Atmosphere, grade, and qualification basis — not a single decomposition threshold — determine the practical ceiling for hot-pressed BN and PBN at very high temperature
Engineers who look up "BN service temperature" will find numbers ranging from modestly above 1,000°C to 2,400°C, sometimes from the same manufacturer's product family. That spread is not a data-quality problem. It reflects four separate truths that are rarely connected in one place: air oxidation dominates the ceiling long before intrinsic decomposition becomes relevant; hot-pressed BN grades are not a single product family and do not share one limit; PBN is a different route entirely with a different high-temperature story; and the true decomposition boundary — where boron nitride dissociates into boron and nitrogen — sits closer to 2,500°C for PBN, not at 2,000°C. Getting these four truths into the right order changes how a material requirement should be written.
Above 2,000°C, BN service temperature is usually limited first by atmosphere and material route — not by a single decomposition threshold. In air, oxidation is already the dominant boundary hundreds of degrees earlier. In inert or vacuum conditions, some hot-pressed BN grades and most PBN routes can exceed 2,000°C, while peer-reviewed characterization literature and current supplier data place true decomposition or dissociation discussion for PBN closer to approximately 2,500°C.
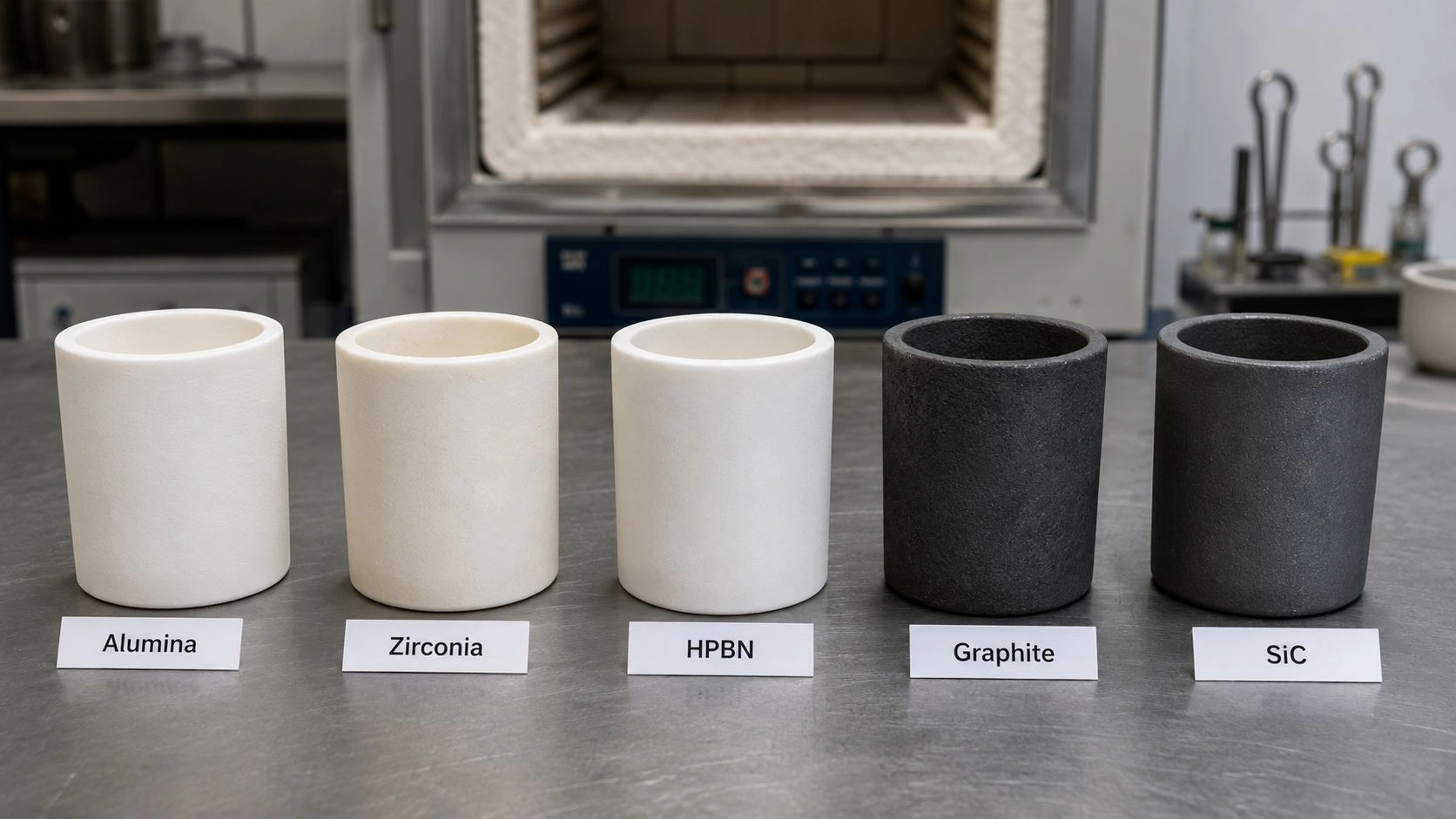
Hot-pressed BN (left) and PBN (right) represent different manufacturing routes with different high-temperature ceilings — the grade and route, not the shared "BN" name, determine which limit applies.
Does BN Really "Decompose Above 2000°C," or Is Something Else Usually the First Limit?
The common framing — "BN decomposes above 2000°C" — places the boundary in the wrong location for most real service conditions. Decomposition in the sense of dissociation into boron and nitrogen is a threshold documented in the PBN characterization literature closer to approximately 2,500°C, not at 2,000°C. What limits BN service in most real components well before that point is atmosphere. In air, the first boundary is oxidation, and it arrives far below 2,000°C. In inert or vacuum conditions, the relevant limit shifts to grade formulation, nitrogen dissociation rate, and product qualification basis. True decomposition is the last limit on the list, not the first.
