Measurement-point classification, route selection boundary, and operating-specification guidance for process engineers evaluating ceramic thermowell and protection-tube routes in cracking furnaces
When a thermowell drawing in a petrochemical cracker says "alumina thermowell tube," the phrase names a measurement architecture before it names a product. Inside a single cracking unit there are at least four distinct temperature-measurement jobs — furnace-side ceramic protection, high-shock extreme-heat protection, gas-tight reactor sensing, and conventional pressure-boundary thermowell service — and each carries its own material logic. The practical risk is not that alumina is a poor cracker material. It is that "alumina thermowell tube" is often applied across all four measurement jobs simultaneously, producing a specification that is correct for one point and wrong for the other three. The productive question is which measurement architecture genuinely belongs to the alumina ceramic protection route, and where the decision shifts toward SiC, sapphire, or metal.
Alumina thermowell tubes are the right route in petrochemical crackers when the measurement point is a very hot, chemically aggressive furnace-side or process-gas location that calls for ceramic electrical insulation, chemical resistance, and thermocouple protection rather than a conventional pressure-rated metal thermowell. They are not the universal answer for every cracker temperature point: once the duty demands stronger thermal-shock resistance, higher heat-flow response, or gas-tight protection against hydrogenous or toxic process atmospheres, the route shifts toward SiC or sapphire, while lower-temperature pressure-boundary points remain metal-thermowell jobs.

Alumina ceramic protection tube in a cracker furnace-side measurement position — the measurement architecture where ceramic electrical insulation and chemical resistance deliver their strongest value over metal-sheathed alternatives.
What Role Does an Alumina Thermowell Tube Actually Play in a Petrochemical Cracker?
In petrochemical crackers, an alumina thermowell tube functions as a ceramic protection tube for a high-temperature thermocouple rather than as a universal substitute for every metal thermowell in the unit. Industry positioning of alumina-based protection and insulating tubes places them explicitly in extreme-temperature and aggressive chemical-media measurement roles, with documented service up to approximately 1,700°C. One long-standing reference to specialist ceramic thermocouple tubes in ethylene cracking contexts describes tubes up to 3.9 m in length, designed for accurate and fast temperature measurement in aggressive and rapidly changing chemical-processing environments. That grounding establishes the alumina tube's real position: it is a furnace-side or process-gas-side sensing architecture, not a general-purpose pressure-boundary thermowell. The protection role is primary — shielding the thermocouple element from heat, chemistry, and electrical interference — and the tube geometry reflects that priority.
Understanding that role distinction is the first step in correctly routing a cracker measurement project. The alumina tube is not competing with a standard stainless thermowell on the same design axis. It is solving a measurement problem that standard metal thermowells cannot address in the hottest and most chemically active zones.
For a full review of alumina ceramic tubes in high-temperature and chemical-processing protection duty, including available dimensional ranges and grade documentation, the product page covers current stock and custom configurations.
Ceramic outer thermowell and standard metal thermowell are not the same design problem
Conventional thermowells are engineered for vessel and pipe access: they create a removable pressure-boundary pocket that allows sensor exchange without process shutdown, and their design calculations center on wake-frequency response, vibration resistance, and process-pressure rating. Alumina ceramic protection tubes are engineered for a different set of constraints: thermal stability at extreme temperatures, chemical inertness to aggressive furnace gases, electrical isolation of the thermocouple circuit, and protection of noble-metal elements from contamination. The two designs share a name fragment — "thermowell" and "protection tube" appear as partial synonyms in specification documents — but they answer different engineering questions at different points in the measurement architecture.
Alumina is most credible on the hot side of the measurement architecture
In the cracker temperature-measurement chain, the alumina tube typically belongs at the boundary between the ceramic protection zone and the high-temperature process environment. Lower-temperature and lower-aggression measurement points, where pressure-rated metal thermowells are sufficient and maintenance access matters more than ceramic insulation, do not gain from a ceramic substitution. Correct route assignment begins with confirming whether the measurement point is in the high-temperature furnace-side zone before selecting alumina.
Why Is Alumina Used in Cracker Temperature Measurement, and Where Does It Work Well?
