Engineers investigating aluminum alloy casting inclusions usually encounter two kinds of advice that do not quite connect. Foundry literature emphasizes that the main defects are oxide films and bifilms generated by oxidation, turbulence, and melt handling — and that process discipline is the primary control. BN product literature, meanwhile, points to the non-wetting interface between BN and molten aluminum and suggests the material helps keep metal clean. Both are correct, but the two bodies of advice are describing different parts of the same problem. This article connects them: it identifies which inclusion pathways a BN crucible can realistically influence, which defects remain governed by melt-handling and flow, and how to route the material-position decision before specifying BN.
BN crucibles in aluminum alloy casting can help reduce some contamination pathways, but they do not eliminate all inclusions. Their real value is at the melt–wall interface: BN's initially non-wetting behavior and barrier function can reduce sticking, build-up, refractory interaction, and secondary debris formation at the contact surface. The dominant inclusions in aluminum casting, however, are often oxide films and bifilms created by oxidation, turbulence, and melt handling, so BN should be positioned as an interface-cleanliness tool — not a complete inclusion-elimination solution.

BN reduces sticking and build-up at the melt–wall interface — a meaningful gain in some casting systems, but not a substitute for melt-handling discipline.
For the full range of boron nitride crucibles — including HPBN, PBN, and composite grades — the context that this article's material-position routing feeds into covers more of the application space than molten aluminum alone.
What BN crucibles can and cannot do for inclusions
The most useful starting point is a title correction. In aluminum alloy casting, BN crucibles cannot be treated as a universal inclusion-elimination tool. Primary inclusion studies on aluminum alloy melts make clear that inclusions are strongly linked to oxidation, oxide-film break-up, scrap charge condition, turbulence, and bifilm entrainment during melt handling and filling. These sources are process-generated — they appear in the melt before it contacts the crucible wall, and they persist through transfer, pouring, and filling regardless of what the wall is made of. Crucible material can improve part of the contamination problem, but it cannot eliminate a defect population whose root cause sits elsewhere in the process.
BN becomes relevant where inclusions or contamination are directly linked to melt–wall interaction: sticking, frozen build-up, spallation, local reaction, or debris released from the contact surface. That is a real and sometimes significant part of the contamination problem in some casting systems. It is not the same as the oxide bifilm population generated by turbulent flow and oxidized scrap. A foundry engineer who replaces a conventional refractory crucible with a BN crucible and observes cleaner metal has likely improved the interface-derived contamination branch. If the dominant defect source is bifilm entrainment from turbulence, the improvement from crucible material change will be partial at best.
Interface-derived contamination versus process-generated inclusions
The engineering distinction matters because it determines where the improvement investment should go. If the main defect source is the melt–wall interface — visible as recurrent build-up, metal sticking, aggressive cleaning cycles, or surface-derived debris — BN is worth evaluating seriously. If the main defect source is turbulence, poor transfer practice, oxidized charge, or bifilm entrainment, BN is a secondary tool at most, and process control must come first.
Why title correction increases rather than weakens commercial value
A material that reliably reduces one specific category of inclusion or contamination, under the right conditions, is more commercially useful than a material that promises to eliminate "inclusions" broadly but fails to deliver in most practical scenarios. The article's goal is to identify the conditions under which BN genuinely helps, so the reader can specify it in the right role.
Which inclusion sources are actually controlled by the crucible interface
In aluminum alloy casting, the main inclusion map divides into two distinct branches. The first branch is bulk-melt or process-generated defects: oxide films, bifilms, entrained oxides, oxide fragments from scrap, and hydrogen-related porosity. Published research on inclusions in molten Al–Mg, Al–Cu, and Al–Zn–Mg–Cu alloys explicitly states that inclusions are a major factor in ingot and casting quality because aluminum oxidizes readily during production, transport, and remelting. Oxide-film defects are further governed by melt-flow field and pouring conditions, and the foundry literature on bifilm defects is direct: process optimization — not contact-material selection — is the primary control point for bifilm formation and entrainment. The second branch is contact-derived contamination: frozen metal build-up that later breaks off, reaction products at the refractory wall, fragments released during cleaning, and debris spalled from degraded surface zones. This is the branch where contact-material choice has a real effect.