A common first-reading of the title treats "decomposition" and "service limit" as the same concept. In practice they are two different engineering questions. Service limit is a product-level statement that includes route, grade, atmosphere, hold time, and qualification history. Decomposition temperature is a material-science statement about the thermodynamic stability of the crystal structure under a specific set of conditions. Reading one as the other produces a specification that asks the wrong question.
In air, oxidation usually limits BN service long before intrinsic decomposition
NASA's high-temperature oxidation study on monolithic BN establishes the mechanism clearly. Oxidation sensitivity depends on density, crystallinity, and orientation of the boron nitride microstructure, and trace water vapor in the gas stream can form volatile boron-oxide-bearing gaseous species that accelerate material loss. The practical consequence is that air-service numbers for BN — typically a few hundred degrees Celsius for sustained load-bearing duty in process equipment — are already governed by oxidation kinetics, not by proximity to any decomposition threshold. A part running in a leaky or impure inert atmosphere faces the same oxidation-first boundary as an air-service part, even if the label says "inert."
Above 2,000°C becomes a real question only after atmosphere control is already in place
The useful question about BN above 2,000°C only becomes meaningful once the atmosphere is genuinely clean — verified-dry argon or nitrogen, or a properly pumped vacuum system with no significant oxygen or moisture backfill. Under those conditions, the service limit shifts from oxidation to the second set of boundaries: grade formulation for hot-pressed BN, and nitrogen dissociation rate for PBN. The 2,000°C question is therefore an inert-service or vacuum-service question by definition. If the atmosphere has not been confirmed, the temperature target is secondary.
What Are the Practical High-Temperature Limits for Hot-Pressed BN and PBN?