Alumina is used in high-temperature cracker measurement because it offers a practical combination of temperature capability, chemical resistance, electrical insulation, and mechanical strength in hostile measurement duty. Industry characterization of alumina-based protection tubes positions them as the most commonly used advanced ceramic for thermocouple measurement in chemical, glass, and gas-industry environments, precisely because that combination is difficult to replicate at comparable cost in a metal or glass alternative. A further practical note from protection-tube documentation is directly relevant to cracker specification work: high-purity alumina ceramic tubes are fine-grained, non-porous, and gas-impervious near their melting point, with selection governed by temperature, atmosphere, and contamination sensitivity. That last point matters because noble-metal thermocouple elements — Type S, Type R, and Type B platinum-rhodium pairs widely used in high-temperature industrial measurement — are highly sensitive to metallic contamination. A ceramic protection barrier that prevents contact between the element and the metal sheath or the process gas is a protection requirement, not a preference.
Alumina's case for cracker measurement protection is not simply its temperature rating. It is the combination of electrical insulation, contamination resistance, and chemical stability in furnace atmospheres that makes ceramic the correct design choice on the hot side of the measurement architecture — even when the temperature is technically reachable by metal-clad alternatives.
Alumina's value is measurement protection under hostile furnace and process-gas duty
The engineering logic for alumina in cracker measurement follows from the failure modes of alternatives. Metal-sheathed Type K thermocouples are rated to approximately 1,150°C in oxidizing atmosphere under practical service conditions. Platinum-alloy thermocouples in reducing atmospheres require gas-tight ceramic protection to prevent elemental contamination from hydrogen, carbon, or reactive species in the cracker gas stream. Alumina delivers both the temperature headroom and the contamination barrier in a geometry that can be produced at lengths suitable for cracker-scale furnace measurement positions.
Electrical insulation and low contamination matter as much as temperature rating
A specification that mentions only temperature ceiling misses two of the three governing criteria for cracker-side alumina tube selection. The electrical insulation requirement isolates the thermocouple circuit from the furnace shell and prevents ground-loop measurement errors that appear as temperature drift or signal noise. The contamination requirement protects the noble-metal element from the chemical species present in the cracker gas at measurement temperature. Both criteria belong in the operating specification alongside the temperature target, and both are properties where alumina ceramic grades with ≥99.5% Al₂O₃ content offer consistent and documented performance.
Which Measurement Points Are Being Confused When Buyers Specify Alumina Thermowell Tubes?
The most common specification error is collapsing furnace-side ceramic protection duty, pressure-boundary metal thermowell duty, and gas-tight high-purity reactor duty into one material decision. The available source coverage does not support that simplification. Conventional thermowells are correctly described as rugged, serviceable fittings for pressure-containing pipe and vessel nozzles — removable, rated for pressure, and matched to wake-frequency calculations. Ceramic protection tubes are a different design class, used where the temperature exceeds practical metal limits or where gas chemistry demands a ceramic barrier rather than a metal-clad sheath. Gas-tight sapphire designs represent a further distinct architecture, developed specifically for hydrogenous or gasification atmospheres where even a standard alumina ceramic tube may not provide sufficient barrier integrity against thermocouple poisoning by diffusing hydrogen or reactive species.
The practical result of conflating these three architectures is a specification that names alumina for every measurement point in the cracker, generating purchase orders that are correct for the furnace hot-zone positions and wrong for the pressure-pipe instrument taps and reactor-grade gas-contact positions.
Furnace-side ceramic protection is different from pressure-piping thermowell duty
A furnace-side measurement point in a cracking furnace radiant section operates at radiant heat intensities and gas-stream temperatures that a conventional stainless thermowell cannot withstand without accelerated oxidation, creep, or carbide precipitation. An alumina ceramic protection tube — long, slender, gas-resistant, and electrically isolated — belongs here. A pipe instrument tap on the transfer line or quench section, operating at lower temperature and manageable pressure, is more naturally served by a standard metal thermowell matched to the ASME PTC 19.3 wake-frequency assessment. Applying ceramic protection-tube logic to that second position adds cost, lead time, and mechanical fragility without improving measurement quality.
