The maximum temperature of a BN crucible is not one number. For hot-pressed BN, sampled supplier data cluster around about 850–900°C in air and about 1800–1850°C in vacuum or inert gas. For pyrolytic BN (PBN), sampled current sources put air service around 1000°C and inert or vacuum service anywhere from about 1700°C to 2300–2400°C, depending on whether the source is rating a material, a shape, or a specific product geometry.
This qualified range is the most accurate first answer to the question. Understanding why the answer splits this way — and how to write the correct limit into a specification — requires knowing what BN route, what atmosphere, and what supplier qualification basis applies to the specific application.
The same BN crucible route reaches very different temperature ceilings depending on whether the atmosphere is air, inert gas, or vacuum — atmosphere is usually the most important single variable before route differences even enter the discussion.
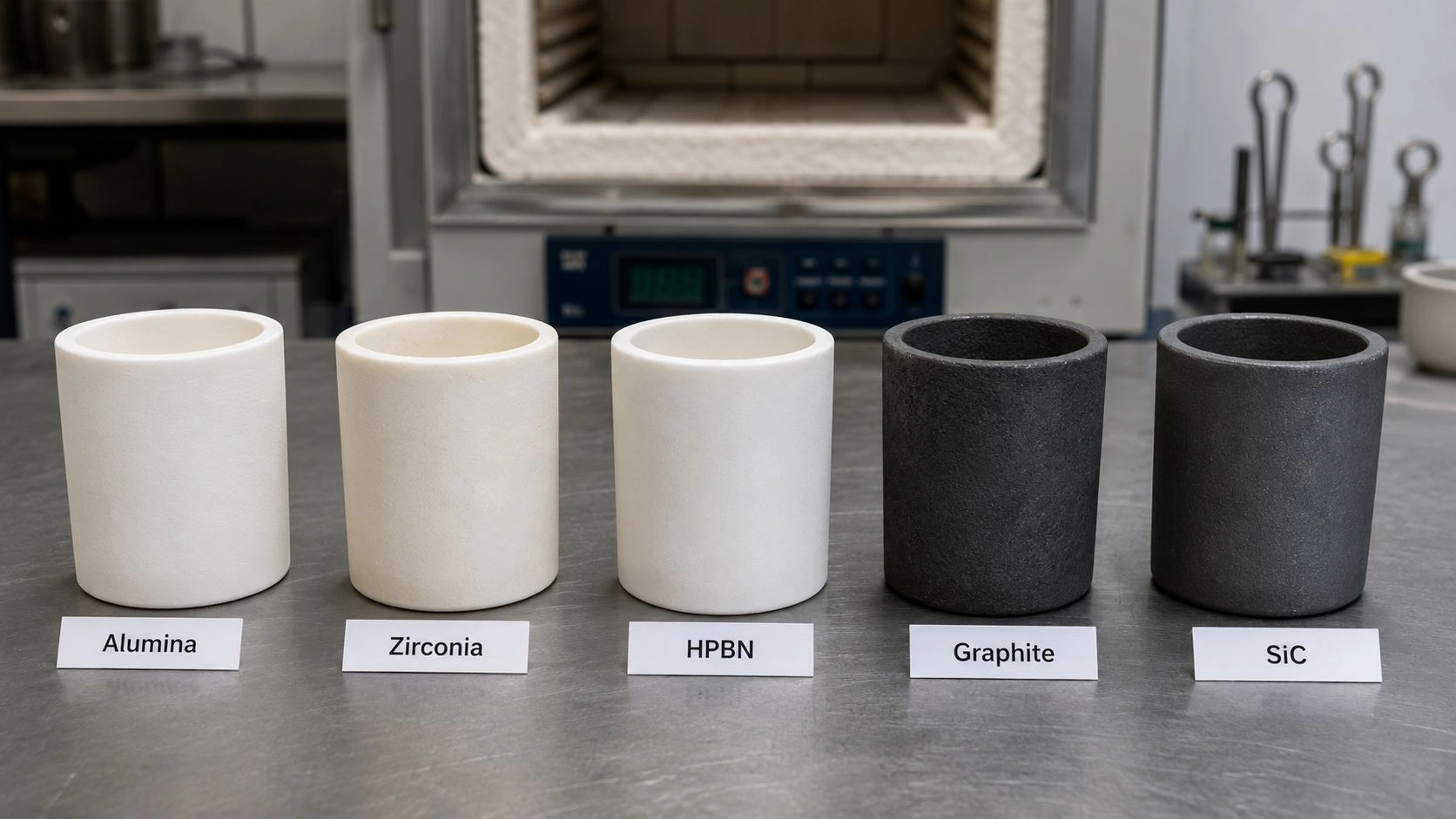
The full range of boron nitride crucibles — from standard hot-pressed HPBN to fully dense PBN — defines the two route families that this temperature guide separates.
