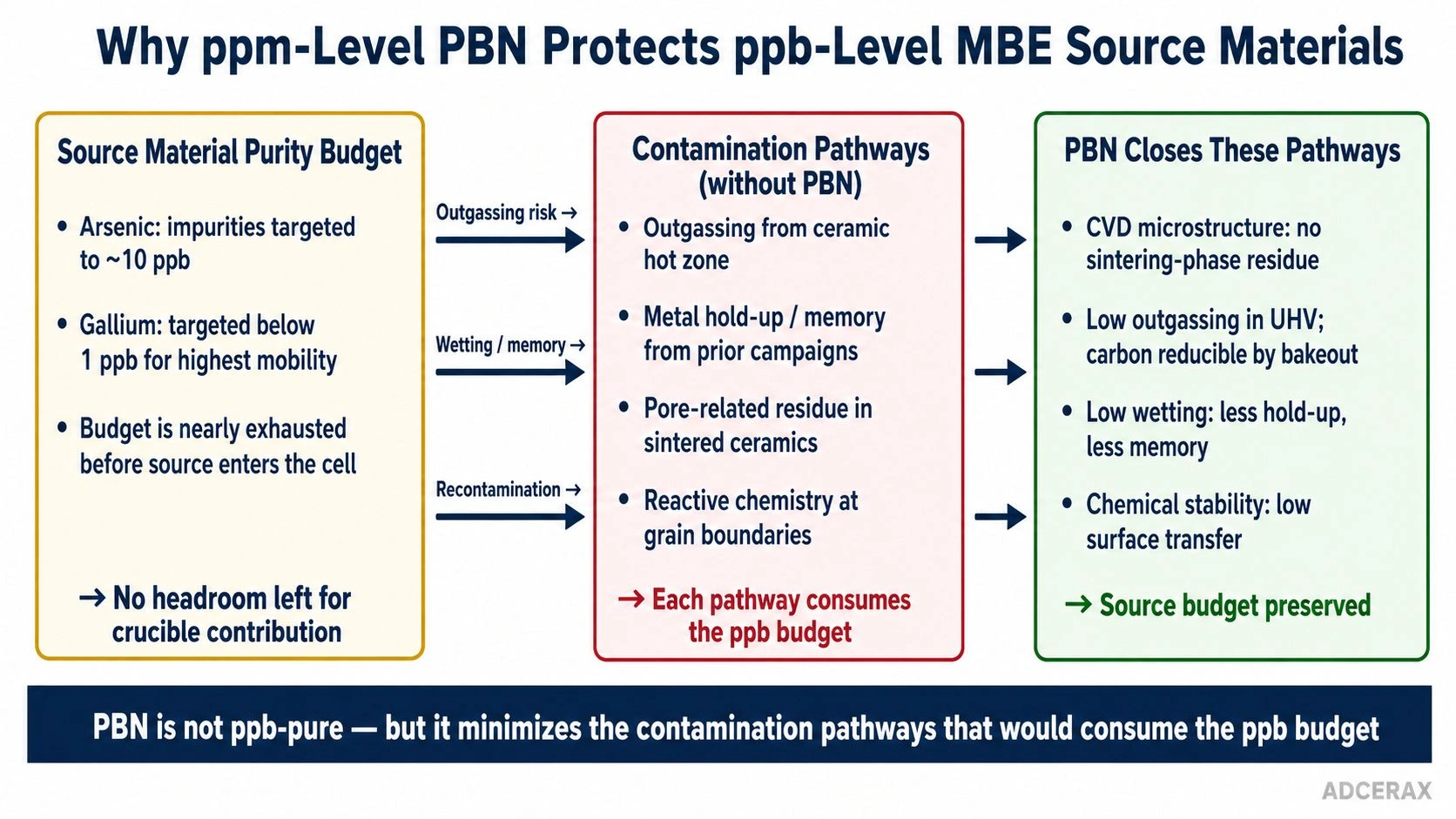
The conventional statement that PBN is a high-purity crucible material for MBE is correct but incomplete. It does not explain the decision — it only describes a property. The decision logic becomes clear when the other side of the equation is stated: source materials such as arsenic in high-performance MBE growth are being targeted at impurity distributions down to 10 ppb, and gallium purity for the most demanding high-mobility III–V heterostructures can require impurity concentrations below 1 ppb. Once a source charge is operating at that level of purity, the crucible's job is not only to survive the temperature — it is to avoid adding anything back. Outgassing, reactive wetting, memory effects from prior charges, and recontamination from the ceramic itself all become first-order contamination risks when the remaining impurity budget is in the single-digit ppb range. PBN addresses those risks more reliably than most alternatives, not because its bulk impurity number matches the ppb level of the source charge, but because it minimizes the pathways by which impurity transfer happens at all.
