Choosing between SiC and alumina for ceramic heat exchanger tubes is a question that usually starts with a conductivity number and should end with an exchanger-level engineering decision. The conductivity number is large — SiC is not marginally more conductive than alumina; it is roughly four to five times more conductive in the commonly cited official datasets. But a large number on a datasheet is not by itself a design decision. The decision becomes clear only when the conductivity gap is mapped to what it actually changes in exchanger wall resistance, wall thickness, thermal cycling stability, and corrosion boundary. This article establishes the property difference, translates it into engineering consequences, identifies the duties where alumina remains sufficient, defines the conditions that make the switch to SiC unambiguous, and closes with the supplier data checklist that converts the analysis into an RFQ.
SiC tubes should replace alumina in heat exchangers when the design is limited by tube-wall heat resistance, aggressive chemistry, or repeated thermal cycling rather than by simple temperature capability alone. The reason is not a small property edge: common alumina grades are around 22.4–33.0 W/m·K at 20°C, while pressureless sintered SiC can be about 125.6 W/m·K at room temperature and is explicitly used in shell-and-tube exchanger tubes with thin walls for higher heat transfer.

SiC shell-and-tube heat exchangers combine high thermal conductivity, thin-wall precision, and corrosion resistance in a single tube — a combination that defines when the upgrade from alumina is warranted.
The silicon carbide tubes used in heat exchanger service — pressureless sintered SSiC grades in thin-wall, proof-tested configurations — sit at the high-performance end of the ceramic tube family that this comparison describes.
What is the core thermal difference between SiC and alumina in exchanger tubes
The core difference is not subtle. Pressureless sintered SiC is listed around 125.6 W/m·K at RT, while sampled alumina grades are about 22.4–33.0 W/m·K at 20°C. At elevated temperature, sintered SiC still delivers approximately 102.6 W/m·K at 200°C and about 77.5 W/m·K at 400°C in official grade datasets. That means even at process temperatures, SiC carries heat through the wall at roughly three to four times the rate of common alumina grades — a ratio that does not disappear at service conditions the way some property gaps do.
The second difference is expansion. Sampled alumina data shows a coefficient of thermal expansion around 8.2 × 10⁻⁶/°C, while the SiC dataset shows approximately 4.02 × 10⁻⁶/°C. A material that is both more conductive and less expansive in the same official comparison is not a subtle technical upgrade. Lower thermal expansion means smaller temperature gradients generate smaller mechanical stresses, which directly affects how thin the wall can be made and how many thermal cycles the tube can survive.
The Quick Property Table below organizes the core comparison:
| Property | SiC tube (pressureless sintered) | Alumina tube (common grades) | Decision implication |
|---|---|---|---|
| Thermal conductivity at ~20°C | ~125.6 W/m·K | ~22.4–33.0 W/m·K | SiC starts with a large wall-conduction advantage |
| Thermal conductivity at elevated temperature | ~77.5 W/m·K at 400°C | Temperature-matched curve not confirmed in sampled sources | Request temperature-matched data before finalizing design |
| Coefficient of thermal expansion | ~4.02 × 10⁻⁶/°C | ~8.2 × 10⁻⁶/°C | SiC shows lower thermal strain in sampled official data |
| Heat-exchanger-specific positioning | Explicitly marketed for shell-and-tube with thin walls; proof-tested to 165–186 bar | Positioned as general tube material; not a dedicated shell-and-tube exchanger product in sampled sources | SiC is the clearer exchanger-specific route |
Values indicative; verify with temperature-matched supplier data and final tube geometry.
