Residual porosity in a 99.7% alumina tube should not be treated as one number until you define which porosity you mean. If you want open or connected porosity, use a standard liquid-access method such as ISO 5017 or ASTM-style apparent-porosity testing. If you want accessible pore-size distribution, use mercury intrusion porosimetry. If you want a fuller estimate of residual porosity in a dense tube, combine bulk-density data with a reference solid density or pycnometric density, and use micro-CT or image analysis when you also need pore location and closed-pore mapping.
The measurement strategy matters because the different methods measure different parts of the pore system — and the supplier datasheet statement "open porosity = 0 vol-%" does not mean the same thing as "the tube has no residual porosity at all."
Residual porosity in dense 99.7% alumina tubes is a measurement strategy, not a single test result — the method chosen determines which part of the pore system is characterized.
The alumina tubes described in this guide — high-purity 99.7% Al₂O₃ dense grades with reported bulk densities typically in the range of approximately 3.70–3.95 g/cm³ — represent the class of materials where this measurement hierarchy is most relevant, because their apparent porosity may already read as zero by standard methods while residual porosity questions remain for premium applications.
What "residual porosity" actually means in a dense 99.7% alumina tube
In dense 99.7% alumina tubes, "residual porosity" is often used loosely to describe whatever pore volume remains after sintering — but that is a process description, not a test definition. Before specifying a measurement, the first distinction to resolve is between open or apparent porosity and closed or isolated porosity.
Published standards for shaped dense ceramics and refractories — including ASTM C20 and ASTM C830 — treat apparent porosity, liquid absorption, apparent specific gravity, and bulk density as primary quality properties. Published datasheets for high-purity dense alumina tubes, such as the Kyocera DEGUSSIT AL23 grade, report open (apparent) porosity as 0 vol-% using DIN EN ISO 18754. That is a valid and useful quality signal, but it is a statement about apparent and connected porosity — not a claim that the tube is entirely pore-free.
The engineering interpretation of "open porosity = 0" is: the method found no measurable connected porosity at the reportable level by that standard. A dense 99.7% alumina tube can legitimately report zero open porosity while still containing some residual closed pores — pores that were sealed off during sintering and are no longer accessible to the liquid used in the immersion test. Whether those closed pores matter for a specific application depends entirely on what the tube is being asked to do.
A second important clarification: purity grade and porosity are different material descriptors. Published alumina materials documentation shows that the same 99.7% alumina chemistry is available in both dense and porous forms. Purity describes composition; porosity describes microstructure. Specifying 99.7% Al₂O₃ does not automatically specify the density or pore fraction — those must be measured or certified separately.
"Open porosity = 0" means no measurable connected porosity, not zero total pores
This is the most important reading of the datasheet, and it is exactly right for what the standard measures. It becomes a misreading only when it is extended to mean "the tube has no residual pore volume whatsoever." For most routine thermocouple protection, furnace hardware, or high-temperature labware applications, open porosity = 0 is the relevant acceptance criterion. For premium applications where even isolated residual pores matter — gas-tight sealing duty, critical fluid barrier, or structural fatigue concern — additional measurements are needed.
Purity grade and pore fraction are independent material parameters
This distinction prevents a common procurement error: assuming that a higher alumina purity grade automatically implies lower porosity. A 99.7% alumina tube can be sintered to near-theoretical density or sintered to a purposely porous microstructure depending on the manufacturing intent. The correct approach is to specify both composition (purity) and microstructure (density, porosity class) as independent requirements.
Which methods measure which type of porosity
The Measurement Matrix below maps five methods to the pore-system features each one actually characterizes:
| Method | What it measures best | What it misses / can under-report | Best use in 99.7% alumina tubes |
|---|---|---|---|
| ISO 5017 / ASTM C20 / ASTM C830 liquid-immersion methods | Bulk density, liquid absorption, apparent/open porosity of dense shaped ceramics | Closed pores and inaccessible pores; very dense tubes may read zero open porosity even if closed residual pores remain | Baseline acceptance test for connected porosity in dense tubes |
| Helium pycnometry | Skeletal density by gas displacement; excellent for density-based interpretation | Does not directly give pore-size distribution or spatial pore location by itself | Use when you need density-based porosity calculations and higher sensitivity than simple immersion methods |
| Mercury intrusion porosimetry (MIP) | Accessible pore volume and pore-size distribution over a wide size range | Closed pores are not measured; geometry assumptions and intrusion artifacts can affect interpretation | Best when pore-throat size distribution matters, not just one porosity percentage |
| Micro-CT / 3D image analysis | 3D pore location, morphology, and open-vs-closed mapping at resolvable size scale | Sub-resolution pores can be missed; not always the best sole source for total nano/micro-porosity | Best as a complement when you must see where pores are in the tube wall |
| Polished-section microscopy / image analysis | Local pore fraction on a section and microstructural context | 2D bias; can miss closed porosity outside the section and small pores below image resolution | Best for failure analysis or correlating pores with grains, inclusions, or cracks |
Measurement matrix synthesized from ASTM C20/C830 standards, ISO 5017, helium pycnometry references, MIP documentation, and micro-CT characterization literature.