PBN is widely used in MBE effusion sources because source materials such as arsenic and gallium are already being qualified at impurity levels down to 10 ppb or below 1 ppb for the most demanding electronic-quality growth. At that point, the crucible must avoid adding recontamination, outgassing, memory effects, or wetting-related hold-up that would consume the remaining impurity budget. PBN reduces those contamination pathways through its CVD microstructure, low outgassing in UHV, chemical stability, and low wetting behavior — even though its own bulk metallic impurity content is typically expressed in ppm rather than ppb.

In MBE, the crucible is part of the purity control system — its contamination-pathway behavior determines whether the source charge's ppb-level budget is preserved or consumed.
The PBN crucibles used in MBE source cells sit at the intersection of semiconductor materials science and precision ceramic engineering, where low outgassing, low wetting, and CVD microstructure define fitness for service rather than nominal temperature rating.
What "ppb purity matters" actually means in MBE
The key correction is definitional: ppb purity in this context refers primarily to source-material purity, not to a claim that the crucible body itself is purified to ppb-level bulk impurity. Classic arsenic source characterization work for MBE states directly that the capabilities of MBE are best exploited when impurities are controlled down to 10 ppb, and that once such material emerges from processing, a primary vulnerability is recontamination. Gallium purity analysis for ultra-high-mobility GaAs/AlGaAs work makes the same point from the other direction: for the most demanding electronic structures, gallium impurity concentration may need to be driven below 1 ppb, and the MBE community has repeatedly identified gallium purity as a limiting factor in Hall mobility rather than a solved problem.
The practical meaning of those numbers for crucible selection is this: the source charge has used up almost its entire allowable impurity budget to reach the ppb level. Any contamination pathway the crucible introduces — volatile species, outgassing during bakeout, held-up residues from prior source campaigns, or direct chemical transfer from the ceramic surface — consumes a fraction of the remaining budget. The smaller the budget, the more visible that fraction becomes in the grown material.
Source purity as a budget, not a label
A source material specified at 7N or better still carries measurable impurities. The difference between a 7N lot and a 7N9 lot is not a formality — for the most demanding high-mobility applications, the impurity distribution that falls below 10 ppb is not the total impurity but a selected subset of the most electronically harmful species. That granularity means the crucible is not competing against a bulk number; it is competing against a species-specific contamination budget that may be in single digits of ppb for elements such as silicon, sulfur, or carbon.
Why recontamination becomes first-order after purification
The purification step is often the most expensive and schedule-critical step in source-material preparation. A gallium charge purified through fractional distillation or zone refinement carries processing costs and lead times that are not recoverable in the growth run. If the crucible reintroduces impurity through outgassing or surface transfer at a rate that is even 10% of the total budget, the purification investment is partially wasted. That is the economic and scientific logic behind treating the crucible as part of the purity system rather than neutral packaging.
Why PBN remains the accepted crucible material for many MBE sources
PBN is widely used for MBE effusion sources because it reduces the routes by which contamination can enter the system from the source side. Published MBE component guidance states this explicitly: PBN crucibles have become the accepted material for MBE growth because of high purity, chemical inertness, thermal stability, low outgassing, non-wetting characteristics, and long lifetime. The semiconductor-processing characterization literature places the typical PBN metallic impurity level below 10 ppm and confirms that PBN can be heated in ultra-high vacuum without significant decomposition — a requirement that is not automatically satisfied by every high-temperature ceramic.