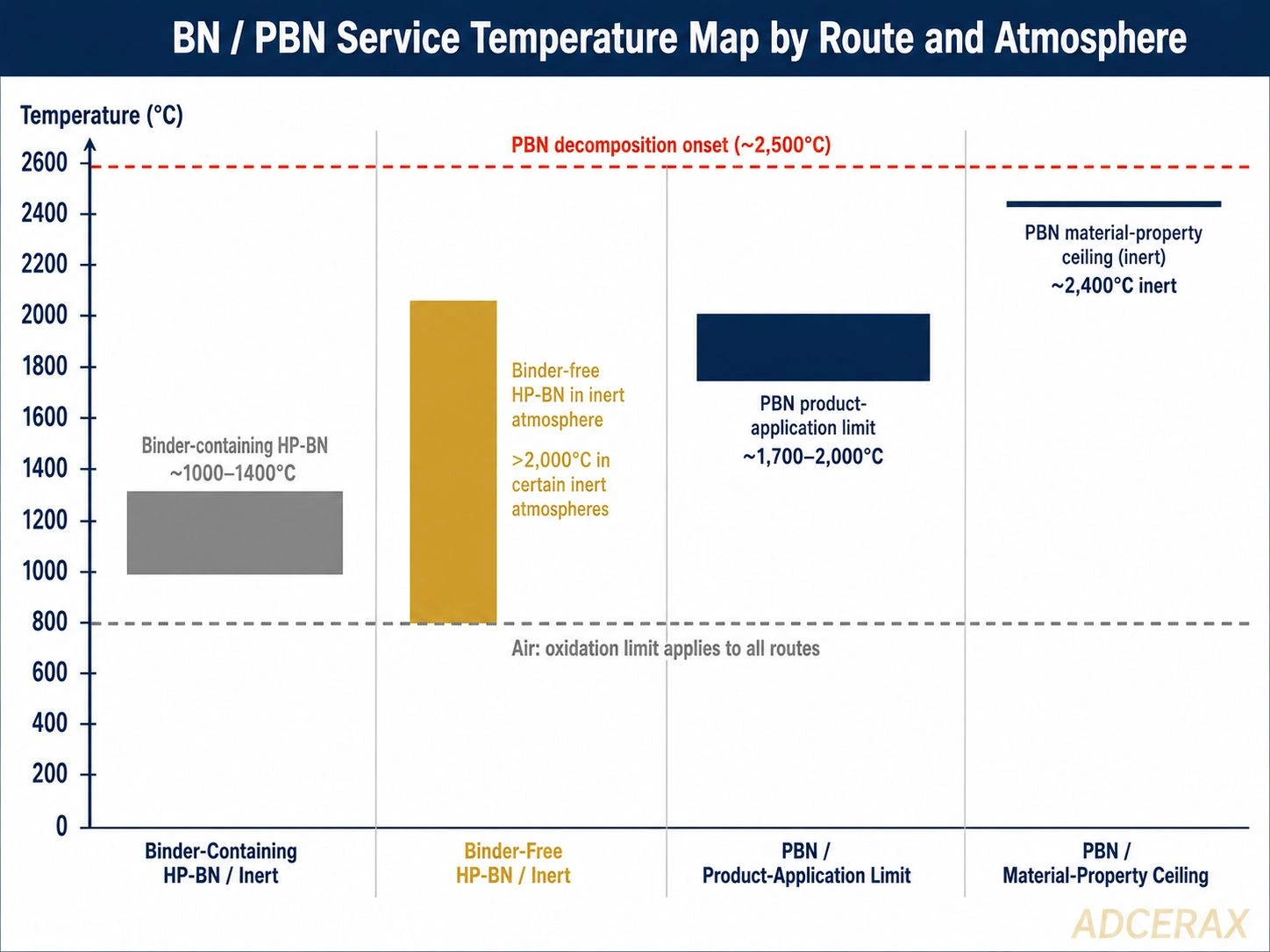
Hot-pressed BN and PBN do not share one temperature ceiling, and current supplier data confirm that neither route is a single uniform product family. Hot-pressed BN grades separate sharply by formulation: workhorse grades bonded with calcium borate glass binders carry service limits well below 2,000°C even in inert conditions, while binder-free, higher-purity hot-pressed grades are positioned for service above 2,000°C in certain inert atmospheres. PBN spans a different and generally higher range, from conservative product-application statements around 1,700°C to material-property ratings of 2,400°C in inert atmosphere, with application-sheet values of approximately 2,000°C in vacuum and 1,900°C in nitrogen appearing in between. The table below maps those ranges by route and atmosphere.