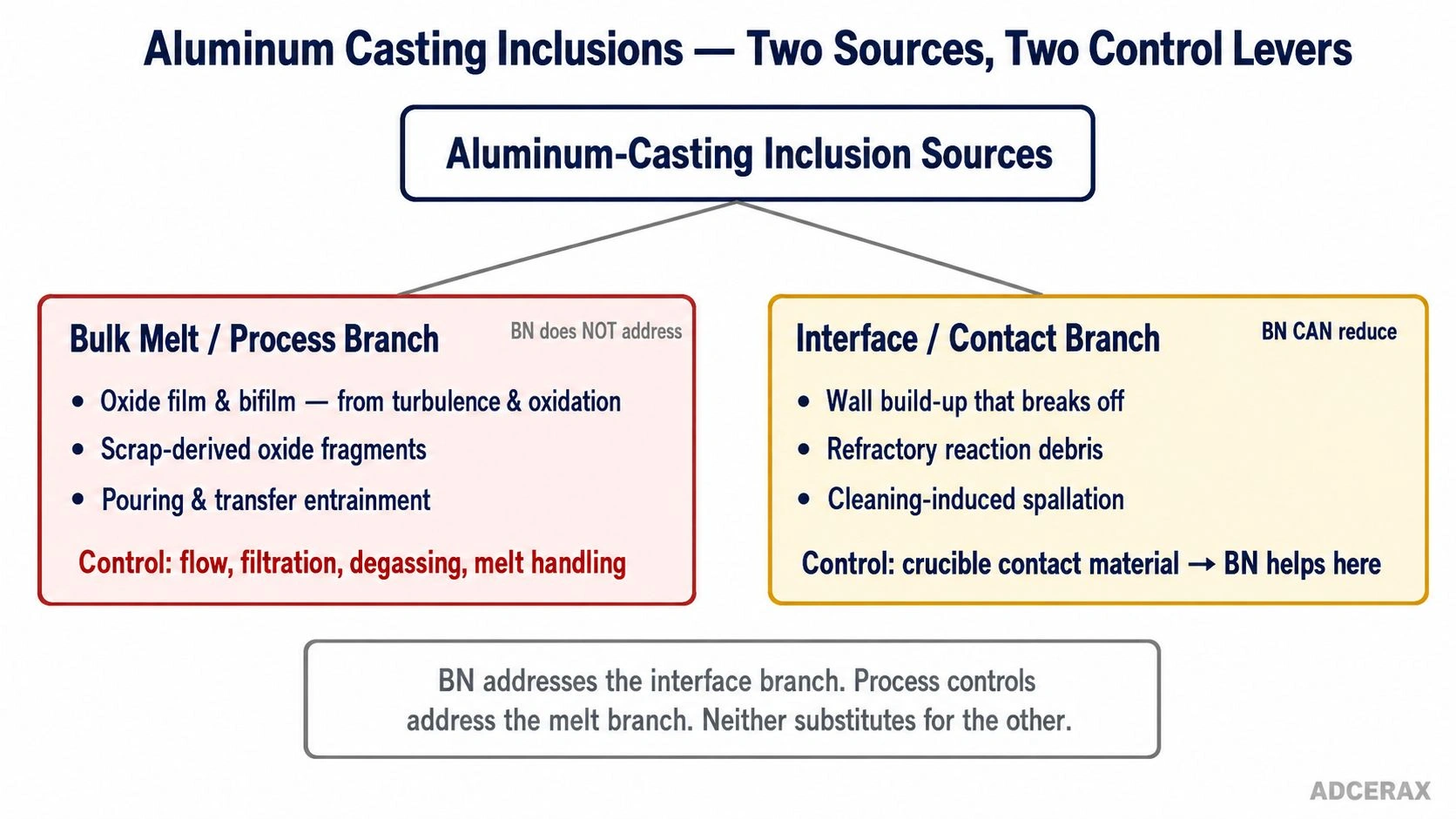
Two branches govern the inclusion decision: process-generated defects that require melt-handling control, and interface-derived contamination where BN can reduce the contribution.