The apparent mismatch between ppm-level bulk PBN impurity and ppb-level source budgets disappears when the comparison is made correctly. The relevant metric is not "bulk impurity in ceramic versus bulk impurity in charge" — it is "impurity transferred to charge per unit area per unit time." A PBN surface that is non-wetting, non-porous, and chemically inert toward the source element presents a transfer barrier far more effective than its bulk impurity number would suggest. The purity-budget decision matrix below illustrates why the ppm number is the wrong starting point for the comparison:
| Layer | What "purity" refers to | Typical magnitude from sources | Why it matters for the crucible decision |
|---|---|---|---|
| Source material | Impurity budget in the charge itself | Arsenic down to 10 ppb; gallium targeted below 1 ppb for most demanding work | This is the purity budget the crucible must avoid consuming |
| PBN bulk metallic impurity | Metallic impurities in the ceramic body | Usually <10 ppm in the primary PBN characterization study | Not directly comparable to source purity; the relevant variable is transfer rate, not bulk content |
| PBN carbon impurity | Principal nonmetal impurity in PBN | Often 50–250 ppm; reducible by UHV baking by roughly an order of magnitude | Matters because any species that outgasses during source use can contaminate the growth chamber |
| System decision variable | True performance variable | Transfer rate, outgassing, recontamination, wetting, memory effect | This is why PBN can still be the correct choice in a ppb-budget process |
The key engineering point is not that PBN bulk impurity numerically matches ppb-level source materials, but that PBN is selected because it minimizes available contamination pathways in a ppb-budget process.
The ppb purity race happens in the source charge — the crucible's job is to avoid consuming what remains of that budget through contamination pathways.
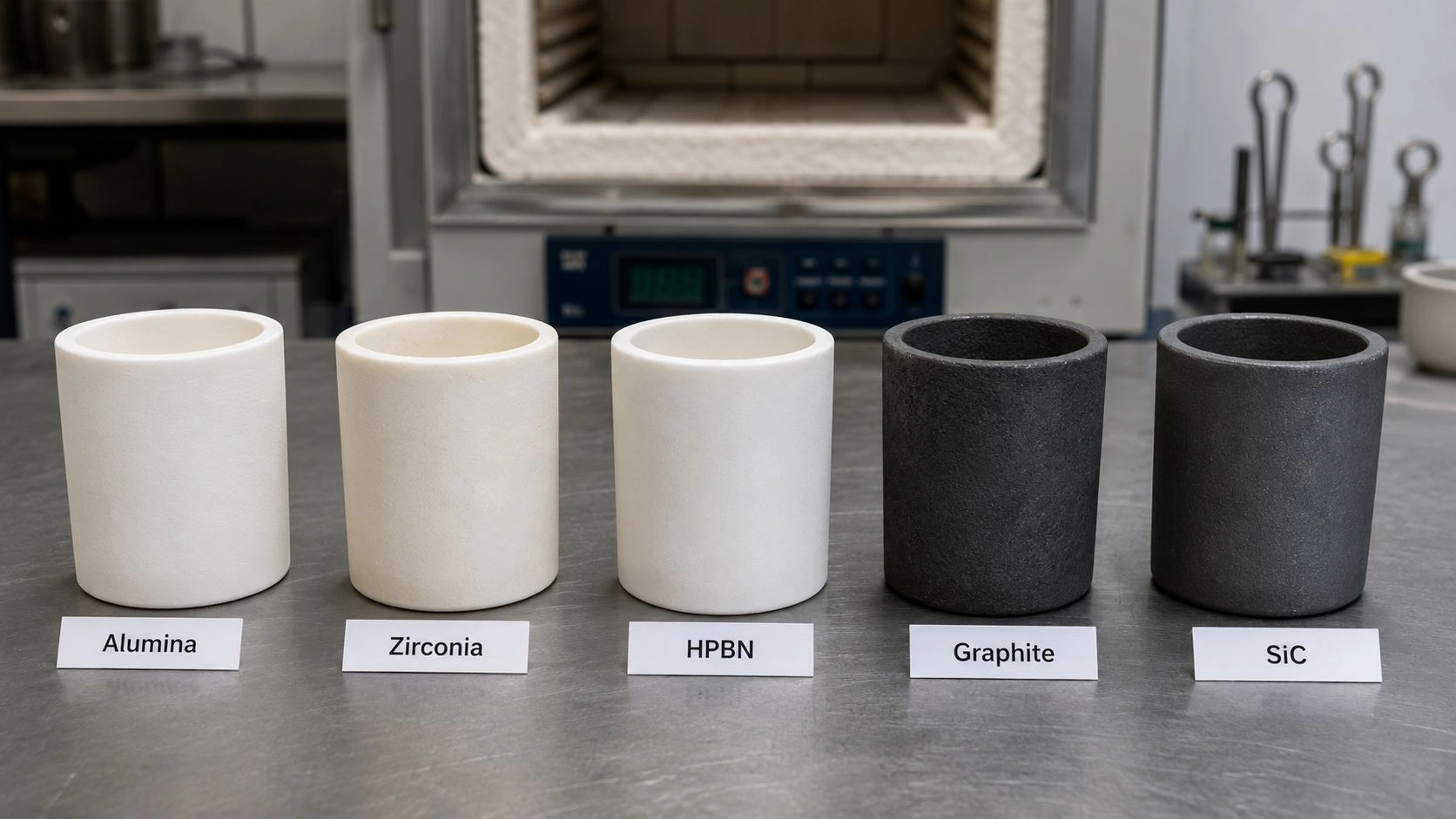
The broader boron nitride ceramic family — HPBN, PBN, and their respective manufacturing routes — maps directly onto this logic: the CVD route that defines PBN is not an aesthetic choice but the structural reason its contamination behavior differs from powder-sintered BN.
Accepted in MBE because it closes contamination pathways
MBE component guides describe PBN as the recommended material for the majority of metals and compounds within the approved temperature range. That recommendation is not based on PBN's nominal composition — it reflects accumulated experience with outgassing behavior, charge hold-up, memory effects, and long-term chemical stability in the UHV source environment.
Why ppm-level bulk impurity can still be compatible with ppb-level source budgets