Why there is no single maximum temperature for a BN crucible
There is no single maximum temperature for a BN crucible because the phrase "BN crucible" contains at least three separate variables: the BN manufacturing route, the service atmosphere, and the type of number the supplier is publishing. Each of these can change the practical answer by hundreds or even more than a thousand degrees.
First, hot-pressed BN and pyrolytic BN are not the same material route. At least one published hot-pressed BN grade is described as suitable for service over 1000°C in inert or vacuum atmospheres without specifying a sharper maximum — while a PBN material page from a leading PBN manufacturer gives a maximum service temperature of 2400°C in inert atmosphere for the same type of query. The two numbers are not describing the same route, so they are not contradictory — they are answering different questions.
Second, atmosphere changes the answer more than almost any other variable. BN oxidizes progressively in air, which is why air-service limits for both hot-pressed BN and PBN are dramatically lower than vacuum or inert-gas limits. A BN crucible that can operate safely at high temperature in argon or vacuum will fail at much lower temperature if exposed to air continuously at those same temperatures.
Third, some temperature ratings describe a material property ceiling, while others describe a product-form stability statement, and still others describe a conservative working-temperature recommendation for a finished crucible or liner. Those three types of numbers are not the same, and using the highest one in a specification without understanding which type it is creates a mismatch between the document and the real operating constraint.
Material limit, safe working limit, and product-specific proven limit are not interchangeable
A material's intrinsic high-temperature capability — the temperature at which it begins to degrade chemically or mechanically — is one number. The temperature at which a shaped product like a crucible can be used reliably in a production environment is usually more conservative. The temperature at which a specific geometry, wall thickness, and hold time has been validated in customer service is more conservative still. Suppliers publishing any of these three types of numbers are not giving wrong information — they are giving information at different levels of specificity.
Atmosphere is usually the biggest variable before geometry even enters the discussion
The practical difference between air service and inert/vacuum service for BN crucibles is large enough to dominate most specification discussions. An HPBN crucible operating in a well-controlled argon atmosphere is operating in a fundamentally different thermal regime from the same crucible exposed to air at elevated temperature. The atmosphere specification should appear in the RFQ before the temperature number, not after it.
What are the practical maximum temperatures for hot-pressed BN and PBN
Sampled current sources place hot-pressed BN around 900°C in air and 1800–1850°C in vacuum or inert gas — a consistent cluster across multiple sampled supplier pages that provides a reliable working answer for standard hot-pressed BN crucible specifications.
For PBN, the answer is wider and more supplier-sensitive. Sampled current sources span from about 1700°C for pBN product-form descriptions to 2300°C in ADCERAX's current PBN crucible and liner tables to 2400°C in Shin-Etsu's base PBN material specifications for inert atmosphere service. The right practical reading of that spread is not that suppliers disagree — it is that different product-form types, material-versus-product rating conventions, and grade qualification bases produce different numbers from the same general route family.
