A used BN crucible should be reused only when its geometry, surface condition, mass stability, and contamination history still match the next process requirement. Light removable residue may justify cleaning and requalification, but cracks, wall thinning, absorbed reactive metal, unknown chemistry, oxidation powdering, or failed purity control should move the crucible to downgrade, recycling review, or disposal. End-of-life evaluation should be based on process risk, not appearance alone.
The distinction between a crucible that can be cleaned and returned to service and one that must be retired is not always visible on the surface. This guide maps the inspection sequence, separates removable residue from absorbed contamination, defines realistic recycling limits, and closes with the replacement RFQ data that prevents repeating the same failure.
The boron nitride crucibles for high-purity melting and evaporation described in this guide include both hot-pressed BN grades for general metal processing and PBN grades for ultra-clean vacuum evaporation, MBE, and crystal growth — with different end-of-life sensitivity thresholds for each.
Why end-of-life evaluation matters for BN crucibles
BN crucibles are often reused because boron nitride offers non-wetting behavior, thermal shock resistance, and low contamination risk. That reuse potential is real, but it is not unconditional. A crucible used for aluminum melting can tolerate a different residue history than a PBN crucible used for high-purity source evaporation. The hot-pressed BN and PBN families have different purity levels, different surface structures, and different sensitivities to absorbed chemistry — which means end-of-life criteria cannot be the same for both.
The core evaluation question is not ""Does the BN crucible still look intact?"" It is ""Can this exact crucible — with its process history, surface condition, and absorbed chemistry — still protect the next batch from structural failure, adhesion risk, oxidation byproducts, or cross-contamination?""
Hot-pressed BN vs PBN end-of-life sensitivity
Hot-pressed BN grades are generally used in general metal-processing, casting, and laboratory thermal applications where process chemistry is known and repeated. PBN is specified for high-vacuum evaporation, MBE sources, and crystal growth where outgassing, purity, and clean release are the governing requirements. A PBN crucible that has been exposed to a reactive or mixed-chemistry process carries a higher reuse risk than a structurally equivalent hot-pressed BN part used in a single-chemistry repeated melt — because the purity consequence of a cross-contamination event is fundamentally different in each application.
Why visual cleanliness is not enough
A BN crucible surface can appear clean while retaining absorbed chemistry, micro-cracks invisible to the unaided eye, or oxidation-related microstructural change in the surface layer. Cleaning removes loose surface residue; it does not reverse absorbed contamination or repair structural oxidation. Evaluation must include process history and material compatibility, not only visual inspection.
How to inspect a used BN crucible before reuse
The following inspection sequence applies before any reuse or retirement decision. Each step contributes information that visual inspection alone cannot provide.
The Evaluation Matrix below assigns each condition found to an action category:
| Condition found | Likely status | Recommended action | Decision logic |
|---|---|---|---|
| No cracks, no dimensional change, same chemistry, removable residue | Reuse candidate | Clean under approved method and requalify | Low structural and contamination risk |
| Light residue, unknown purity effect | Clean and test | Use only after purity or blank-run confirmation | Visual cleaning alone is insufficient |
| Surface powdering or oxidation roughness | Retirement candidate | Downgrade or retire | BN oxidation depends on microstructure and moisture exposure |
| Rim chip outside sealing/contact area | Conditional downgrade | Use only in non-critical same-chemistry work | Geometry risk depends on load and seating |
| Crack, wall thinning, warped base, leaking liner | End of life | Replace | Structural function no longer reliable |
| Absorbed reactive metal or unknown process residue | EHS review | Characterize before disposal or recycling | Contamination history controls waste route |
| PBN used in high-purity evaporation with cross-chemistry exposure | High-risk reuse | Replace or dedicate to same chemistry only | Contamination risk may exceed part value |
Values indicative; verify with supplier-specific material data, process history, and site EHS requirements.
Published NASA research on monolithic BN oxidation documents that oxidation rates depend strongly on microstructure, orientation, porosity, crystallinity, and water vapor — confirming that surface changes in used BN crucibles are not purely cosmetic and should not be evaluated as such.
Numbered inspection sequence
Follow this sequence for each crucible under review:
- Identify the BN type — hot-pressed BN, PBN, or BN liner — and confirm its original purity class.
- Record full process history: material processed, maximum temperature, cycle count, atmosphere, and cleaning history.
