Silver and copper can both be melted in graphite, clay-graphite, or alumina crucibles without difficulty. That is exactly what makes the BN crucible selection question worth answering carefully, because BN is not solving a temperature problem — it is solving an interface problem. The right question is not "Can BN survive a silver or copper melt?" but "Is this process actually asking for contamination control, clean metal release, and low wall-memory behavior, or is it asking for low-cost, oxidizing-duty robustness and foundry-scale throughput?" Those are different problems, and they have different answers. This article maps the process conditions where BN earns its place in silver and copper refining, identifies where the justification for BN breaks down, gives the competing-material decision rule, and closes with the specification language that converts the decision into a usable RFQ.
BN crucibles are justified for silver and copper refining when the process is a high-purity, controlled-atmosphere melt or remelt problem where non-wetting behavior, low sticking, and contamination control matter more than bulk foundry economy. They are usually not the default choice for open-air, flux-heavy, large-batch refining, because hot-pressed BN is best used in inert or vacuum service and is valued for melt cleanliness and release behavior rather than for being the cheapest or toughest crucible route.

BN crucibles in silver and copper service are a contamination-control choice, not a temperature choice — the controlled atmosphere they require is part of the material-selection logic.
The range of boron nitride crucibles — from standard hot-pressed HPBN bodies to high-purity binder-free grades — provides the procurement context within which this selection-logic article sits.
What problem BN actually solves in silver and copper refining
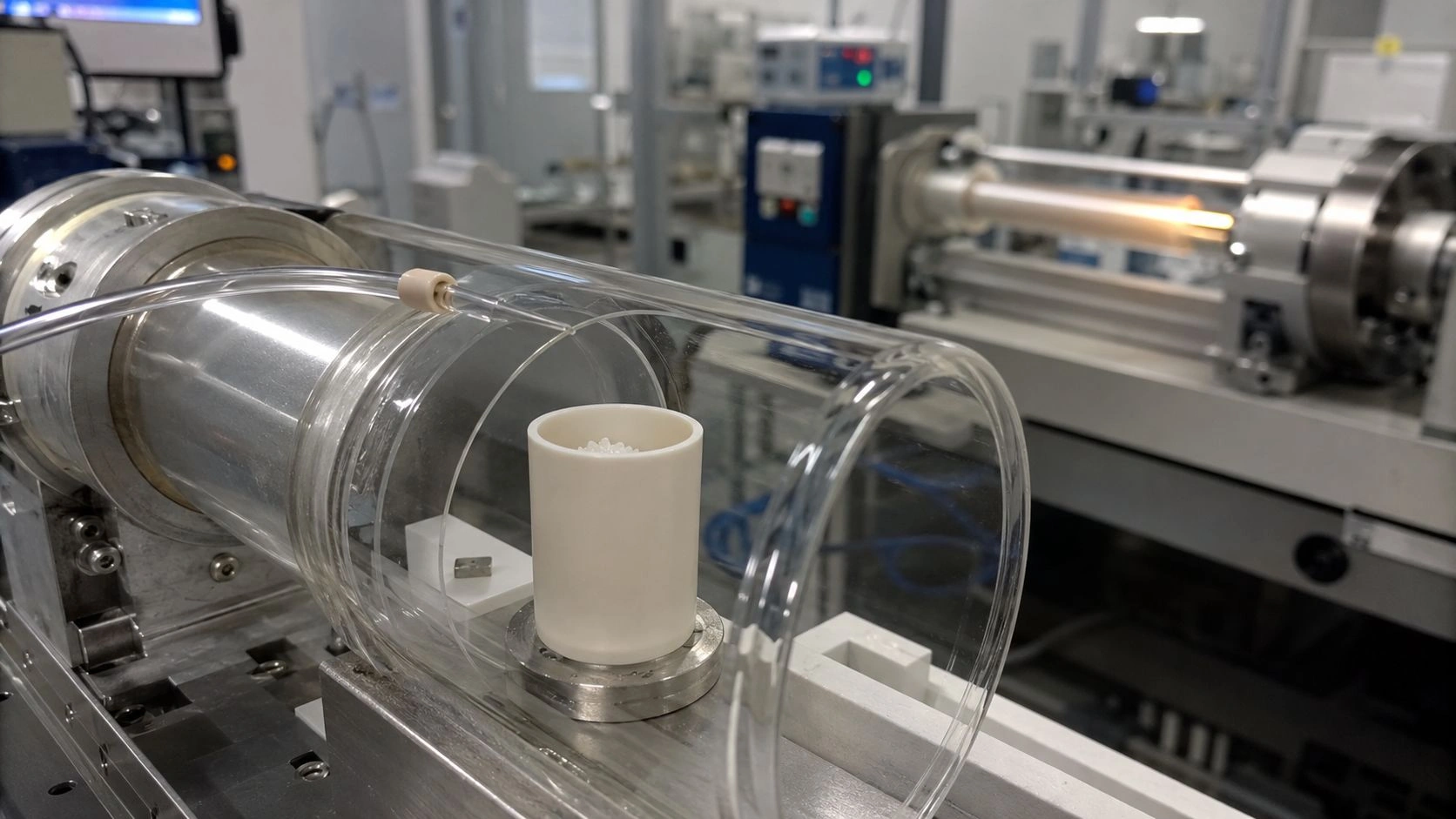
In silver and copper refining, BN is not addressing a temperature limitation. Both metals melt well below temperatures where conventional crucibles fail. What BN changes is the interface behavior: sticking, wall interaction, cross-batch contamination, and the difficulty of recovering clean metal from a container that has partly retained or reacted with the prior melt. Published materials-supplier positioning for high-purity BN grades places them in crucibles for high-purity molten metals and non-ferrous nozzles precisely because of non-wetting behavior and low-contamination tendency — not because of maximum temperature capability.
The practical consequence is that the strongest BN use case in silver and copper service is not "any melt involving these metals." It is the specific process window where the engineer cares about clean release, low wall adhesion, easy recovery of high-value metal, and minimal contamination from carbon, oxygen-bearing ceramics, or residual reaction films from prior batches. In those situations, BN functions less like a general foundry refractory and more like a process-control material — a distinction that drives a completely different buying logic from mainstream crucible procurement for bulk precious-metal melting.
Non-wetting and clean release matter more when metal value is high