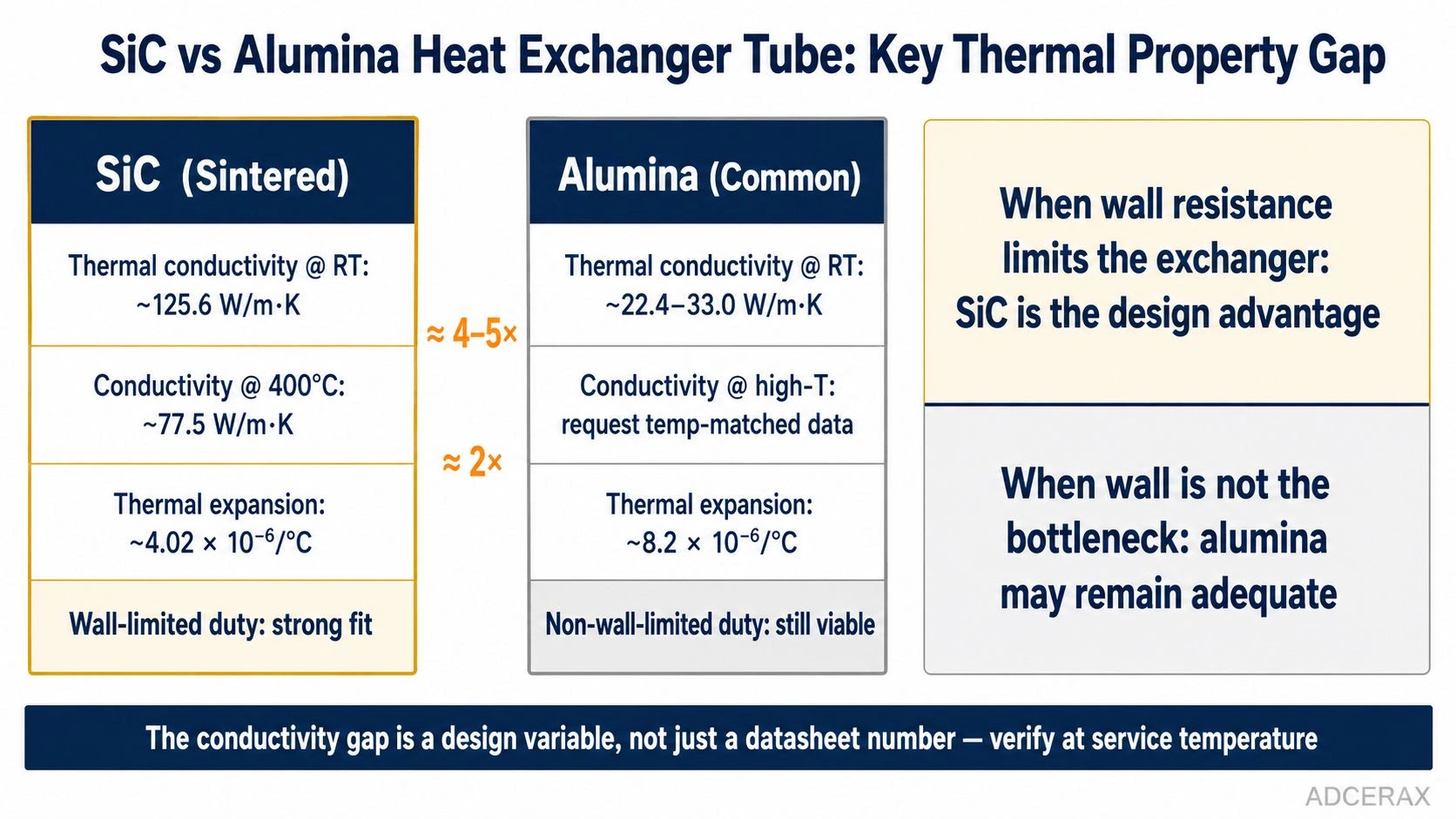
The conductivity gap between SiC and alumina is large enough at both room temperature and service conditions to change wall-thickness design — not just to improve a datasheet comparison.
The broader alumina ceramic tubes family provides the procurement context for the alumina side of this comparison — grades, geometries, and service limits for industrial tube applications.
Why room-temperature property gaps still matter in hot service
Some material comparisons look decisive at room temperature and become marginal at service conditions. The SiC-alumina conductivity gap does not reverse this way in the sampled official data. SiC's conductivity advantage over alumina at elevated process temperatures remains large enough to be a real design variable, not just a favorable data point. Engineers specifying ceramic exchanger tubes should still request temperature-matched values, but the gap is unlikely to close fully in the 200–400°C range typical of many specialty-chemical process duties.