The impurity budget argument only requires that PBN contribute less contamination per unit time than the budget allows — not that its bulk composition match the source-material purity level. A ceramic with 10 ppm bulk metallic impurity and a non-wetting, pore-free surface against a 1 ppb gallium charge is not inherently compromised. It becomes compromised only if the transfer pathway from ceramic to charge is active — which it generally is not in well-designed PBN with proper degassing.
Which contamination pathways PBN actually reduces
PBN reduces multiple contamination routes simultaneously, and each one matters independently for a ppb-budget source system.
Low outgassing in UHV. PBN's CVD microstructure and low carbon content — reducible further by UHV baking — mean the hot zone releases significantly less gas-phase contamination into the growth chamber and source environment during normal source operation. The primary PBN characterization study shows that carbon content can be lowered by roughly an order of magnitude under UHV bakeout. For sources where a charge is held at temperature for many hours, the integrated outgassing is a meaningful fraction of total contamination risk.
Low wetting and reduced hold-up. Many metals and compounds are non-wetting or poorly wetting on PBN surfaces. That property reduces the volume of retained material from a previous source campaign, which is one of the primary drivers of the source memory effect — the persistence of elemental species from a prior campaign in the next one. In high-purity source work, memory effects can invalidate nominally ppb-quality charges by introducing residues from a different chemistry.
CVD route versus powder-sintered contamination pathways. PBN is produced by chemical vapor deposition rather than pressing and sintering, and the literature specifically characterizes it as avoiding the unfavorable pores and sintering-related impurity features common to conventional sintered BN. Those pores and sintering-phase features create additional surface area for contamination retention, additional outgassing pathways, and less predictable interfacial chemistry between the ceramic and the source charge.
PBN is not simply a high-purity ceramic used in MBE because the datasheet number looks good. It is a low-transfer, low-outgassing interface between the source charge and the source hardware — and in a ppb-budget system, that difference is exactly the right property to specify.
Low outgassing and UHV compatibility
The requirement for UHV compatibility is not trivially satisfied. Many refractory ceramics that survive high temperature in air degas substantially in vacuum — releasing water, boron oxide, or metallic vapor that would contribute to background impurity in the growth system. PBN under UHV conditions at source-relevant temperatures does not show significant decomposition and has been specifically characterized for this application in the semiconductor-processing literature.