The inclusion-source table below maps each defect type to its primary driver and BN's expected influence.
| Inclusion / defect source | Main driver | BN crucible likely to help? | Why |
|---|---|---|---|
| Oxide film / bifilm entrainment | Oxidation + turbulence + melt handling | No / only indirectly | Primary control is flow, transfer, filtration, and process discipline |
| Scrap-derived oxide fragments | Oxidized charge / handling history | No / only indirectly | Upstream charge condition dominates |
| Wall build-up that later breaks off | Wetting / sticking on contact surface | Yes | BN's initially non-wetting interface can reduce adhesion and frozen build-up |
| Refractory reaction debris | Melt–wall reaction and surface damage | Yes, conditionally | BN can reduce contact-derived reaction or sticking contribution |
| Cleaning-induced spallation debris | Mechanical removal of stuck metal or dross | Yes | If less build-up forms, less aggressive cleaning may be needed |
BN is best understood as a tool for reducing interface-derived secondary contamination, not as a universal solution to aluminum-melt inclusions. Values indicative; verify against actual alloy chemistry, temperature, and hold time.
Bulk-melt defects: oxides and bifilms from oxidation and flow
Oxide film and bifilm formation begins at the melt surface the moment aluminum contacts oxygen. It continues through every transfer event — ladle to crucible, crucible to mold, filling of the cavity. Turbulence folds the surface film and entrains it as bifilm defects, which are then distributed through the solidifying casting. The oxide film that arrives on the charge from scrap can evolve further in the melt, contributing additional oxide particles. None of these events are controlled by the crucible inner surface. They are controlled by melt atmosphere, scrap selection, transfer speed, and pouring practice.
Contact-derived contamination: build-up, spallation, and reaction debris
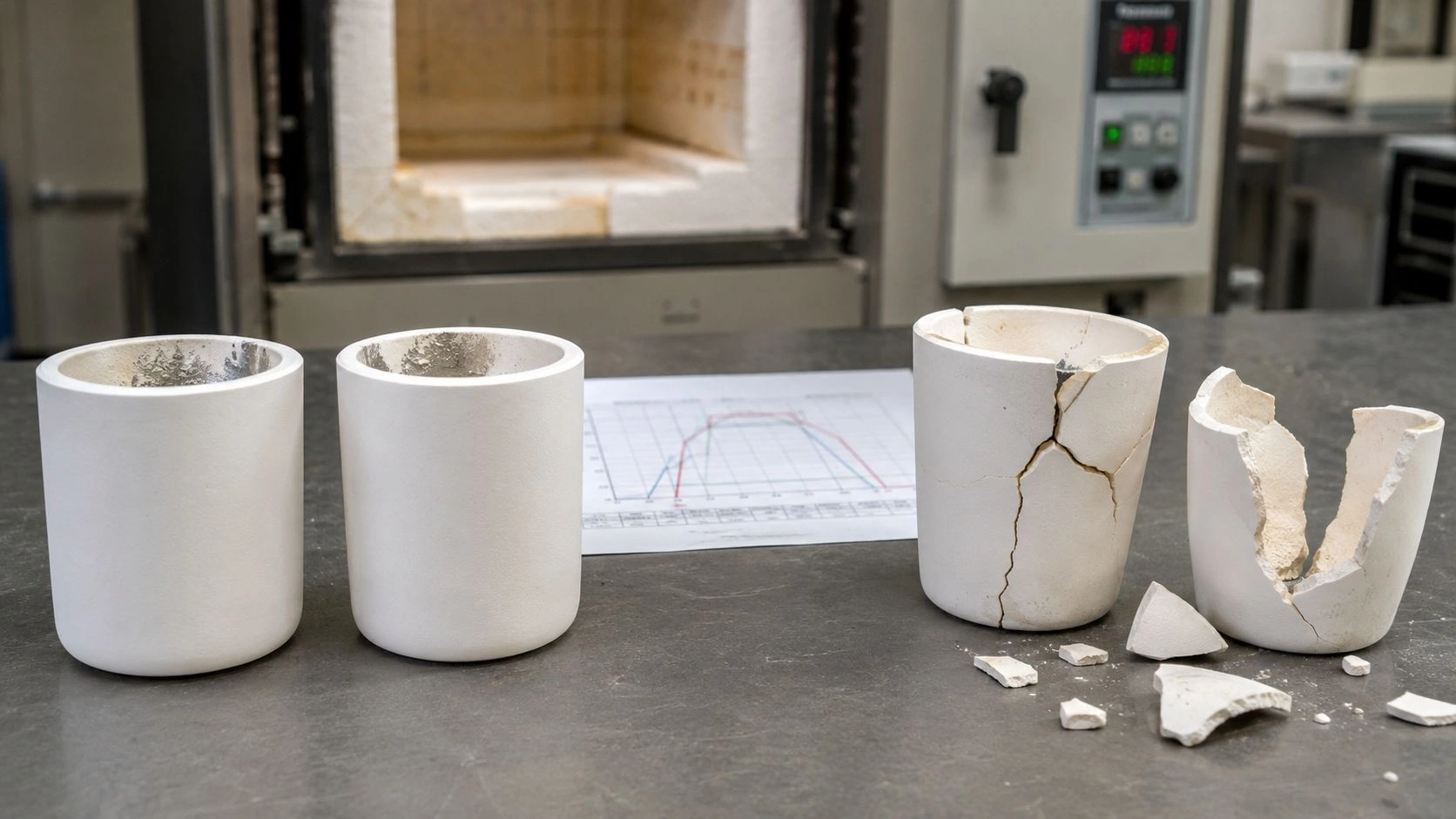
A different defect population originates at the crucible wall. When aluminum wets a surface, freezes onto it, and is then dislodged — by thermal cycling, by cleaning, or by progressive surface degradation — it re-enters the melt as debris. Refractory surfaces with high wettability to aluminum tend to accumulate more adhesion and build-up. Over multiple heats, the mechanical cleaning required to remove that build-up can itself release fragments. This is the contamination branch that a non-wetting contact material like BN can influence.