- Perform visual inspection: cracks, chips, rim condition, wall discoloration, powdering, and seating surface flatness.
- Check dimensions: wall thickness, bore diameter, base profile, and seating geometry against original drawing.
- Assess residue: identify whether it is loose surface deposit, adhered film, or absorbed material; confirm if chemistry is known.
- Compare mass if baseline data exists: significant mass loss may indicate oxidation or material dissolution; significant mass gain may indicate absorbed process material.
- Assign a classification: reuse, clean and requalify, downgrade to lower-purity use, or retire and replace.
Reuse / clean / downgrade / retire classification
A crucible that passes all six inspection steps against the requirements of the next process can be returned to service. One that has removable residue from known compatible chemistry can be cleaned and run through a blank confirmation cycle. One that has surface roughening, unknown residue, or non-critical rim damage can be assigned to a lower-purity or non-critical same-material use. One with cracks, wall deformation, or uncertain chemistry belongs in retirement or EHS review.
Need help classifying a used BN crucible condition before the next batch? Send inspection photos, process history, and the next-process purity requirement for an evaluation recommendation.
What looks like end-of-life but may actually be contamination
Not every residue means the crucible has reached structural end of life. And not every clean-looking crucible is safe to reuse in the next high-purity batch.
Removable surface residue from compatible chemistry can often be cleared by a supplier-approved mechanical, thermal, or solvent cleaning method, especially when the next run uses the same material at the same or lower purity level. The cleaning route must be confirmed as compatible with the BN grade — some cleaning methods that work for hot-pressed BN may damage a PBN surface.
Absorbed reactive metal or unknown process residue is a different situation. When the residue has penetrated the BN surface structure or cannot be identified by process records, cleaning alone is not sufficient qualification for a high-purity next run. PBN crucibles for MBE and vacuum evaporation are specified for high-purity, low-outgassing applications where even small cross-contamination risk can compromise a deposition run. In that class of application, a crucible with uncertain contamination history should be treated as retired unless the contamination can be positively identified and cleared.
Cross-chemistry reuse — returning a crucible used with material A to service with material B — requires a positive confirmation that no residue from material A remains at levels that would affect material B. For most high-purity PBN evaporation applications, the safest rule is single-chemistry dedication: one crucible, one material, until the crucible reaches structural end of life.
Removable residue vs absorbed contamination
The practical test is whether the residue can be fully removed by an approved method and the removal can be confirmed by inspection or a blank run. If not, the residue should be treated as absorbed rather than surface-deposited, and the crucible moved to downgrade or retirement status.
Can used BN crucibles be recycled, or must they be disposed?
BN crucible recycling is not the same as ordinary scrap metal recycling. Published patent documentation describes a recovery process for boron nitride powder or paint streams through washing, neutralization, filtration, and drying — applicable to controlled clean BN powder or coating streams, not to contaminated used crucibles in general.
For used crucibles that cannot return to service, the correct path depends on what the crucible contacted and how it changed during processing. Under US regulations (40 CFR 262.11), the person generating solid waste must make a hazardous waste determination at the point of generation, using process knowledge or testing when needed. Published supplier SDS documents note that BN material as supplied may not be classified as hazardous waste, but processing, chemical additions, use, or contamination during service can change disposal classification.
The most defensible end-of-life position is: evaluate condition, evaluate exposure history, requalify only when the next process allows it, and replace when contamination or structural uncertainty could compromise the batch. Treating a used, processed crucible as universally recyclable because BN itself is chemically stable ignores that the relevant waste object is the used crucible plus its exposure history.
The practical route: reuse if qualified, clean and requalify if low risk, downgrade for less sensitive same-material work if approved, or characterize and dispose through the site's EHS process.
The Reuse / Recycling / Disposal Decision Tree maps this logic:
| Decision step | Yes | No |
|---|---|---|
| Is the crucible structurally intact? | Continue inspection | Retire and replace |
| Is the prior process chemistry known? | Check compatibility with next run | Hold for EHS / engineering review |
| Is residue removable without damaging BN? | Clean and requalify | Downgrade or retire |
| Is the next use lower purity than the previous use? | Downgrade may be possible | Treat as high-risk reuse |
| Is the waste uncontaminated manufactured BN? | Review recycling or nonhazardous disposal route | Characterize waste based on process exposure |
| Is replacement required? | Prepare RFQ with failure evidence | Record reuse approval and next inspection date |
Why crucible recycling depends on contamination history
The BN material itself may be chemically stable, but a crucible that absorbed indium, selenium, gallium, reactive salts, or other process materials is no longer just BN. The disposal classification must reflect what the crucible absorbed and processed, not what it was before use. This is the most common compliance misunderstanding in BN crucible disposal — and the one most likely to create documentation liability for the site EHS team.