The economics of clean release scale with metal value. In a silver or copper batch where every gram of retained metal or contaminated yield represents real cost, wall sticking and crucible-memory behavior are process losses, not only inconveniences. BN's non-wetting behavior toward most molten metals reduces the driving force for adhesion, which means less retained metal on the wall after pouring and lower risk of cross-batch purity carryover between campaigns.
The containment problem is often purity and recovery, not just melt temperature
High-purity remelting and alloy preparation for research or certification purposes impose a different specification than foundry melting. In those contexts, the question "What did this crucible add to the melt?" matters. A graphite crucible contributes carbon. An alumina crucible may contribute aluminum or contribute reactive oxygen species in certain atmospheres. BN in inert or vacuum service contributes very little under controlled conditions — which is why it appears in thermochemistry experiments and controlled-atmosphere alloy preparation work alongside silver and copper melt systems.
Why BN works well with silver and copper melts in controlled atmospheres
BN works well in the right silver and copper refining duty because of a combination of properties that act together rather than independently: non-wetting behavior toward most molten metals, good thermal shock resistance, low coefficient of thermal expansion, high-temperature stability in inert and vacuum atmospheres, and chemical inertness toward silver and copper melt chemistry. Published grade characterizations from high-purity BN suppliers describe binder-free grades as non-wet by nearly all molten metals and suitable for high-purity molten-metal crucibles — the technical case that makes the application claim defensible rather than promotional.
Independent academic use confirms the practical compatibility. Thermochemistry studies on binary silver alloy systems and copper alloy systems have used BN crucibles under purified argon atmospheres to contain the melts at elevated temperatures, demonstrating BN as a viable containment material for both noble-metal and copper-alloy experimental work at processing temperatures relevant to refining and alloy preparation.
The engineering implication is not that BN is uniquely reactive-resistant in some unexplained way. It is that the material provides a cleaner interface than many conventional options specifically when the service conditions match what BN offers: inert or vacuum atmosphere, small-to-medium batch sizes, high metal value, and process sensitivity to oxygen pickup, carbon contact, sticking, or memory effects from prior melts. That is the mechanism behind the application claim, not the reverse.
The broader boron nitride ceramic grades — including standard HPBN, binder-free high-purity grades, and PBN — differ in purity, density, and air-temperature limits, and those differences matter when specifying for silver or copper duty.
High-purity remelting and alloy cleanup are stronger BN cases than bulk melting
The BN case is strongest when the batch size is small, the metal value is high, the atmosphere is inert or vacuum, and the process either cannot tolerate carbon contact or requires clean-room-level contamination control between campaigns. Alloy preparation for calibration standards, high-purity remelting for recycling back into certified-purity stock, and laboratory-scale phase-diagram studies are all stronger BN cases than bulk silver or copper production melting.