The Temperature-by-Atmosphere Matrix below organizes the usable ranges from the sampled current sources:
| BN route | Air | Vacuum / inert | Practical reading |
|---|---|---|---|
| Hot-pressed BN | ~850–900°C (sampled current supplier pages) | ~1800–1850°C; some grade descriptions say "over 1000°C in inert/vacuum" rather than a sharp maximum | Good baseline answer for standard BN crucible specs is ~900°C in air / ~1800–1850°C in vacuum or inert |
| PBN / pyrolytic BN | ~1000°C (sampled current product tables) | ~1700°C (pBN product-form) to ~2300°C (PBN crucible/liner tables) to ~2400°C (PBN base material, inert atmosphere) | The right answer is a supplier- and product-specific range, not one universal number |
Values indicative; verify against supplier-specific grade, product geometry, and operating qualification basis.
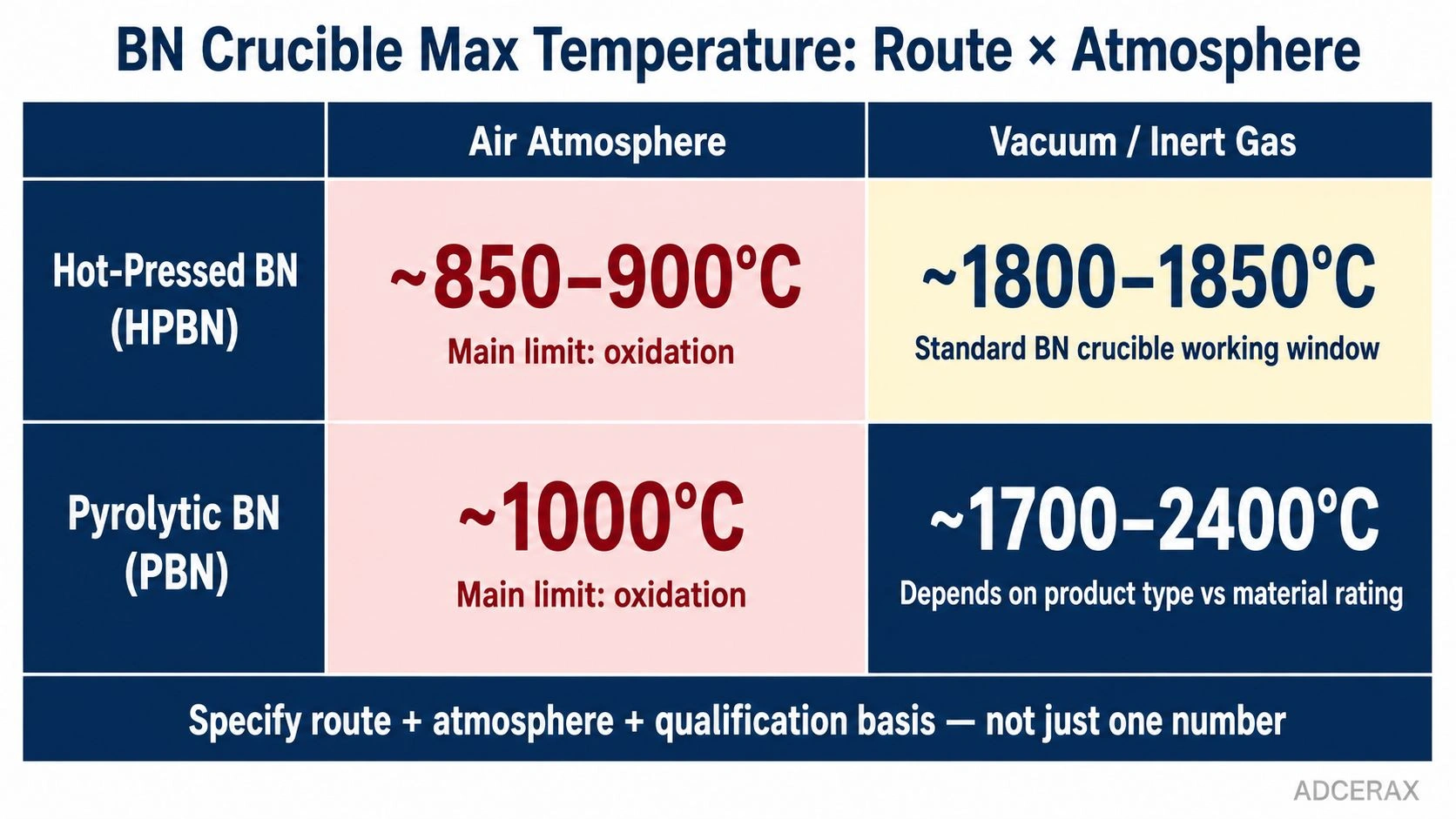
Hot-pressed BN and PBN separate sharply in both air and vacuum/inert service — the route selection and the atmosphere specification belong in the same sentence.