How BN helps at the molten aluminum interface
BN helps at the molten aluminum interface because the original BN/Al contact is strongly non-wetting. The original BN/molten aluminum contact angle was estimated at approximately 133° at 1373 K, which places the interface clearly in the non-wetting regime, and the same system can still move toward wetting through AlN formation over time. In practical casting terms, a 133° contact angle means aluminum is significantly less inclined to spread, stick, and freeze onto a clean BN surface than onto many conventional refractory or metallic contact surfaces. Less adhesion translates into less frozen build-up, less need for aggressive mechanical cleaning between heats, and potentially fewer secondary debris particles re-entering the melt from the wall. That is the mechanism behind BN's reputation in molten aluminum handling, and it is a real advantage in the right application window.
The key boundary from the same primary research is that the BN/Al interface is not static. AlN formation can progress under sufficient temperature and time conditions, driving the system toward improved wetting. BN is therefore best understood as boron nitride ceramic that offers an initially non-wetting, cleaner interface — not as permanently inert under every aluminum contact condition and duration.
Initial non-wetting and reduced build-up
At the start of aluminum contact with a clean BN surface, the large contact angle prevents spreading and limits adhesion. This is the phase where BN's interface advantage is strongest: metal sits rather than spreads, and the force required to mechanically remove any residual is lower than on a more wettable surface. In aluminum crucible or liner applications, this translates to cleaner release and less accumulated dross or frozen-metal layer between heats.
Why less build-up can mean fewer contact-derived inclusions
If frozen build-up is eliminated or significantly reduced, the mechanisms that convert it into inclusion defects — aggressive cleaning, thermal-cycling spallation, and progressive surface degradation — are also reduced. That is not a trivial gain in casting operations where multiple heats share the same crucible and cumulative contamination from wall build-up is a known quality variable. The improvement is real, but it is bounded by the interface-derived branch of the inclusion map, not the whole map.