Controlled atmosphere is part of the material-selection logic, not an afterthought
A buyer who specifies BN without also specifying the atmosphere requirement is specifying incompletely. Hot-pressed BN has a practical air oxidation limit — published BN liner service guidance places the direct-air boundary at approximately 800°C, above which oxidation becomes significant. That means the atmosphere is not a secondary operating detail; it is a first-order specification variable that must be part of the crucible selection discussion. BN in argon, nitrogen, or vacuum behaves as the non-wetting, clean-interface material the selection logic assumes. BN in open oxidizing air at refining temperatures behaves differently.
Which "refining" jobs are being mislabeled when BN is not actually necessary
The most common over-specification error in this material class is calling every silver or copper melt a "refining" duty and then selecting BN as a consequence. A process description that says "we refine copper" can mean bulk open-furnace fire refining in oxidizing air, or it can mean small-batch inert-atmosphere alloy cleanup. Those two processes have almost nothing in common from a crucible specification perspective.
For mainstream industrial precious-metal refining and recycling, graphite and SiC crucibles remain the established industrial route. Published graphite and SiC crucible positioning from major foundry-crucible suppliers explicitly places those materials in precious-metal refining and recycling and in copper and brass casting — which is direct evidence that BN is not the default answer for all silver and copper operations. The industries that process the most silver and copper by volume are overwhelmingly using graphite-family crucibles, not BN.
BN also has a clear service boundary that rules it out for some duties entirely. For processes that involve open oxidizing atmospheres at high temperatures, heavy flux additions, or large batch sizes where crucible economy is a primary cost variable, BN does not compete well with established graphite routes on durability, handling robustness, or economics.
BN is strongest when the engineer is buying purity, release behavior, and contamination control. It becomes difficult to justify when the plant is buying oxidizing-duty durability, heavy mechanical robustness, or foundry-scale economics.
"Refining" is not the same as "high-purity controlled remelting"
Fire refining, electrorefining, and flux-based silver parting are industrial refining processes that are not the application window for BN. High-purity batch remelting, assay sample preparation, controlled-atmosphere alloy cleanup, and laboratory-scale phase-diagram experimentation are the processes where BN's properties match the requirements. Recognizing which of these a given plant is actually running determines whether the BN specification is appropriate or excessive.
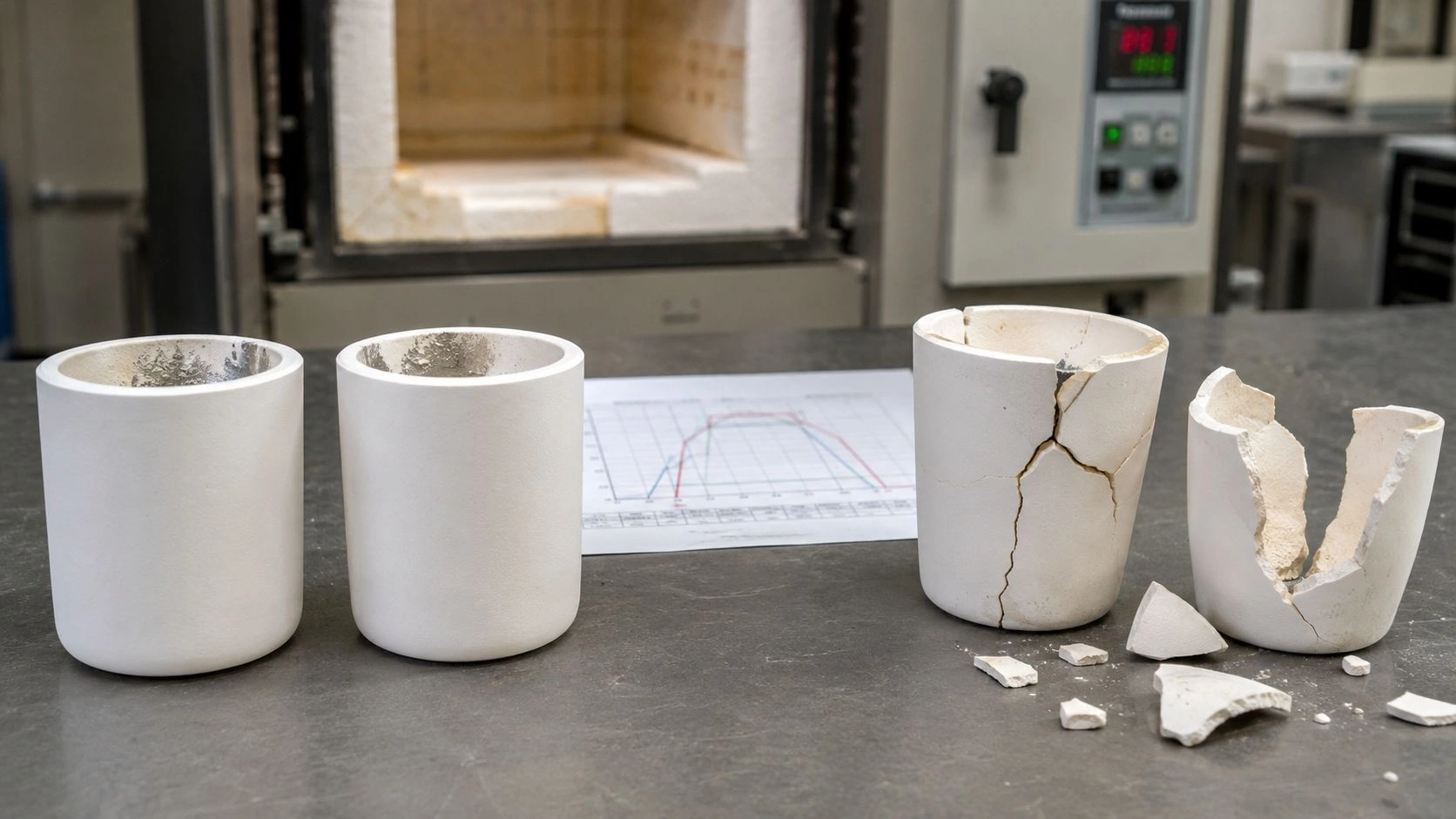
Air oxidation and mechanical robustness are real boundary conditions
Hot-pressed BN is machinable and dimensionally precise, but it is not a high-strength structural ceramic. It does not handle open-flame torch heating, rough physical handling during pouring, or repeated thermal shock from rapid open-air quenching the same way dense graphite or clay-graphite crucibles do. Specifying BN for a handling environment designed around those more robust materials will result in premature physical failure rather than material-chemistry failure.