What to include when replacing an end-of-life BN crucible
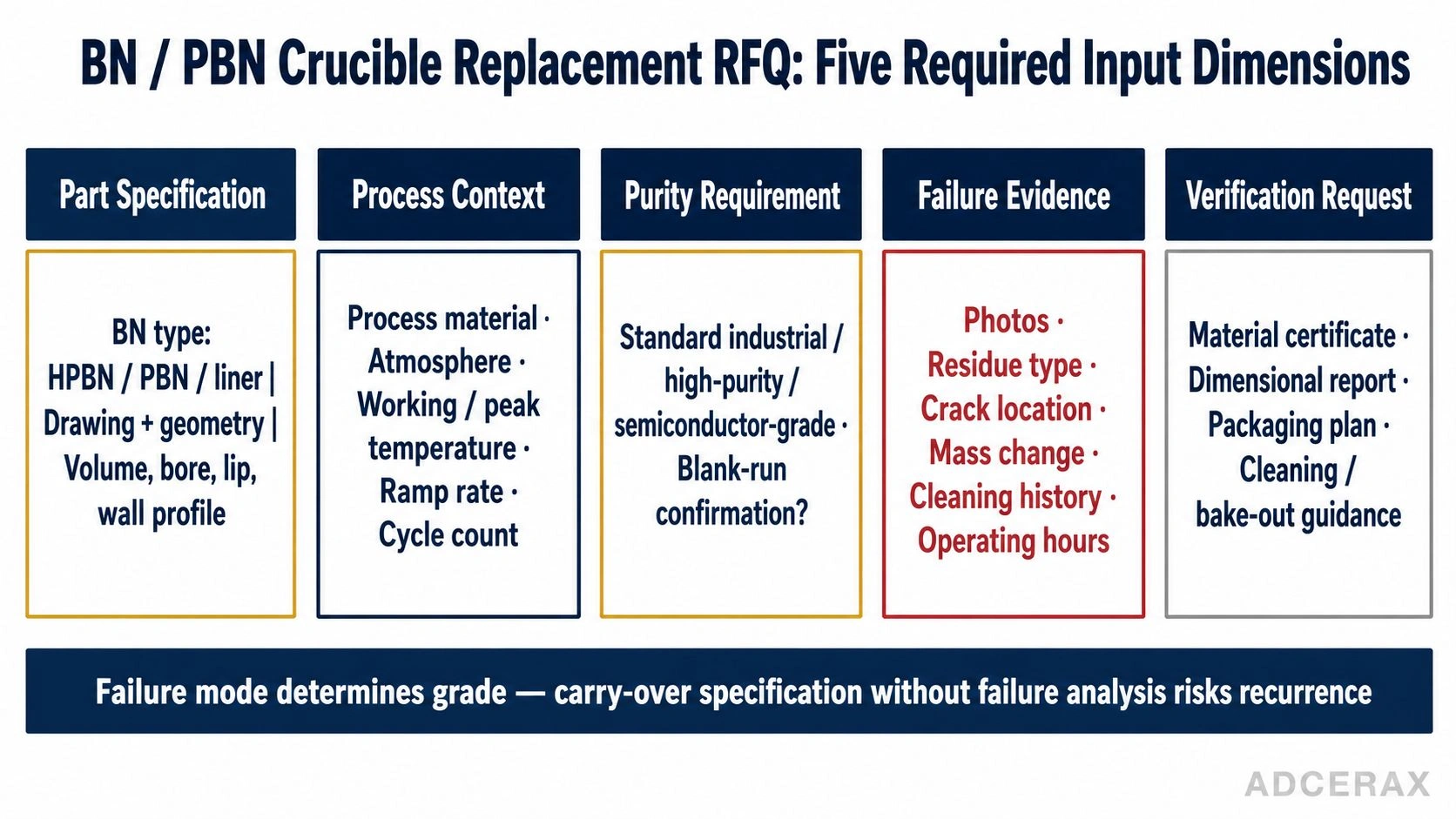
BN crucible replacement requires process history data, not just drawing dimensions — the failure mode determines which grade and geometry prevent recurrence.