Why wetting can still evolve if time, temperature, and reaction allow
The same research that documents the original 133° non-wetting angle also describes how wetting can improve as AlN forms at the interface under reactive conditions. Long hold times at elevated temperature with reactive aluminum alloys can progressively narrow BN's interface advantage. This is why BN is appropriate for certain aluminum contact windows — moderate temperature, moderate hold time, clean starting interface — and less appropriate for prolonged, high-temperature, or reactive-alloy exposure where the interface evolution is more likely to proceed.
Where BN stops helping enough
BN stops helping enough when the dominant defect source is no longer the melt–wall interface. If the casting system generates oxide bifilms through turbulent transfer, entrainment, or oxidized scrap, changing the crucible material alone will not remove that defect population. Published research on bifilm defects in aluminum alloy castings is direct on this point: flow-field optimization and melt-handling control are the primary levers, not contact-material selection.
A second limitation is exposure severity. Primary research on BN/aluminum contact behavior shows that the initially non-wetting interface can evolve through interfacial reaction — AlN formation improves wetting over time, narrowing the gap between BN and more reactive surface materials. Under long hold conditions or with highly reactive aluminum alloys, BN should be treated as a conditionally useful material rather than a permanently inert one.
BN eliminates the wrong defect population far less often than its non-wetting reputation suggests. The right application claim is narrower: BN reduces the interface-derived contamination branch. That narrower claim, applied correctly, is still commercially and technically meaningful.
Bifilms and entrained oxides still require process control
The most common misread in BN crucible applications for aluminum casting is specifying BN as a melt-cleanliness solution without addressing the bifilm and turbulence problem. If pour design, transfer speed, ladle geometry, or filtration practices have not been optimized, BN at the crucible wall leaves the main defect source untouched. The specification decision should be: BN for the interface branch, process discipline for the bifilm branch, filtration for mixed defect populations.
Longer exposure and reaction can narrow BN's interface advantage
Crucibles or liners that hold aluminum for extended periods, or that operate near the upper temperature range for the alloy, should be validated with awareness of the AlN-formation pathway. A material that performs well in short-contact foundry crucible service may perform less cleanly in a prolonged melting or holding application where the interface has time to evolve toward reactive wetting.
Why BN should be positioned as a local cleanliness tool, not a total solution
In a casting operation with process-generated bifilm defects and contact-derived debris, BN addresses one branch and leaves the other. That is still worth doing if the contact-derived branch is contributing materially to the defect count. It becomes the wrong investment if the process-generated branch dominates and the cast quality improvement expected from a crucible change is not realized.
When BN is worth specifying in aluminum alloy casting
Specify BN when the real problem sits at the interface: recurrent build-up on the contact wall, aggressive sticking that forces destructive cleaning, secondary debris released from the surface, or contamination from refractory interaction in short-to-moderate aluminum contact windows. The decision below separates situations where BN is a useful candidate from those where it is not the right primary intervention.
The routing checklist for the material-position decision:
Situations where BN is worth evaluating
- Recurrent wall build-up or metal sticking between heats, requiring aggressive mechanical cleaning, especially where debris from cleaning is suspected to re-enter the melt.
- Short-to-moderate aluminum contact time at temperatures where the BN interface has not yet evolved through AlN formation — the initial non-wetting advantage is strongest here.
- Supplementary use alongside process controls already in place for bifilm and turbulence defects — BN as the interface-cleanliness layer in a multi-tool approach.
- Laboratory or research aluminum melting where high melt purity is required and contamination from crucible interaction must be minimized.
- Transition from highly wettable refractory crucibles where the build-up and cleaning cycle is a known quality variable and the interface-derived contamination fraction is measurably significant.
Situations where BN is not the primary answer
- Dominant defect is oxide bifilm or turbulence-driven entrainment — the root cause is process-generated, and crucible-material change will produce at best a partial and possibly misleading improvement.