Values drawn from the sampled current supplier and characterization source set. Verify against the specific product datasheet, grade, and application qualification before writing into a specification.
| Route | Air | Inert atmosphere (Ar / N₂) | Vacuum | Notes |
|---|---|---|---|---|
| Hot-pressed BN — workhorse / binder-containing grade | Far below 2,000°C (oxidation limit) | Positioned modestly above ~1,000°C for common grades | Similar to inert | Grade formulation governs; calcium borate binder limits ceiling |
| Hot-pressed BN — binder-free / high-purity grade | Far below 2,000°C (oxidation limit) | Positioned above 2,000°C in certain inert atmospheres | Similar to inert | Grade-specific; verify supplier datasheet |
| PBN — conservative product-application statements | ~800°C (oxidation and volatilization) | ~1,700–1,900°C range on conservative product pages | ~2,000°C on application-sheet data | Product-level working limit, not material ceiling |
| PBN — material-property ceiling | — | ~2,400°C inert (material-property rating) | Below decomposition onset | Material-science statement; decomposition proper enters ~2,500°C |
Hot-pressed BN has grade-dependent ceilings that span a wide range
The span between a calcium-borate-bonded hot-pressed BN workhorse grade and a binder-free high-purity hot-pressed grade is not a minor datasheet footnote. It is a fundamental formulation difference that produces different phase stability at high temperature. The binder system softens or reacts before the boron nitride itself approaches its stability boundary, setting an earlier ceiling. Binder-free grades remove that early limit and allow the boron nitride microstructure itself to govern — which is what pushes certain grades above 2,000°C in clean inert service.
Around 2,500°C is where decomposition enters the PBN conversation more directly
Characterization work on pyrolytic boron nitride places decomposition into boron and nitrogen at approximately 2,500°C. Importantly, the same work notes that at temperatures below that threshold, nitrogen dissociation from PBN is substantially less than thermodynamic equilibrium would predict, which is the physical basis for PBN's continued use in ultra-high-vacuum semiconductor service at very high temperatures. The PBN component does not instantaneously release nitrogen at 2,000°C. It loses nitrogen at a rate controlled by dissociation kinetics, crystal orientation, and the partial pressure of nitrogen in the surrounding atmosphere — which is why vacuum service and inert-atmosphere service produce different practical ceilings even for the same PBN part.
What Mechanisms Actually Limit Service Above 2,000°C?