The Replacement RFQ Checklist below captures the information needed to specify a BN or PBN crucible replacement that addresses the root cause of the previous crucible's retirement:
| RFQ field | Required detail |
|---|---|
| BN type | Hot-pressed BN, PBN, or BN liner |
| Application | Metal melting, vacuum evaporation, crystal growth, powder processing |
| Process material | Metal, alloy, oxide, organic source, salt, or research material |
| Purity class | Standard industrial, high-purity, semiconductor-grade, or custom requirement |
| Atmosphere | Vacuum, nitrogen, argon, reducing gas, air exposure |
| Temperature | Working temperature, peak temperature, ramp rate, cycle count |
| Geometry | Drawing, volume, bore, lip, flange, wall thickness, base profile |
| Failure evidence | Photos, residue type, crack location, mass change, cycle history |
| Cleaning history | Mechanical, solvent, thermal, or supplier-approved method |
| Verification request | Material certificate, dimensional report, packaging, cleaning guidance |
For PBN crucibles in vacuum evaporation or MBE service, also include evaporation source model, source material and temperature profile, deposition sensitivity, and whether the application requires pre-bake outgassing confirmation. The custom boron nitride ceramic parts available from ADCERAX include custom wall profiles, bore geometries, and lip designs for source compatibility — but these must be specified from the actual process requirement, not carried over from the retired part without review of what ended its service life.
Replacing a spent BN or PBN crucible? Submit your drawing, process material, failure photos, atmosphere, temperature profile, and purity requirement for a replacement grade recommendation and RFQ. ADCERAX engineers return a BN or PBN grade selection with geometry confirmation and purity documentation; turnaround depends on inquiry complexity — no commitment required at this stage.
Frequently Asked Questions
Can BN crucibles be reused?
Yes, but only after a condition and contamination review. Reuse is most defensible when the crucible is structurally intact, the previous chemistry is fully known, residue is removable under an approved method, and the next process has compatible purity requirements. Reuse based on visual cleanliness alone, without process history confirmation, is a contamination-risk decision, not a material-qualification decision.
Can PBN crucibles be cleaned and reused?
Often yes for compatible same-chemistry work, but the threshold is stricter than for hot-pressed BN. PBN is specified for high-purity evaporation, MBE, and crystal growth — applications where even small contamination risk can affect deposition results. Cleaning removes surface residue; it does not clear absorbed chemistry or reverse surface-layer changes. For high-purity next runs, blank-cycle confirmation after cleaning is the minimum requalification standard.
What are common signs that a BN crucible has reached end of life?
Cracks anywhere in the wall or base, rim chips affecting the seating or sealing contact area, wall thinning beyond drawing tolerance, warped base preventing stable furnace contact, persistent powdering or surface roughness consistent with oxidation damage, absorbed reactive metal that cannot be removed, or contamination history that cannot be positively cleared for the next chemistry.
Is a used BN crucible recyclable?
Sometimes, but not automatically. Published process documentation describes recovery of clean BN powder or coating streams through controlled processing — not blanket recovery of contaminated used crucibles. A used crucible that absorbed process chemistry must be evaluated as a waste object with that exposure history, not as clean BN ceramic. Recycling feasibility depends on what the crucible processed, local waste handling infrastructure, and whether the material can be characterized as non-hazardous at the point of generation.
Is boron nitride hazardous waste?
BN as supplied is often classified as nonhazardous in published SDS documentation. Once a crucible is used, the waste determination must account for what it contacted during processing. US regulations place the hazardous-waste determination responsibility on the generator, based on process knowledge or testing at the point of generation. A used BN crucible that processed reactive metals, toxic compounds, or unknown materials requires characterization before disposal — the supplier SDS for the original BN product does not resolve that determination.
What should be sent to a supplier when replacing a spent BN crucible?
Send the crucible drawing, photos of the damage or residue, the process material and atmosphere, the maximum temperature and cycle count, the cleaning history, the purity requirement for the next run, and whether the replacement should be hot-pressed BN, PBN, or a BN liner. For vacuum evaporation or MBE applications, also include the source model and deposition sensitivity. The failure mode determines grade and geometry — carry-over specification from the retired part without failure analysis risks repeating the same end-of-life scenario."