- Long hold times at elevated temperature with reactive alloys — the AlN-formation pathway may narrow BN's interface advantage and the investment may not produce the expected cleanliness gain.
- Oxide-film carryover from scrap charge — upstream charge quality and oxide-film management in the melt must be addressed; crucible choice has no pathway to fix this.
- Expecting complete melt-purity improvement without process changes — BN does not replace filtration, degassing, transfer-speed control, or bifilm-suppressing pouring practice.
What to confirm before the RFQ
For ceramic crucible materials sourced for aluminum alloy casting, define the material position before the order: crucible, liner insert, or coating applied to an existing vessel. Then confirm aluminum alloy chemistry and any particularly reactive alloying elements, operating temperature and hold time, and whether the goal is reduced adhesion and release, lower contact-derived debris, or both. In the supplier conversation, confirm HPBN or PBN grade, surface finish, geometry, and whether short-contact or long-contact service is expected. The evaluation should also confirm whether process controls for bifilm and turbulence are already in place, because BN's contribution will be larger and more clearly measurable in a system that has already addressed the process-generated defect branch. For broader context on how BN fits within the wider industrial ceramics portfolio for high-temperature melt-contact applications, the same interface-derived versus process-generated distinction governs BN's role across other non-ferrous melt applications beyond aluminum.

A clean BN inner surface — smooth, non-wetting, and with minimal adhesion history — is the interface condition that reduces contact-derived secondary contamination in aluminum melt handling.
Conclusion
BN crucibles reduce one real contamination pathway in aluminum alloy casting: the interface-derived branch, where build-up, sticking, and refractory interaction contribute secondary debris to the melt. That is a meaningful contribution in casting systems where the contact-surface condition is a measurable defect source. It is not a substitute for melt-handling discipline, flow control, filtration, or the process-level work required to suppress oxide bifilm formation and turbulence-driven entrainment. The right purchasing question is not whether BN eliminates inclusions — it does not — but whether the interface-derived contamination branch in the specific casting system is significant enough to justify the material-position change.
Considering BN crucibles, liners, or coatings for an aluminum alloy casting or melting application? Send the aluminum alloy grade, operating temperature, hold time, and the primary defect you are trying to reduce. ADCERAX engineers return a material-position assessment with recommended BN grade, contact-window guidance, and an honest note on where process controls must accompany the material change; turnaround depends on inquiry complexity — no RFQ commitment required at this stage.
Frequently Asked Questions
Do BN crucibles eliminate inclusions in aluminum alloy casting?
No. BN crucibles may reduce some interface-derived contamination pathways — such as build-up-related debris and refractory interaction at the contact surface — but they do not eliminate the dominant process-generated defects such as oxide bifilms created by oxidation, turbulence, and melt handling. Those defects require process-level control, not crucible-material substitution.
What inclusion problems in aluminum casting are mostly unrelated to crucible choice?
Oxide-film and bifilm entrainment, scrap-derived oxide carryover, and turbulence-driven melt defects are mainly governed by melt-handling practice, oxidation control, filtration, and pouring conditions rather than by the crucible material. Improving those defects requires process discipline — ladle design, transfer speed, filtration, atmosphere control, and scrap quality — not a change in contact material.
Why does BN still help if it cannot solve the whole inclusion problem?
Because the original BN/aluminum interface is strongly non-wetting, BN can reduce adhesion, frozen build-up, aggressive cleaning cycles, and some contact-derived secondary debris entering the melt from the wall. That reduction can matter meaningfully in casting operations where the interface-derived contamination branch is a significant contributor to the defect count, even when bifilm and turbulence defects remain present.
Can BN stay non-wetting forever in molten aluminum service?
No. Primary wetting research shows the original BN/molten aluminum interface has a contact angle near 133°, which is clearly non-wetting, but the system can evolve through AlN formation and move toward improved wetting under sufficient temperature and time. BN should be treated as an initially cleaner and less adhesive interface — valuable in moderate-contact applications — rather than as permanently inert under all aluminum-contact conditions and durations.