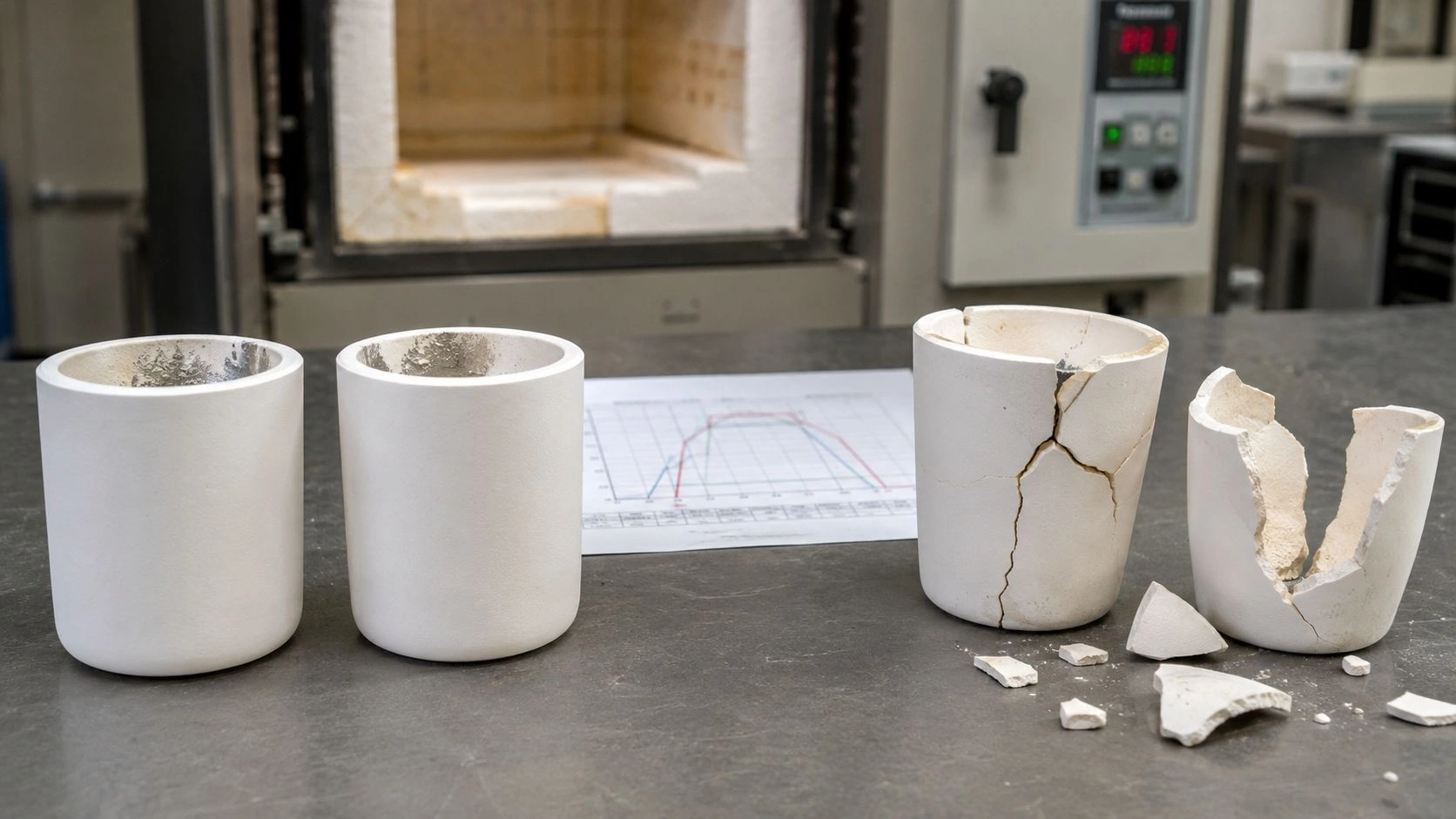
Above 2,000°C in a controlled atmosphere, the mechanisms that limit BN service are oxidation from trace contamination, grade-level phase stability, and nitrogen dissociation kinetics — in roughly that order of likelihood in real installations. True bulk decomposition, in the sense of sudden structural failure at a fixed temperature, is not the mechanism that ends most high-temperature BN service. The ending is gradual: slow chemical attack from residual oxygen or moisture, progressive nitrogen loss from exposed PBN surfaces, or softening and reaction of binder-phase components in bonded hot-pressed grades.
Thermal shock is overdiagnosed as the primary failure mode in high-temperature BN service. A more common scenario in ultra-high-temperature vacuum applications is slow nitrogen dissociation from PBN surfaces over many thermal cycles, which accumulates as dimensional change, surface roughness increase, and eventual purity compromise — none of which look like "decomposition" during a visual inspection but all of which represent progressive material loss.