Gas-tight sapphire designs solve a different problem from standard alumina protection
A specification review for a molten-aluminum degassing or hydrocarbon-processing measurement project that has reached gas-tightness as a hard requirement has moved past the alumina route. Sapphire monocrystalline protection tubes provide barrier-grade gas impermeability that polycrystalline alumina does not reliably match at the grain boundaries under sustained hydrogen exposure at high temperature. When the process atmosphere is explicitly hydrogenous, contains poisoning-risk species, or is rated as toxic under the plant's hazard classification, the route evaluation should begin at the sapphire or high-integrity gas-tight ceramic design tier rather than treating alumina as the default and sapphire as an upgrade. These are different measurement architectures from the start.
When Does the Decision Clearly Flip to SiC, Sapphire, or Metal Thermowell Routes?
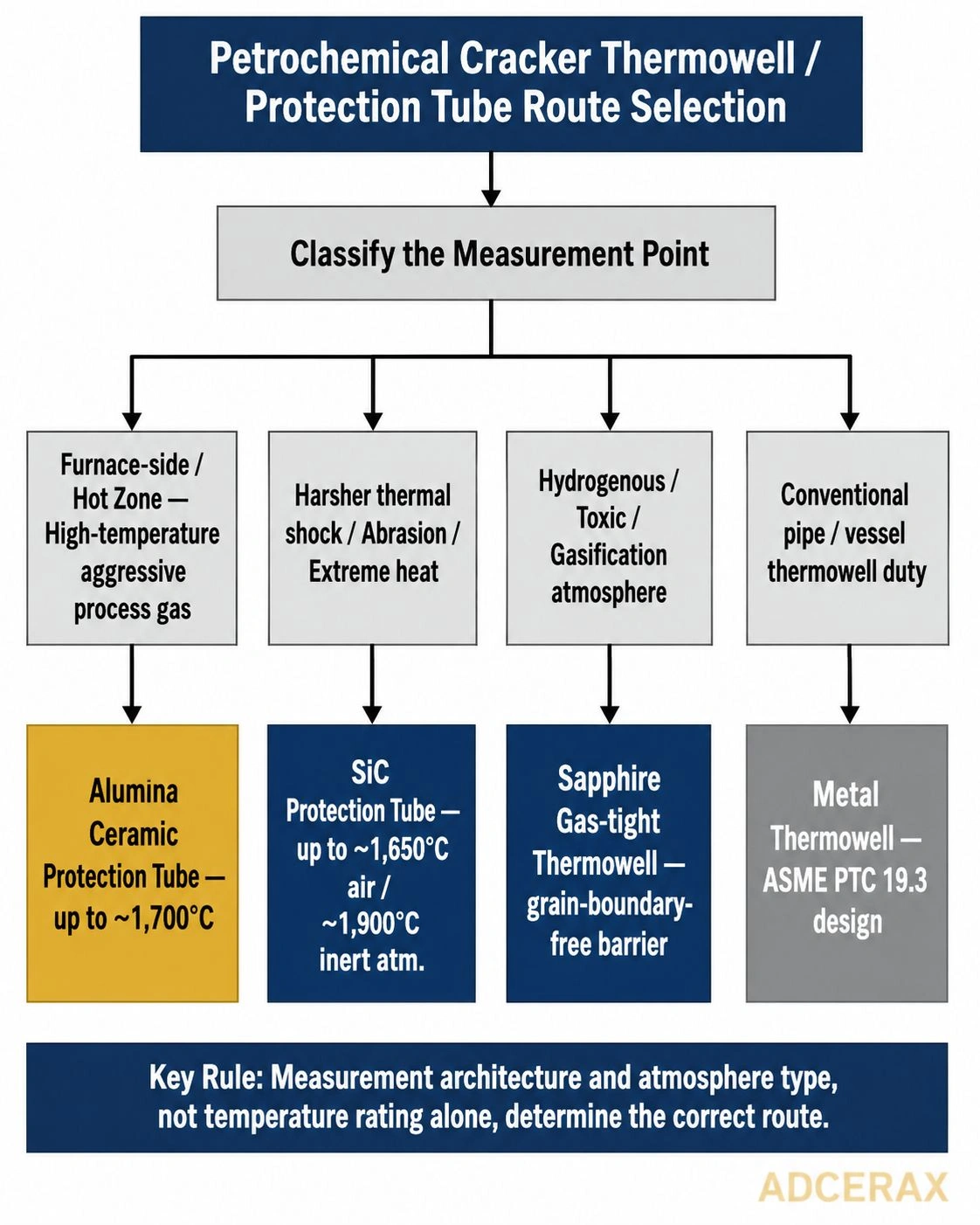
The decision stays with alumina when the measurement point is a high-temperature, chemically aggressive furnace-side or process-gas location and the priority is ceramic protection, electrical insulation, and stable thermocouple support at temperatures above the practical metal ceiling and below the threshold where thermal shock or gas-tightness become the governing constraints. Alumina protection tubes with ≥99.5% purity are positioned for continuous measurement duty up to approximately 1,700°C in relevant application documentation. The decision flips to SiC when thermal-shock severity, abrasion, or extreme-temperature duty exceeds alumina's reliable operating zone — sintered SiC thermocouple protection tubes are positioned for service up to approximately 1,650°C in air and 1,900°C in controlled inert atmospheres, with explicit targeting of harsh non-ferrous and extreme-heat sensing duty. The decision flips to sapphire when gas-tight protection in hydrogenous, gasification, or toxic-atmosphere service is the governing requirement, because sapphire protection-tube designs are built specifically around that barrier need. The decision reverts to metal thermowell when the point is a conventional pressure-boundary vessel or pipe instrument access location where ruggedness, replaceability, and wake-frequency compliance dominate the design.
The practical selection rule follows measurement architecture and atmosphere type, not temperature rating alone.
The table below maps the four measurement routes by criterion, with decision thresholds drawn from the sampled equipment and material source set.