The one-line summary: open porosity uses liquid-access standards; accessible pore-size distribution uses MIP; density-based residual porosity estimate adds helium pycnometry or a certified reference density; pore location and closed/open mapping adds micro-CT or microstructural image analysis.
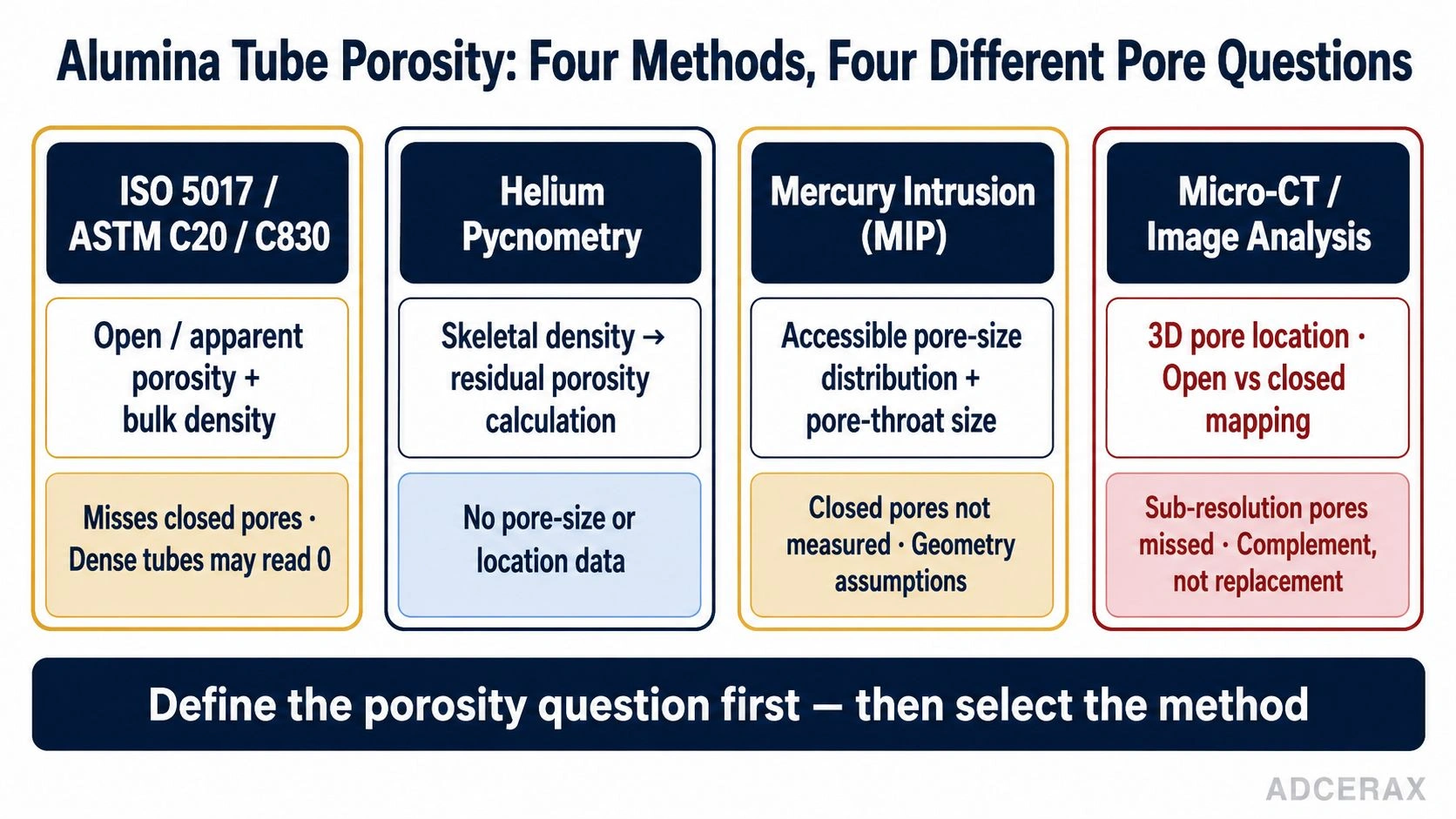
Four measurement methods answer four different porosity questions — the correct method depends on whether you need to know if pores are connected, how large they are, how much total pore volume remains, or where they are located.