When the decision should stay with graphite, alumina, or zirconia instead of BN
The decision should stay with more conventional crucibles when the process does not need what BN provides. The competing-material choice depends on which requirement the process is actually imposing.
Stay with graphite or SiC-graphite crucibles when the duty is mainstream precious-metal refining and recycling, copper or brass foundry melting, or any batch size where productivity and crucible economy dominate the specification. Graphite remains the established industrial route in these operations for reasons that are not irrational — it is robust, available in well-characterized grades, and economically aligned with high-throughput precious-metal and non-ferrous foundry practice.
Stay with alumina or zirconia when the process needs oxide-ceramic chemical stability in an atmosphere that does not favor graphite, but where BN's non-wetting advantage is not the critical factor. Some high-temperature melt-containment problems are better served by the mechanical toughness and reactive-metal compatibility of dense zirconia or the chemical neutrality of high-purity alumina in specific atmospheres.
The selection boundary is summarized in the criteria table and application snapshot below:
Selection Criteria
| Criterion | Threshold / decision trigger | Decision direction |
|---|---|---|
| Carbon contact sensitivity | If the process cannot tolerate graphite-derived contact or wants lower wall-memory risk | Prefer BN over graphite-based containment |
| Metal release / sticking | If silver or copper recovery is hurt by wall sticking or residual metal retention | Prefer BN for non-wetting, cleaner release behavior |
| Atmosphere | If service is vacuum, argon, or nitrogen rather than hot oxidizing air | BN remains viable; direct air exposure above ~800°C is the practical oxidation boundary |
| Process type | If the duty is high-purity remelt, assay prep, alloy cleanup, or controlled-atmosphere refining | BN is more attractive than mainstream foundry crucibles |
| Scale and economics | If the job is bulk precious-metal recycling, copper/brass foundry melting, or large-batch open-furnace work | Stay with graphite/SiC-family crucibles unless purity drivers justify BN |
Application Boundary Snapshot
| Material route | Best fit for silver/copper duty | Main advantage | Main boundary |
|---|---|---|---|
| BN crucible | High-purity batch refining, remelting, assay prep, contamination-sensitive melt handling | Non-wetting, clean release, low contamination tendency in controlled atmosphere | Oxidizing air duty and bulk foundry economics are weak points |
| Graphite / SiC-graphite crucible | Mainstream precious-metal refining/recycling, copper/brass foundry melting | Established industrial route, good economics, broad foundry use | Carbon contact and crucible-memory effects can matter in high-purity work |
| Alumina / zirconia crucible | Oxide-ceramic route where that chemistry or structure is preferred | Alternative non-carbon route with different mechanical/chemical balance | May not offer BN's release behavior or machinability advantage |
Values indicative; verify with supplier-specific grade data, atmosphere conditions, and actual melt chemistry.