Conductivity and expansion must be read together, not separately
A tube material that transfers heat efficiently but expands substantially under temperature gradients limits how thin the wall can be made and how fast the tube can be cycled. SiC's combination of high conductivity with low expansion is the reason thin-wall exchanger tube products exist in this material class. Alumina's higher expansion coefficient means that achieving the same thin-wall geometry requires more careful thermal management to avoid gradient-induced failure, which is part of why dedicated shell-and-tube exchanger tube products are not a common alumina positioning in the sampled official source set.
When does the conductivity gap actually change heat exchanger design
Shell-and-tube SiC tubes are explicitly sold as thin-wall, proof-tested heat exchanger components, not just generic ceramic tubes. That positioning distinction is engineering, not marketing: proof testing every tube to 165–186 bar before delivery is a design statement about what the tube is expected to do in service. The wall can be made thin enough to matter thermally, and the product is qualified to operate under exchanger pressure conditions rather than only in low-pressure process tubing service.
The conductivity gap becomes a real exchanger-design variable when the design is constrained by one or more of the following conditions:
- Wall thermal resistance is in the same order of magnitude as the process-side or shell-side film resistance — meaning thinner or more conductive walls would actually increase the overall heat transfer coefficient, not disappear into dominant film-side resistance.
- Wall thickness must be minimized to meet heat transfer targets without increasing tube count or tube length — where SiC's conductivity allows thinner walls while maintaining mechanical reliability that alumina cannot match at the same thickness.
- Thermal cycling frequency or severity creates differential thermal stress concerns — where SiC's lower CTE reduces the magnitude of those stresses compared to alumina at the same gradient.
- Chemistry is aggressive enough that corrosion allowance would require alumina wall thickness that offsets the thermal advantage — where SiC's better corrosion resistance removes that constraint.
- Fouling tolerance or maintenance interval is a priority — where the thinner, smoother, more chemically inert SiC surface may reduce deposit adhesion compared to more porous alumina.
When none of those conditions applies, the conductivity advantage may not change the design outcome enough to justify the material switch.
Thin walls are a heat-transfer story, not only a fabrication story
A thin-walled ceramic tube is not just a fabrication achievement. It is a thermal design achievement: the thinner the wall, the lower the wall thermal resistance term in the overall heat transfer coefficient. For alumina at the conductivity levels in the sampled data, achieving the same wall resistance as a thin-wall SiC tube requires either a thinner wall — which may not be mechanically feasible at the target pressure rating — or accepting lower performance. That structural design constraint is the engineering reason behind SiC's heat exchanger positioning, not simply the fact that SiC has a large conductivity number.
The real threshold is wall-limited duty, not just high temperature
A high-temperature ceramic tube application is not automatically a wall-limited heat exchanger application. If the tube is in a process where external film resistance dominates the overall thermal circuit, or where chemistry is manageable by either material, the conductivity gap may not produce a meaningfully better design in SiC. The threshold that matters is whether the wall resistance term is large enough to constrain the overall heat transfer coefficient — and whether reducing it through material choice would change the exchanger's size, performance, or service life.
Which duties are being over-specified when SiC is chosen but alumina would still be acceptable
SiC is easy to over-specify when the buyer focuses on conductivity in isolation and overlooks the duty structure. Alumina may still be acceptable when the exchanger is not wall-limited, the process chemistry is manageable with standard ceramic grades, thermal cycling is modest, and the required heat-transfer target is achievable at normal tube counts and lengths without needing minimum wall thickness.
Standard alumina tube positioning in ceramic-tube supplier catalogs covers a wide range of industrial process tubing — thermocouple protection, high-temperature gas service, moderate-chemistry process containment, and precision metrology applications. That breadth reflects real application value. Alumina remains a competent engineering ceramic in the general tube-duty sense, and the over-specification error occurs when a buyer imports shell-and-tube exchanger logic into a duty that is really closer to general process tubing.
If the exchanger's bottleneck is external film resistance, system-side fouling, or cost per tube rather than wall conduction, choosing SiC because its conductivity is larger does not improve the exchanger — it only increases cost.