Liquid-immersion methods answer the connected-porosity question
For most incoming inspection and QA programs on dense 99.7% alumina tubes, the first-line measurement is a liquid-immersion apparent-porosity test per ISO 5017, ASTM C20, or ASTM C830. These methods were designed exactly for dense shaped ceramic and refractory products, and they provide the bulk density and connected-porosity metrics that are most directly relevant to product acceptance in standard service.
Helium pycnometry answers the skeletal-density question
When the apparent porosity result is at or near zero but the application needs a more sensitive residual-porosity estimate, helium pycnometry provides skeletal density by measuring the actual volume of the solid and accessible pore space reached by helium. Comparing that skeletal density against the theoretical density of α-Al₂O₃ — approximately 3.987 g/cm³ from the ceramics literature — gives a density-based porosity estimate that can reveal whether a batch that passed the apparent-porosity test is closer to or further from fully dense than nominal.
The density comparison is the simplest practical route to total porosity estimation
The practical logic is: bulk density tells you how dense the whole tube wall is as a body; skeletal or pycnometric density tells you what the solid framework is without accessible void contribution; the gap between them becomes the residual porosity estimate. For a 99.7% alumina tube with bulk density of 3.90 g/cm³ and a reference skeletal density of 3.987 g/cm³, the implied total porosity is approximately 2.2% — which may be significant for some applications even though open porosity reads as zero.
What is most often misread in supplier datasheets
Three misreadings account for most specification errors around dense 99.7% alumina tube porosity:
Treating "open porosity = 0" as equivalent to "perfectly pore-free." This is the most common and most consequential misreading. The "0 vol-%" open porosity result on a dense alumina tube datasheet is a valid and correctly performed result that answers the connected-porosity question. It is not a statement about total pore volume in the material. Closed pores — pore spaces that were sealed off during sintering and are not accessible to the test liquid — are not detected by the immersion method.
Assuming 99.7% purity predicts porosity level. Published materials documentation from major high-purity alumina suppliers explicitly distinguishes dense and porous forms of the same 99.7% chemistry. Purity is a composition metric. Porosity is a microstructure metric. Using purity grade as a proxy for expected porosity is not supported by the product family structure and can lead to incorrect acceptance criteria.
Using the wrong method for the wrong question. If the concern is connected pore leakage or liquid uptake, immersion methods are correct. If the concern is hidden residual pore fraction not captured by the immersion test, density-based calculation or micro-CT is needed. If the concern is accessible pore-throat size for infiltration or permeability risk, MIP is the appropriate method. Each method answers a different question, and the answers are not interchangeable.
When to choose each measurement method
Choosing the right measurement sequence depends on what the alumina tube application actually requires and how tight the residual-porosity budget needs to be.
Choose ISO 5017 / ASTM C20 / ASTM C830-style testing when the tube is being accepted as a dense industrial ceramic and the primary question is whether there is measurable connected porosity, liquid uptake, or abnormal density variation between batches. This is the correct first-line QA approach for most thermocouple protection tubes, furnace labware, and general high-temperature hardware.
Choose helium pycnometry when the tube is very dense and the apparent/open-porosity result is already at or near zero, but you still need a more sensitive density-based check on residual pore fraction. This is appropriate for premium 99.7% alumina tube programs where the application is sensitive to even a small closed-pore population — such as gas barrier duty, critical analytical instruments, or structural fatigue-sensitive loading.
Choose MIP when the engineering risk depends on accessible pore-throat size rather than just total porosity percentage. Infiltration risk, sealing performance, or contamination transport through the tube wall are cases where knowing whether the accessible pores are coarse or fine matters more than knowing the total pore volume. Published MIP documentation describes it as characterizing accessible pore volume and pore-size distribution across a broad size range — exactly the information needed for that type of engineering question.
Choose micro-CT or microstructural image analysis when the question is locational: are the pores concentrated near the inner bore, distributed evenly through the wall, or localized in one circumferential region? For long tubes, density methods average out local variations that may be significant for the application. Micro-CT can reveal whether a porosity problem is uniform or localized — which is often the critical difference between a tube that is marginally acceptable on average and one that has a specific defect region that matters for the service condition.