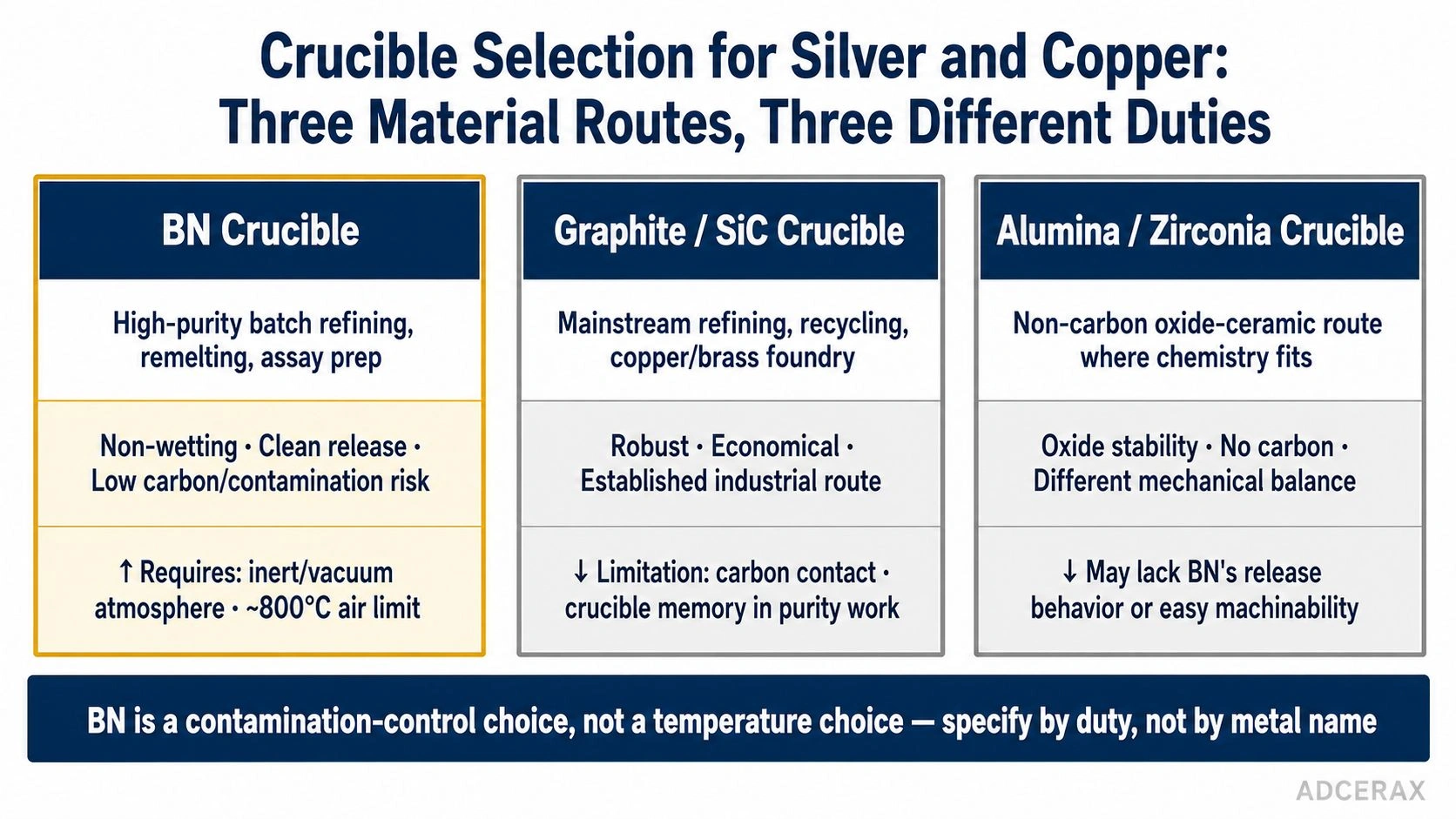
The selection boundary is not "silver/copper application" — it is whether the duty is contamination-sensitive controlled remelting (BN) or high-throughput open-furnace foundry practice (graphite/SiC).