The boron nitride ceramic grades — including HPBN, binder-free high-purity grades, and PBN — each carry specific temperature ratings for air and vacuum/inert service that the Temperature-by-Atmosphere Matrix above summarizes from the sampled current data.
Hot-pressed BN has the tighter published window; PBN has the broader and more supplier-sensitive range
For most standard engineering applications, hot-pressed BN's window is defined well enough to write into a specification without extensive supplier negotiation. The 900°C in air / 1800–1850°C in vacuum window is consistent across multiple sampled current sources and provides a reliable conservative working basis.
PBN's broader published range reflects the reality that PBN is described at the material level, the product level, and the specific-application level by different sources. The spread from 1700°C to 2400°C in inert/vacuum is not a conflict — it is three different answers to three different levels of the same question.
When current sources disagree, the correct output is a range with conditions, not a precise single number
An engineer writing a BN crucible specification should not select the highest number available from any published source and insert it into the RFQ without qualification. The correct specification includes the route, the atmosphere, and the type of limit being invoked. The published temperature number becomes meaningful only when all three are named.
Which applications actually fit each temperature range
The lower air-service numbers reflect where oxidation resistance becomes the limiting factor. Hot-pressed BN at approximately 850–900°C in air is positioned in the sampled sources for molten-metal release service, laboratory crucible applications, and thermal processing steps where some air exposure is tolerable. PBN's somewhat higher air rating around 1000°C reflects the denser, more uniform microstructure that CVD deposition produces compared to the pressed and sintered hot-pressed route.
Once the application moves into vacuum, argon, or nitrogen, the picture changes substantially. The vacuum or inert zone from approximately 1600–1850°C for hot-pressed BN covers a wide range of high-purity molten-metal applications — precious-metal melting, vacuum induction work, and high-temperature melt handling where contamination control matters as much as temperature capability. The BN crucible is positioned in this zone not only for its temperature performance but for its non-wetting behavior, low outgassing in vacuum, and chemical inertness toward many molten metals.
PBN's higher inert/vacuum ceiling — from approximately 1700°C at the conservative product-form end to 2300–2400°C at the material level — covers crystal growth, metal evaporation, semiconductor processing, and ultra-clean high-vacuum containment where the pyrolytic deposition route's fully dense, high-purity microstructure matters alongside the temperature rating. PBN earns its price premium not just by having a bigger number but by combining that capability with the purity, density, and vacuum compatibility that demanding applications require.
Air-service ratings are oxidation-driven; vacuum and inert ratings are material-route-driven
This distinction is the key to reading temperature tables from different sources correctly. A low air rating is not a sign of a weak material — it is a sign of a ceramic that begins to oxidize progressively above a threshold temperature in the presence of oxygen. The same material's vacuum or inert ceiling reflects its fundamental thermal stability without the oxidation constraint.
PBN usually justifies itself when purity and vacuum compatibility matter, not only when a higher number is wanted
Specifying PBN solely to access a higher temperature number — without needing the purity, density, or vacuum compatibility that the pyrolytic route provides — is over-specification. PBN's advantages are most relevant in applications that need all of its properties together, not only its temperature ceiling.