What should go into the RFQ or inspection plan
A specification for residual porosity in 99.7% alumina tubes must resolve four items: which porosity definition, which method, which specimen preparation, and which acceptance metric.
The specification and inspection-plan checklist for ceramic tube material options in high-purity alumina tube service:
- Porosity definition — state explicitly whether you want open/apparent porosity, accessible pore-size distribution, or estimated total residual porosity; these require different methods.
- Method — specify ISO 5017 / ASTM C20 / ASTM C830 for apparent porosity and bulk density; helium pycnometry for density-based residual porosity; MIP for accessible pore-size distribution; micro-CT for pore location and open/closed mapping.
- Specimen preparation — specify whether measurement is on a full tube, cut ring, crushed sample, or polished cross-section; specimen form affects which methods are applicable and how the result should be interpreted.
- Acceptance metric — state the required value: a maximum apparent porosity percentage, a minimum bulk density (e.g., ≥3.85 g/cm³), a maximum pore-throat diameter for MIP, or a "no connected porosity detected" statement with the test reference.
- Reference density — if using density-based calculation for residual porosity, specify whether the reference is helium pycnometric density from the same lot, a supplier-certified reference density, or the theoretical α-Al₂O₃ density of approximately 3.987 g/cm³.
A practical RFQ sentence is often more useful than a vague "check porosity": "Measure open porosity by ISO 5017 equivalent and report bulk density; if apparent porosity is at or below the reporting limit, verify residual porosity by density comparison against pycnometric or certified reference density." That is an actionable specification that maps directly to the measurement hierarchy described in this guide.
Conclusion
Residual porosity in dense 99.7% alumina tubes is a measurement strategy, not a single test result. The first-line standard — apparent porosity by liquid immersion — answers whether there is connected pore space. Helium pycnometry adds density-based sensitivity for closed-pore fraction. Mercury intrusion adds pore-throat size information. Micro-CT adds spatial location. The most common specification error is treating "open porosity = 0" as equivalent to "no residual porosity." The most common method error is using one technique to answer a question it was not designed to answer. The correct approach sequences the methods by what question needs to be answered first.
Specifying dense 99.7% alumina tubes for applications where residual porosity matters? Send the application environment, temperature, whether gas-tightness or structural integrity is the governing concern, and the current acceptance criteria. ADCERAX engineers return a porosity-measurement recommendation with grade documentation, density data, and inspection-plan guidance for the confirmed application; turnaround depends on inquiry complexity — no RFQ commitment required at this stage.
Frequently Asked Questions
Does "open porosity = 0" mean the tube has no porosity at all?
No. It means no measurable open or apparent porosity was found by the method at the reportable level — typically an ISO 5017 or ASTM C20/C830-style immersion test. A dense 99.7% alumina tube can legitimately report zero open porosity while still containing some residual closed pores that were sealed off during sintering and are not accessible to the test liquid. For most routine applications this is fully adequate; for premium applications with strict porosity budgets, additional density-based or CT measurements are needed.
What is the best first-line test for dense 99.7% alumina tubes?
Usually an ISO 5017 / ASTM C20 / ASTM C830-style apparent-porosity and bulk-density test, because it is the standard QA baseline for dense shaped ceramics and refractories. It correctly answers the question "does this tube have connected porosity that a liquid can enter?" and is directly applicable to shaped tube products including high-purity alumina grades.
Which method is best for estimating total residual porosity?
No single method captures everything perfectly, but the best practical workflow is bulk density combined with pycnometric or certified reference density. For α-Al₂O₃, the theoretical density is approximately 3.987 g/cm³; comparing the measured bulk density against that reference gives a density-based porosity estimate that includes both open and closed pore contributions. Micro-CT can complement this when spatial location is also needed.
When should mercury intrusion porosimetry be used?
When the engineering concern is accessible pore-throat size distribution rather than just a single porosity percentage. If the risk is infiltration, sealing failure, or contamination transport through the tube wall, knowing whether accessible pores are predominantly coarse or fine is more useful than knowing the total pore volume. MIP is specifically designed for accessible pore volume and pore-size distribution characterization across a wide size range.
Why might tube geometry affect the interpretation?
Because long tubes can hide local wall variations that density methods average over. A bulk-density measurement on a full tube or a crushed sample gives a spatial average, while micro-CT or polished cross-section analysis can reveal whether porosity is localized near the inner bore, the outer wall, or one circumferential sector of the tube. For applications where a locally porous region would cause failure — even if the average density is acceptable — the locational information from CT or section analysis is the only way to detect it.