Alumina can still be the rational answer in non-wall-limited duty
In heat exchanger applications where duty temperatures are moderate, chemistry is not highly aggressive, thermal cycling is gentle, and the process-side and shell-side film resistances dominate the thermal circuit, alumina may deliver adequate performance at lower cost and with broader fabrication availability. The specification decision should flow from the thermal circuit analysis, not from the conductivity table alone.
Stronger material data does not automatically mean higher process value
A material with higher conductivity, lower expansion, and better corrosion resistance will not always outperform a simpler material in every application context. If the alumina tube meets the thermal, mechanical, and chemical requirements for the duty with adequate service life, the process engineer's job is to specify the more economical solution — not the technically superior one. SiC earns its specification when the duty is demanding enough that alumina cannot meet the full combination of requirements.
When does the decision clearly flip to SiC for heat exchangers
The decision clearly flips to SiC when the exchanger tube must simultaneously deliver high heat transfer, survive aggressive chemical environments, tolerate repeated thermal cycling, and remain reliable at thin-wall dimensions. That is the exact bundle of properties that official SiC shell-and-tube heat exchanger documentation describes: high thermal conductivity, universal corrosion resistance in specialty chemicals, low thermal expansion, proof-tested thin-wall tube construction, and long service life.
The corrosion comparison in the same official source set reinforces the multi-variable nature of the decision: direct corrosion-test comparisons between 99% alumina and sintered SiC in aggressive process chemicals — including sulfuric acid, hydrochloric acid, and hot caustic environments — show substantially higher weight loss for alumina. That result is relevant for heat exchanger selection because it means that in aggressive chemistry, alumina may require a larger corrosion allowance — meaning a thicker wall — which offsets the conductivity advantage SiC would already have at equivalent wall thickness. SiC removes that trade-off.
The Decision Threshold Table converts this analysis into a selection guide:
| If the process needs… | Prefer | Why |
|---|---|---|
| Maximum exchanger heat density with ceramic tubes | SiC | High conductivity + thin-wall tube positioning + low expansion |
| General ceramic tubing where wall resistance is not the main bottleneck | Alumina may remain acceptable | Lower cost and established tube route can be enough when duty is not wall-limited |
| Severe corrosive chemistry plus heat transfer plus cycling | SiC | Official exchanger positioning ties SiC to aggressive chemicals, thermal cycling, and thin-wall performance |
| Selection based on one room-temperature number only | Neither yet | Require temperature-matched conductivity, corrosion, wall thickness, and proof-test data first |
Values indicative; verify per final chemistry, pressure, and thermal duty.
For teams evaluating ceramic tube material options across SiC, alumina, mullite, and other grades for high-temperature or corrosive process service, the wall-limited duty threshold described here provides the selection logic that governs where SiC earns the specification over lower-conductivity alternatives.
High conductivity alone is not the whole reason SiC wins
If conductivity were the only differentiator, SiC would still need to be evaluated against alumina on corrosion, thermal strain, and pressure rating before the selection was complete. The reason SiC wins clearly in demanding heat exchanger duty is that it improves the full exchanger problem — not just the wall resistance term. Lower expansion means better cycling stability; better corrosion resistance means no corrosion-allowance thickness penalty; thin-wall proof-tested tube products mean a fabrication path exists for the geometry the thermal design needs.
The real flip point is multi-variable, not single-property
Engineers who evaluate only conductivity may under-specify SiC (missing corrosion and cycling benefits) or over-specify it (failing to check whether wall resistance actually constrains their design). The selection should be driven by a complete multi-variable assessment: thermal, chemical, mechanical, and economic. When the complete assessment points to SiC, the decision is defensible. When it points to alumina, the simpler route is the correct choice.
What should go into the RFQ and supplier verification package
Before specifying either SiC or alumina for ceramic heat exchanger tube duty, the specification needs to confirm the design basis rather than the material name alone. An RFQ that says only "SiC tube" or "alumina tube" without the supporting data will not produce a verified tube design.
The specification and verification checklist for industrial ceramic components in heat exchanger tube service:
- Temperature-matched thermal conductivity — request values at the planned service temperature, not only room-temperature data; the gap between SiC and alumina narrows at elevated temperature but remains large.
- Coefficient of thermal expansion — request the value for the specific grade; expansion governs maximum wall thickness for a given temperature gradient and cycling frequency.