Atmosphere cleanliness, not just atmosphere label, governs the oxidation boundary
A gas supply labeled "argon 5.0" (99.999% purity) delivers approximately 10 ppm oxygen equivalent as a worst-case residual. A poorly purged furnace chamber with adsorbed moisture on the walls can contribute meaningfully more oxidant than the gas supply itself during the first heating cycle. NASA's monolithic BN oxidation work documents this sensitivity: the oxidation kinetics of BN are strongly dependent on the microstructure and on whether moisture-assisted volatilization of B₂O₃ species is occurring. For a process engineer specifying BN or PBN service above 2,000°C, atmosphere qualification is a prerequisite, not an assumption.
Grade formulation and dissociation rate often become binding before "complete decomposition"
A specification review for a vacuum induction furnace or MBE growth chamber targeting operation above 2,000°C regularly encounters this decision: the hot-pressed BN binder system limits the available grades, the nitrogen partial pressure in the chamber limits PBN dissociation rate, and the acceptable impurity release from the part limits the total surface area and dwell time. None of those limiting factors are the same as "BN decomposes at X degrees." They are engineering constraints that live below the true decomposition threshold and that govern the practical working limit of a real installed part in a real system.
Why Do Published Temperature Ratings Differ So Much?
The most common mistake when comparing BN supplier datasheets is reading material-ceiling numbers and qualified working-product numbers as the same type of statement. They are not. A material-property page that states 2,400°C inert-atmosphere stability for PBN is making a thermodynamic and structural characterization claim about the CVD-grown crystal under defined laboratory conditions. A product-application page that states 1,700°C thermal stability for the same manufacturer's PBN product is making a conservative engineering claim about a component in real-world service, where atmosphere purity, thermal cycling, part geometry, and contact with other materials all factor into the useful life. Both numbers can be simultaneously true without contradiction.
The second source of apparent disagreement is route conflation. Comparing a hot-pressed BN grade temperature limit to a PBN temperature limit as if they represent the same product family produces a number range that looks like data scatter but is actually a category error. Current grade documentation for hot-pressed BN makes the split explicit: bonded grades and binder-free grades are different products with different phase stabilities at high temperature. PBN is a third product with a different manufacturing route, a different microstructure, and a different high-temperature behavior. Treating all three as "BN" produces exactly the kind of confusing number range that leads buyers to write underspecified purchase orders.
"Max service temperature" can mean material limit, qualified product limit, or application-safe limit
A material limit is set by thermodynamic stability of the crystal phase under defined conditions — the approximately 2,500°C decomposition point for PBN is this type of number. A qualified product limit is set by the manufacturer's testing protocol for a specific geometry and application environment — the 1,700°C conservative product-application value is this type of number. An application-safe limit is set by the end user's own validation of part performance over the required duty cycle — this is the number that should drive the RFQ. All three numbers are real. None of them is simply "wrong." The error is applying one type of number to a question that requires a different type.
Route comparison errors explain most apparent disagreement across supplier datasheets
When a procurement team collects four BN temperature ratings from four suppliers and gets four different numbers, the most productive first step is to verify whether all four entries represent the same route, the same atmosphere, and the same type of rating. In practice, they rarely do. One entry may be hot-pressed binder-containing grade in inert service, another binder-free hot-pressed in vacuum, a third PBN material-property ceiling, and the fourth PBN conservative application limit. Sorted correctly, those four numbers stop contradicting each other and start forming a coherent route-and-atmosphere map — which is what the selection decision actually needs.
What Should Go Into the RFQ and Operating Specification?
An RFQ that says "BN above 2,000°C" has stated a temperature target without the inputs a supplier needs to confirm the route, the grade, and the achievable limit. The following specification fields are each necessary, because the sampled source set shows that omitting any one of them allows the supplier to respond with a number that is technically accurate for a different combination of route, atmosphere, and rating type.