Low wetting and reduced memory effect
Source memory effects in MBE are a practical problem, particularly when the same effusion cell is used for multiple source campaigns or with varying purity lots. A surface that retains liquid metal or compound material between runs through wetting or capillary hold-up provides a direct contamination bridge between campaigns. PBN's low wetting for many common source materials reduces that bridge, though it does not eliminate it for all chemistries.
CVD route and the absence of sintering-phase contamination
Powder-sintered BN typically contains residual boron-oxide phases or sintering aids at grain boundaries that can contribute to outgassing and surface chemistry variability. PBN's CVD deposition produces a layered, anisotropic structure with grain boundaries defined by the deposition chemistry rather than by a separate sintering agent, which is why the contamination-pathway comparison between PBN and sintered BN does not reduce to a simple bulk-purity ratio.
When PBN is still not universal, even in MBE-related hardware
PBN's purity advantages are real and well-documented, but they do not make it the universal answer for every MBE hot-zone design. Two boundaries limit the claim.
The first is reactive chemistry. PBN can still interact with some highly reactive materials at elevated temperature. For ceramic crucible materials used in elemental or compound semiconductor work, the chemistry-compatibility check must accompany any purity recommendation — PBN's low-contamination-pathway behavior does not extend automatically to every element in the periodic table.
The second is source architecture. Some effusion cell designs are built around explicit exclusion of ceramic components from the hot zone for source-specific reasons. A silicon sublimation doping source, for example, is specifically built to include no ceramic parts in the hot zone because the silicon source chemistry and design require a different hardware approach. That is a direct and documented counterexample to the generalization that PBN is the accepted material for all MBE sources.
The source-routing table below separates the scenarios where PBN is favored from those that require additional verification or routing:
| Source scenario | Why PBN is favored | What to verify | Possible exception |
|---|---|---|---|
| Standard metal or compound effusion source in UHV | Low outgassing, low wetting, established MBE practice | Source temperature, bake/degas protocol, impurity certificate | Very reactive chemistry |
| Ultra-high-purity III–V source, ppb budget | Helps preserve a narrow recontamination budget | Source-charge purity certificate, crucible impurity and outgassing data | Source-specific memory effect |
| Dopant or special source design | May use PBN depending on cell architecture | Hot-zone design and effusion-cell vendor recommendation | Some designs deliberately exclude ceramics from hot zone |
| Reused source hardware | PBN helps but does not eliminate carryover risk | Cleaning protocol, requalification procedure, residue inspection | Prior-campaign contamination history |
Route by source chemistry and architecture first, then by generic PBN purity claims. Values indicative; verify with effusion-cell manufacturer and source-material supplier for the specific application.
What to specify before approving a PBN crucible for an MBE source
The specification for a PBN crucible in MBE source service has four sequential layers: source-material purity target, source chemistry, source architecture, and contamination-control protocol. Getting the sequence right matters — the purity target defines the budget; the chemistry defines the compatibility; the architecture defines whether PBN is even the right role; and the protocol defines whether the crucible will actually perform as expected.
Source-side definition (first)
- Define the purity target for the source material — not a nominal grade like "7N" but the specific impurity species and concentrations that matter for the device's electronic performance. This defines the budget the crucible must not consume.
- Confirm the source element or compound — arsenic, gallium, aluminum, indium, II–VI compounds, or dopant elements each have different wetting, reactivity, and memory-effect characteristics with PBN.
- Confirm the source architecture — whether the effusion cell manufacturer recommends PBN for this specific source type, and whether the cell design uses ceramic parts in the hot zone at all.
Crucible-side specification (second)
- PBN manufacturing route — CVD-grown PBN, not sintered BN labeled as high-purity. The distinction matters for porosity, grain-boundary phase, and outgassing behavior.
- Metallic impurity level — request the supplier's stated metallic impurity content and ask which elements are tested. For ppb-sensitive source work, the relevant impurity species are those that are electronically active in the grown material.
- Carbon content and bakeout behavior — ask for both the as-received carbon level and the expected carbon level after a standard UHV bakeout cycle at the planned source temperature. The primary characterization study shows this can be reduced by roughly an order of magnitude.