Assignments indicative; verify against the exact measurement-point drawing, atmosphere analysis, and thermocouple element specification before release.
| Criterion | Threshold / Decision Trigger | Decision Direction |
|---|---|---|
| Furnace-side hot zone, high-temperature aggressive process gas | Ceramic insulation and corrosion resistance needed, duty up to ~1,700°C | Prefer alumina ceramic protection tube |
| Harsher thermal shock, abrasion, or extreme-heat duty beyond alumina zone | Need stronger shock and heat tolerance; service up to ~1,650°C in air or ~1,900°C in controlled atmosphere | Prefer SiC protection tube |
| Hydrogenous, toxic, or gasification atmosphere; noble-metal element poisoning risk | Gas-tight ceramic barrier required; grain-boundary diffusion is the failure mode | Prefer sapphire gas-tight thermowell route |
| Conventional vessel or pipe instrument tap | Pressure-boundary serviceability, wake-frequency compliance, and maintenance access dominate | Prefer metal thermowell per ASME PTC 19.3 |
| Noble-metal element in reducing or contaminating atmosphere | Gas-tight ceramic protection and possibly a secondary outer tube required | Do not leave element in lightly protected or metal-clad route at this duty point |
Alumina is overspecified when the point is a standard low-temperature pipe instrument tap, and underspecified when the atmosphere requires gas-tight sapphire-grade barrier performance. Silicon carbide protection tubes belong in the evaluation for measurement points where thermal-shock transients from process upsets or startup cycles are the documented failure driver on the outgoing alumina parts.
Measurement-architecture-driven selection rule: alumina for hot aggressive ceramic-protection duty, SiC for harsher thermal/erosive duty, sapphire for gas-tight aggressive atmospheres, and metal for conventional pressure-boundary thermowell positions.
What Should Go Into the RFQ and Operating Specification?
An RFQ that states only "alumina thermowell tube for petrochemical cracker service" has not yet been written. The specification must identify the exact measurement architecture and its governing constraints before a vendor can return a technically valid quote. Ceramic protection-tube selection depends on temperature, atmosphere, contamination sensitivity, response time, and mechanical environment — and each of those inputs can change the route.
The following checklist covers the required fields for a complete ceramic thermowell or protection-tube RFQ and operating specification.