- Allowable wall thickness range — confirm the minimum wall thickness available for the planned tube OD and the strength/pressure rating at that thickness.
- Maximum design pressure or proof-test basis — for exchanger-grade SiC tubes, request whether every tube is hydrostatically tested and to what pressure; this is a standard item in the sampled official SiC heat-exchanger tube literature.
- Corrosion compatibility for the specific chemistry — request test data or compatibility reference for the actual process fluid at service temperature, not generic "corrosion resistant" claims.
- Thermal cycling qualification — ask whether the tube grade has been characterized for the planned temperature swing rate and cycle count.
- Fouling or surface-roughness data — for duties where deposit adhesion matters, request surface roughness values for the tube bore.
- Alumina grade specification — if alumina is under consideration, confirm the specific grade and purity; the sampled official data shows a meaningful spread in conductivity across common alumina compositions.
If the supplier discussion stops at room-temperature conductivity alone, the exchanger is not yet being specified on the variables that actually determine performance in service.
Conclusion
The conductivity advantage of SiC over alumina in heat exchanger tube service is large — roughly four to five times in the official datasets — and the advantage extends to thermal expansion, corrosion resistance, and a dedicated exchanger product form with thin walls and proof-tested pressure ratings. That combination makes SiC the stronger choice when the duty is genuinely wall-limited and chemically demanding. For duties where wall resistance does not constrain performance and chemistry is manageable, alumina remains a rational and more economical choice. The specification decision should be driven by the thermal circuit analysis and full duty assessment — not by the conductivity number alone.
Evaluating SiC or alumina tube materials for a ceramic heat exchanger application? Send the process chemistry, temperature profile, required heat transfer coefficient, wall-thickness target, thermal cycling frequency, and any corrosion data from the current tube design. ADCERAX engineers return a material-fit assessment with grade recommendation, conductivity and expansion data at service conditions, and wall-thickness guidance for the confirmed duty; turnaround depends on inquiry complexity — no RFQ commitment required at this stage.
Frequently Asked Questions
Is thermal conductivity the only reason to choose SiC over alumina for heat exchangers?
No. In official source data, the case for SiC in heat exchanger service is multi-variable: higher conductivity, lower coefficient of thermal expansion, better resistance to aggressive process chemicals including strong acids and caustics, and a dedicated thin-wall proof-tested exchanger tube product form. Conductivity is the most visible difference, but it is the combination of these properties that makes SiC the correct specification when duty is demanding.
How much larger is the conductivity gap at room temperature?
Based on official grade datasets, common alumina grades are around 22.4–33.0 W/m·K, while pressureless sintered SiC is approximately 125.6 W/m·K at room temperature. That is a factor of roughly four to five, which is large enough to change wall-resistance calculations even at elevated service temperatures where SiC conductivity drops but alumina conductivity does not fully close the gap.
Can alumina still work as a ceramic tube material in process heat exchange?
Yes. Alumina remains a mainstream ceramic tube material across many industrial applications, and it is positioned in supplier catalogs as a standard general-purpose tube for high-temperature and moderate-chemistry service. The question is not whether alumina can function as a tube, but whether the specific heat exchanger duty is demanding enough in heat transfer density, chemistry, and cycling that the SiC upgrade changes the design outcome.
What is the biggest mistake buyers make when comparing SiC and alumina for heat exchangers?
Comparing only room-temperature thermal conductivity. A complete heat exchanger tube specification also needs temperature-matched conductivity at service conditions, thermal expansion data, minimum wall thickness capability and pressure rating, corrosion compatibility data for the specific process fluid at temperature, and proof-test basis for exchanger-grade tubes. Stopping at a single room-temperature number leaves most of the material selection decision unresolved.
When does the decision clearly move to SiC?
When the tube must simultaneously deliver high heat transfer density through a thin wall, survive aggressive chemistry without excessive corrosion allowance, and tolerate repeated thermal cycling without fatigue accumulation. That is precisely the combination of requirements that official SiC shell-and-tube heat exchanger tube documentation describes as the design basis for sintered SiC exchanger tubes — and it is the combination that alumina typically cannot match at the same wall thickness and pressure rating.