- Outgassing characterization — ask whether the supplier has any vacuum outgassing data at temperatures relevant to the source operation, not just the room-temperature or low-temperature datasheet.
- Known application boundaries — ask whether the supplier has identified source chemistries or temperature ranges where PBN is not recommended.
Contamination-control protocol (third)
- Define the bakeout and degassing procedure before first use with a new charge. PBN crucibles for MBE source use are typically baked in UHV at temperatures above the planned source operation temperature to reduce adsorbed species before the charge is loaded.
- Define the inspection and requalification procedure between source campaigns — particularly for high-purity sources where memory effects from prior campaigns must be characterized or eliminated.
- Define the rejection criterion for a used crucible — surface discoloration, visible residue, dimensional change, or a change in outgassing behavior after reloading may indicate that the crucible is consuming budget rather than protecting it.
For teams sourcing PBN crucibles alongside broader industrial ceramics for semiconductor and vacuum applications — including component hardware, susceptors, and structural parts in the growth system — the contamination-pathway logic described here for source crucibles applies across the hot-zone material family, not only to the source crucible itself.
Conclusion
The ppb purity argument for PBN crucibles in MBE is not a claim that the ceramic itself is ppb-pure. It is a claim that source materials already at ppb-level purity need a crucible that closes contamination pathways — outgassing, wetting, memory effects, and recontamination — rather than adding to the budget the source charge has almost exhausted. PBN earns its place in MBE effusion sources through its CVD microstructure, low outgassing in UHV, chemical stability, and low wetting characteristics, which together minimize transfer from ceramic to charge. The exceptions are real and matter: reactive chemistry and source architectures that deliberately exclude ceramics from the hot zone both require verification before PBN is specified. The correct specification sequence is: source purity budget first, source chemistry second, then crucible route and protocol.
Specifying PBN crucibles for MBE effusion cells or ultra-high-purity source hardware? Send the source element, planned temperature, purity target for the source charge, and any known contamination concerns from prior campaigns. ADCERAX engineers return a grade-fit assessment with outgassing and impurity documentation for the specific application, compatibility notes for the source chemistry, and a recommended degassing protocol; turnaround depends on inquiry complexity — no RFQ commitment required at this stage.
Frequently Asked Questions
Does "ppb purity matters" mean the PBN crucible itself must be ppb-pure?
No. In MBE, ppb purity primarily refers to the source-material impurity budget — how clean the arsenic, gallium, or compound charge needs to be to support high-performance growth. PBN matters because it helps avoid consuming that budget through outgassing, recontamination, wetting-related hold-up, or memory effects from prior campaigns. PBN's own bulk metallic impurity is typically below 10 ppm, which is not the same as ppb, but the relevant performance variable is not the bulk number — it is the rate of impurity transfer from the crucible into the charge.
Why is PBN usually preferred over ordinary sintered BN in MBE source use?
PBN is CVD-grown and is specifically characterized as avoiding the unfavorable pores and sintering-related impurity features common to powder-sintered BN. Those features create additional outgassing pathways, retention sites for contamination, and less predictable interfacial behavior with the source charge. PBN also supports heating in ultra-high vacuum without significant decomposition, and its carbon impurity content can be reduced by roughly an order of magnitude under UHV bakeout — properties that are not guaranteed in conventional sintered ceramics.
If the source material is already 7N or better, what else still needs attention?
The remaining contamination risk shifts to the crucible and system hardware. Recontamination after purification is a documented vulnerability, and it covers outgassing from the crucible during source operation, residues from prior source campaigns through memory effects, and transfer from the hot-zone hardware into the charge during loading and thermal cycling. PBN reduces all three pathways, but it does not eliminate them — proper bakeout, degassing protocol, and requalification between campaigns remain necessary even with PBN.
When should PBN not be used as the hot-zone material in an MBE source?
PBN should not be assumed universal. Some source architectures deliberately exclude ceramic components from the hot zone for source-design reasons — a silicon sublimation doping source, for example, uses no ceramic parts in the hot zone by design. Highly reactive chemistries may also require compatibility verification before PBN is approved. Route the decision by source chemistry and effusion-cell manufacturer recommendation before applying a generic PBN purity argument.