What is the most common comparison mistake when people compare BN temperature ratings
Sampled current PBN sources span about 1700°C to 2400°C in inert/vacuum, depending on whether the source is product- or material-based. That spread explains almost all of the apparent "inconsistency" between different published BN temperature numbers — each number is accurate within its own reference frame, and the apparent contradiction disappears when the reference frame is identified.
The three comparison mistakes that appear most often:
Comparing a material-limit number to a product-working number. Shin-Etsu's 2400°C inert number appears on a PBN material-properties page. Momentive's 1700°C number appears on a pBN coating-and-shapes page. ADCERAX's 900°C air / 1850°C vacuum numbers appear in a BN crucible and liner product table. These are three different types of numbers, and treating them as competitive claims about the same specification misreads what each source is publishing.
Comparing hot-pressed BN to PBN without acknowledging the route difference. A hot-pressed BN solid and a CVD-deposited PBN body are manufactured differently, have different microstructures, and perform differently across multiple properties in addition to temperature. Comparing their temperature ceilings as if all other properties are equal produces an incomplete picture.
Using the highest number available rather than the most application-appropriate number. A buyer who selects the 2400°C PBN material ceiling and writes it into a hot-pressed BN crucible RFQ is writing the wrong number for the wrong route. A buyer who selects the lowest conservative working-temperature from a cautious supplier is potentially under-specifying a capable route. The correct number is the one that matches route, atmosphere, and qualification basis simultaneously.
The Decision Threshold Table below converts the route and atmosphere logic into a selection guide:
| If the requirement is… | Prefer | Why |
|---|---|---|
| Standard BN crucible for molten metal handling with air exposure possible | Hot-pressed BN with air rating acknowledged | Current sampled supplier pages cluster around ~850–900°C in air for hot-pressed BN |
| Vacuum or argon crucible with high-purity containment around 1600–1850°C | Hot-pressed BN or BN liner route | Current BN crucible and liner pages place hot-pressed BN comfortably in the vacuum/inert zone at these temperatures |
| Ultra-clean high-vacuum or semiconductor/crystal-growth crucible duty above standard BN range | PBN route | PBN material and product pages publish much higher inert/vacuum temperature ceilings and purity positioning |
| A single max-temperature number applicable to all BN crucibles | Reject the premise | The sampled current source set does not support one universal number |
Use-condition logic synthesized from sampled current sources; verify against actual grade, atmosphere, and qualification basis.
For teams comparing ceramic crucible material options across BN, alumina, zirconia, and PBN for high-temperature service — each material family carries its own atmosphere-dependent temperature window and should be compared at matched conditions rather than by headline ceiling.
A safe working number is often more useful than the biggest material number
The engineer writing a working specification for a crucible that will be used in a controlled laboratory or production environment is usually better served by a supplier's validated working-temperature recommendation than by the base material's absolute ceiling. The conservative number already incorporates geometry, wall thickness, thermal cycling, and safety margin in a way the material ceiling does not.
Route, atmosphere, and qualification basis explain most published-data disagreements
When a colleague asks why one supplier publishes 1700°C and another publishes 2400°C for what sounds like the same BN, the answer is almost always one of these three: different route (hot-pressed vs PBN), different atmosphere (air vs inert/vacuum), or different type of number (product limit vs material ceiling). None of the numbers needs to be wrong for all of them to be different.
What should go into the RFQ and operating specification
The specification for a BN crucible should resolve three variables before the temperature number appears: the BN route, the service atmosphere, and the type of limit being requested. Without those three, "max temperature required" is an incomplete specification that forces the supplier to guess which ceiling the buyer actually means.
The specification and operating checklist for ceramic labware components in BN crucible service:
- BN route — specify hot-pressed BN (HPBN) or PBN explicitly; do not accept "BN" as a route descriptor unless the grade is confirmed.
- Service atmosphere — state air, argon, nitrogen, vacuum, hydrogen, or reducing gas; this is the most important variable before the temperature number appears.
- Maximum wall temperature — state the planned peak temperature in the confirmed atmosphere; this is now the number that can be compared against the supplier's qualified working limit for that route in that atmosphere.