- Material route — hot-pressed BN or PBN; if hot-pressed, state whether binder-free or binder-containing grade is required or acceptable
- Atmosphere — air, argon, nitrogen, reducing gas, or vacuum; if vacuum, state target base pressure and maximum partial pressure of oxygen and moisture at operating temperature
- Maximum wall or surface temperature — the actual part temperature, not the furnace setpoint; specify whether this is a continuous steady-state limit or a peak excursion limit
- Hold time and thermal cycle profile — number of cycles to target life, dwell time at peak temperature, and ramp rate; nitrogen dissociation from PBN and binder softening in hot-pressed grades are time-dependent processes
- Atmosphere cleanliness qualification — confirm whether the buyer will provide atmosphere certification data or whether the supplier should assume worst-case residual oxygen and moisture for grade recommendation
- Type of temperature rating required — state whether the buyer needs a material-ceiling statement, a supplier-qualified working limit, or a demonstrated application limit for the specific geometry and duty cycle; these are different deliverables and require different documentation
- Contamination sensitivity — if the part contacts semiconductor material, crystal-growth charge, or a purity-critical melt, state the maximum acceptable impurity release from the BN component per unit area per thermal cycle
- Part geometry and contact conditions — outside diameter, wall thickness, length, and whether the BN part contacts other ceramics, metals, or reactive materials at high temperature
Evaluating a BN or PBN component for service above 2,000°C and need to confirm which grade fits the atmosphere, temperature, and purity requirement? Share the part drawing, atmosphere specification, and target duty cycle with ADCERAX engineering for a route and grade review. The review identifies whether hot-pressed BN or PBN is the appropriate route, which grade matches the qualification basis, and what documentation is available to support the temperature requirement.
Frequently Asked Questions
Does BN start decomposing as soon as it exceeds 2,000°C?
Not in the straightforward sense. For most real BN components, the service limit at very high temperature is set by atmosphere contamination, grade formulation, or nitrogen dissociation rate — all of which act below the true decomposition threshold. Peer-reviewed characterization literature on PBN places the more direct decomposition discussion, where boron nitride dissociates into boron and nitrogen, closer to approximately 2,500°C. Below that, nitrogen loss occurs at a rate governed by kinetics and partial pressure rather than by an instantaneous phase event.
Which hot-pressed BN grades are positioned for service above 2,000°C?
Only specific binder-free or high-purity hot-pressed BN grades are positioned for above 2,000°C service in certain inert atmospheres. Common workhorse hot-pressed BN grades that use calcium borate glass binders carry maximum inert-atmosphere service limits significantly below that threshold, because the binder phase limits grade stability before the boron nitride crystal itself approaches its high-temperature boundary. The distinction is grade-level, not route-level — "hot-pressed BN" alone does not resolve which limit applies.
What is the practical service range for PBN above 2,000°C?
PBN is the more credible route for above-2,000°C service, but the available numbers span a meaningful range. Conservative product-application statements from current supplier pages run from approximately 1,700°C to roughly 1,900°C in nitrogen. Application-sheet data from PBN manufacturers place vacuum service closer to 2,000°C. Material-property characterization data place the inert-atmosphere ceiling at approximately 2,400°C. The correct number for a given purchase depends on which type of rating is required and what the specific atmosphere and part geometry are.
Why do moisture and oxygen have such a large effect on BN service temperature?
Because BN oxidation is strongly sensitive to microstructure — particularly density, crystallinity, and grain orientation — and because even small concentrations of water vapor can form volatile boron-oxide-bearing gaseous species that remove material from the surface continuously rather than forming a stable protective oxide layer. The practical consequence is that atmosphere cleanliness matters as much as the atmosphere label: a process nominally running in argon with residual moisture from a poorly purged chamber can experience oxidation-driven service limits far below what a clean argon or vacuum system would show.
What is the biggest specification mistake when sourcing BN for above-2,000°C service?
Writing "BN above 2,000°C" without specifying route, atmosphere, hold time, and the type of temperature rating required. That wording allows a supplier to respond with any technically accurate number from the available range — material ceiling, qualified working limit, or application-safe limit — without confirming which one is being requested. The result is a quote that may pass the purchase-order review and still deliver a part that does not meet the actual service requirement.