirm explicitly that NBSC is replacing a cast iron tube and that iron contamination must be avoided; this drives the material-class floor.
- Sensor architecture — confirm whether an inner primary tube is required, its material, and how it integrates with the outer protection tube.
- Pre-drying procedure — require explicit documentation that tubes will be dried above 100°C before any immersion into the aluminum melt; this is a safety and service-life requirement, not a formality.
- Compatibility confirmation — ask the supplier whether the specific NBSC grade has been characterized for the aluminum alloy chemistry in service, and whether any dross buildup or non-wetting requirements should trigger review of silicon nitride/sialon instead.
For broader context on metallurgical ceramic components — including thermocouple sheaths, immersion tubes, and structural ceramics for non-ferrous metal handling — the duty-class selection logic described here connects to the wider metallurgical-application family that NBSC tubes serve alongside other ceramic solutions.
Conclusion
NBSC tubes earn their place in molten aluminum protection by delivering thermal shock resistance, corrosion resistance, and freedom from iron pick-up at a cost that makes them a practical upgrade from cast iron for most aluminum-furnace instrumentation duties. The decision to move to silicon nitride or sialon is not driven by dissatisfaction with NBSC — it is driven by a change in the service condition, specifically when continuous direct immersion, non-wetting performance, and dross-line control become the dominant requirements. The specification should reflect that distinction from the first line.
Specifying NBSC protection tubes or evaluating whether silicon nitride or sialon is the right choice for your molten-aluminum measurement duty? Send the immersion mode, melt temperature, cycle frequency, current tube material and failure history, and thermocouple type. ADCERAX engineers return a material-fit assessment with tube grade recommendation, geometry guidance, and pre-drying and installation requirements for the confirmed duty; turnaround depends on inquiry complexity — no RFQ commitment required at this stage.
Frequently Asked Questions
Are NBSC tubes used to protect the melt or the thermocouple?
Primarily the thermocouple system. In molten aluminum service, the tube isolates the sensor element, its sheath, and any metallic support hardware from direct melt contact, melt chemistry, and thermal cycling while preserving stable temperature measurement. The melt does not need ceramic protection — the instrumentation system does.
Why replace cast iron with NBSC in molten aluminum service?
Cast iron tubes can dissolve iron into non-ferrous melts during service, introducing contamination that affects aluminum alloy chemistry and casting quality. NBSC does not carry that contamination risk and also offers better corrosion resistance and thermal shock behavior for the repeated insertion cycles typical of holding-furnace temperature monitoring.
Is NBSC always the best material for direct immersion in molten aluminum?
No. For continuous direct immersion with demanding non-wetting behavior and dross resistance requirements, silicon nitride or sialon sheaths are the stronger material class. Those materials have different surface chemistry with aluminum melts and do not wet or accumulate dross the same way SiC-family ceramics can in sustained immersion service. The selection boundary is ordinary protection duty versus aggressive direct-immersion duty.
Do all molten-aluminum thermocouple assemblies use only one tube?
Not always. Some assemblies use an outer SiC-family protection tube and an inner primary tube — often alumina or mullite — to provide additional isolation for the thermocouple element. This double-tube architecture is particularly common when noble-metal or specialty thermocouple types require a clean inner environment that cannot be assured by the outer tube alone.
What basic operating precaution is most often missed?
Pre-drying. Protection tubes must be dried above 100°C before any immersion into molten aluminum. Retained moisture can cause sudden, dangerous failure at the moment of contact with the melt. This applies to new tubes, returned tubes, and tubes stored in humid environments — and no tube material grade eliminates the risk of moisture-contact failure if the pre-drying step is skipped.