- Hold time — specify the dwell duration at peak temperature; a crucible rated to a temperature in a datasheet test may have different behavior under prolonged soak in service.
- Type of limit requested — state whether you need a material-property ceiling, a product-specific working limit, or a validated application-proven limit; the supplier can then provide the right number for the right purpose.
- Purity requirements — for PBN applications, confirm whether the purity specifications of the CVD-formed route are required alongside the temperature rating.
- Ramp rate and thermal cycling — state the heating and cooling rates; some temperature ratings are based on controlled ramp conditions that differ from rapid thermal cycling.
If the purchasing document asks only for "the max temperature of a BN crucible," the real operating boundary is still undefined. The complete specification names the route, the atmosphere, the peak temperature, and the type of limit — and then the supplier's published number becomes useful rather than ambiguous.
Conclusion
The maximum temperature of a BN crucible is a route-and-atmosphere answer, not a single number. For hot-pressed BN, the working consensus from sampled current sources is approximately 900°C in air and approximately 1800–1850°C in vacuum or inert gas. For PBN, the inert/vacuum range spans approximately 1700°C at the conservative product-form end to 2400°C at the base-material ceiling, with the spread explained by different product types and rating conventions rather than by supplier inconsistency. Writing the temperature limit into a specification correctly requires naming the route, the atmosphere, and the type of limit being invoked — in that order, before the number.
Specifying a BN crucible for a temperature-defined application? Send the BN route if known (HPBN or PBN), the service atmosphere, the required peak temperature and hold time, and any purity requirements. ADCERAX engineers return the confirmed temperature limit for the requested route and atmosphere, grade recommendation, and specification language for the RFQ; turnaround depends on inquiry complexity — no RFQ commitment required at this stage.
Frequently Asked Questions
What is the simplest usable answer for a standard BN crucible?
For a standard hot-pressed BN crucible, the safest working rule of thumb from sampled current supplier data is approximately 900°C in air and approximately 1800–1850°C in vacuum or inert gas. These numbers apply to HPBN grades in service-temperature use, not to the base PBN material ceiling or to coating-form temperature stability statements.
Why does PBN sometimes show 1700°C, 2300°C, and 2400°C in different published sources?
Because those numbers are not rating the same thing. Approximately 1700°C often appears in product-form stability descriptions for pBN coatings and shapes. Approximately 2300°C appears in ADCERAX's current PBN crucible and liner product tables. Approximately 2400°C appears in Shin-Etsu's base PBN material-properties specification for inert-atmosphere service. Each is accurate within its reference frame; the apparent inconsistency resolves when the reference frame is identified.
Is the air-service temperature always much lower than the vacuum or inert-gas temperature?
Yes — that pattern is the most consistent finding across sampled current BN crucible sources. Air exposure triggers oxidation that limits both hot-pressed BN and PBN to substantially lower temperatures than vacuum or inert-gas service. The magnitude of the difference — roughly 900°C in air versus 1800–1850°C in vacuum for hot-pressed BN — makes atmosphere the most important single variable in any BN temperature specification.
Should buyers use the highest published temperature number they can find for a BN crucible?
No. The better practice is to use the supplier's number that matches the actual route, atmosphere, hold time, and product form being specified. A high material-ceiling number like 2400°C from a base PBN materials page is not the correct working-temperature limit for a hot-pressed BN crucible, and using it in a specification for the wrong route creates a mismatch between the document and the real operating constraint.
When does PBN justify itself over hot-pressed BN?
PBN is most defensible when the application requires the combination of higher temperature capability, high purity, fully dense pyrolytic microstructure, and vacuum or inert-gas compatibility together — not simply when a larger temperature number is wanted. Crystal growth, metal evaporation, semiconductor source handling, and ultra-clean high-vacuum containment are the strongest PBN use cases. For applications where hot-pressed BN's ~900°C in air or ~1800–1850°C in vacuum window is adequate and where purity requirements are less stringent, PBN adds cost without proportional benefit.