- Measurement architecture — state whether the point is a ceramic protection tube, a ceramic outer thermowell with inner-element protection, a gas-tight insert route, or a conventional metal thermowell; the distinction determines which product family and which qualification test apply
- Maximum process temperature — continuous skin or gas temperature at the sensing point, not the furnace nameplate operating temperature
- Atmosphere type and composition — oxidizing, reducing, hydrogenous, inert, or mixed; include known reactive species (H₂ concentration, H₂S, sulfur, carbon activity)
- Noble-metal element identification — state whether a Type S, R, or B platinum-alloy thermocouple is in use; noble-metal elements require ceramic protection by design, not by preference
- Gas-tightness requirement — confirm whether grain-boundary diffusion at operating temperature is an acceptable risk or whether gas-tight monocrystalline or high-density ceramic is required
- Thermal cycling profile — temperature range per cycle, cycles per shift or per day, and maximum ramp rate; this input drives the thermal-shock assessment
- Tube geometry — outside diameter, inside diameter, total length, insertion depth, end style, and tolerance class
- Response time limit — define the maximum lag from process change to reading stability; protection tubes attenuate response speed relative to bare or metal-clad alternatives and this must be specified, not assumed
- Mechanical environment — flow velocity, vibration level, and whether abrasion or erosion from entrained particulate is present at the measurement point
- Replacement interval and inspection access — specify the planned service interval and whether in-place inspection is required, because ceramic tube replacement procedures differ from metal thermowell extraction and require separate handling provisions in the SOP
For a review of available ceramic tube material options spanning alumina, SiC, and other protection-tube grades for petrochemical and high-temperature chemical-processing service, the product page lists current stock and custom configurations.
Reviewing a cracker measurement-point drawing and need to confirm whether alumina, SiC, or sapphire is the stronger protection route for a specific thermocouple position? Send the measurement-point sketch, thermocouple element type, and current failure description to ADCERAX engineering for a route review. The review classifies the measurement architecture, confirms the material boundary, and produces a specification-ready recommendation before the RFQ is written.
Frequently Asked Questions
Is an alumina thermowell tube the same as a standard metal thermowell?
No. Alumina ceramic protection tubes are positioned for high-temperature, aggressive-media thermocouple protection, where ceramic electrical insulation and chemical resistance at temperatures up to approximately 1,700°C are the governing requirements. Conventional metal thermowells are rugged pressure-boundary fittings designed for vessel and pipe access, rated against wake-frequency criteria, and intended for sensor exchange without process shutdown. The two serve different measurement architectures and are not substitutes for each other.
Why would a cracker application use alumina instead of metal?
Because alumina delivers the temperature capability, electrical insulation, and chemical resistance that metal-sheathed thermocouples cannot provide in the hottest and most chemically active furnace-side and process-gas measurement zones. Metal-sheathed Type K thermocouples are practically limited to approximately 1,150°C in oxidizing service. Platinum-alloy elements in reducing atmospheres require ceramic protection against contamination. Alumina tubes address both constraints in a single-component protection architecture.
When should SiC be considered instead of alumina for cracker thermocouple protection?
When the measurement duty involves harsher thermal-shock transients, abrasion or erosion from entrained process solids, or extreme temperatures above the reliable alumina operating zone. Sintered SiC protection tubes are positioned for service up to approximately 1,650°C in air and approximately 1,900°C in controlled inert atmospheres, with explicit application to harsh high-heat measurement environments where alumina tube failure history shows thermal-shock cracking or accelerated chemical attack.
When does sapphire make more sense than alumina for a petrochemical measurement point?
When gas-tight protection in a hydrogenous, gasification, or toxic-species atmosphere is the governing requirement. Sapphire monocrystalline protection designs are built specifically for that barrier need, providing grain-boundary-free gas impermeability that polycrystalline alumina does not reliably match under sustained hydrogen exposure at high temperature. If the measurement-point atmosphere classification includes a hydrogen-poisoning or toxic-diffusion risk, the route evaluation should begin at the sapphire or gas-tight ceramic tier rather than treating alumina as the default.
What is the biggest specification mistake when sourcing alumina thermowell tubes for cracker service?
Using the phrase "alumina thermowell tube" without identifying the exact measurement architecture — ceramic protection duty, gas-tight reactor-grade duty, or conventional pressure-boundary thermowell duty — and without stating atmosphere type, noble-metal element identity, gas-tightness requirement, and thermal cycling profile. A vendor receiving only "alumina thermowell tube for cracker service" cannot confirm whether the protection route, geometry, purity grade, or response-speed allowance matches the actual measurement point.