For teams comparing ceramic crucible material options across BN, alumina, zirconia, and graphite-composite systems for high-purity melt handling, the duty-class framing described here applies across the full crucible family: the selection should match what the process is actually asking the crucible to do.
Why graphite remains common even when BN is technically cleaner
Graphite's persistence in precious-metal and copper foundry service is not simply inertia. Dense graphite and clay-graphite crucibles offer high thermal conductivity, good mechanical robustness under induction heating, compatibility with flux chemistry, and established service records across a wide range of precious-metal operations. In processes where purity is managed by chemistry rather than by crucible wall inertness, graphite's carbon contribution is either acceptable or managed by other means. BN becomes a technically superior choice only when the process cannot manage that contribution at all.
Why alumina and zirconia can still be the better engineering compromise
Dense alumina and zirconia crucibles provide a non-carbon oxide-ceramic option that can be suitable in certain controlled atmospheres where graphite is incompatible but the duty does not justify the cost and handling care of BN. Zirconia in particular offers high-temperature stability and resistance to some reactive metal chemistries that makes it a reasonable option in specific non-ferrous melt applications. The choice between BN and these oxide ceramics depends on whether non-wetting behavior and clean release are decisive requirements or secondary preferences.
What should go into the RFQ and operating specification
The RFQ for a BN crucible in silver or copper service needs to define the duty in three dimensions before addressing dimensions or grade: atmosphere, process type, and purity requirement. Without those three elements, the crucible specification is incomplete regardless of how precisely the geometry is described.
The specification and operating checklist for metallurgical ceramic components in precious-metal and non-ferrous melt handling:
- Atmosphere — specify argon, nitrogen, or vacuum; if open-air operation above 800°C is expected, review whether BN is the right material class before ordering.
- Process type — state whether the duty is high-purity batch remelting, assay preparation, alloy cleanup, or controlled-atmosphere refining; general foundry melting should route to graphite/SiC-family crucibles instead.
- Carbon contact tolerance — confirm whether the process prohibits graphite-derived contamination; if not prohibited, graphite may be more cost-effective.
- Release and recovery requirement — state whether clean metal release, low residual metal retention, and easy cleanup between batches are process requirements rather than preferences.
- Crucible form — specify whether the BN is a standalone crucible body, a liner for an existing graphite or metal holder, or a custom-machined form; BN's machinability allows custom geometries but the supplier needs the holder drawing to confirm fit.
- Temperature and hold time — state the maximum melt temperature and planned hold duration; this affects grade selection and determines whether standard HPBN or a higher-purity binder-free grade is appropriate.
- Thermal cycling rate — state how frequently the crucible will be thermally cycled and whether rapid quench operations are expected; BN's thermal shock resistance is good but is not unlimited.
- Batch size and crucible dimensions — OD, ID, depth, and wall thickness; smaller batch sizes are generally a stronger BN case than large ones.
If the supplier discussion only addresses non-wetting and grade purity, the RFQ is still missing the atmosphere, duty type, and carbon-tolerance items that determine whether BN is the right answer for this specific process.
Conclusion
BN crucibles earn their place in silver and copper service when the process is genuinely a high-purity, controlled-atmosphere melt-handling problem where contamination control, clean metal release, and low wall-memory behavior carry more weight than crucible cost and open-duty robustness. That is a narrower claim than "BN is best for precious metals" — and the narrowness is the point. Writing the selection decision around the actual process requirements rather than the metal name prevents over-specification in bulk foundry contexts and ensures BN is specified precisely where it delivers its real advantages.
Evaluating BN crucibles for silver or copper remelting, alloy preparation, or high-purity melt handling? Send the process atmosphere, batch size, temperature profile, current crucible material and any sticking or contamination issues observed, and purity requirement for the final melt. ADCERAX engineers return a grade recommendation with geometry guidance, atmosphere compatibility notes, and liner or standalone configuration advice; turnaround depends on inquiry complexity — no RFQ commitment required at this stage.
Frequently Asked Questions
Can BN crucibles be used for molten silver and copper?
Yes, especially in controlled-atmosphere, high-purity, or laboratory-scale melt work. Academic thermochemistry studies on silver and copper alloy systems have used BN crucibles under purified argon atmospheres as the melt container, and materials suppliers position high-purity BN grades for high-purity molten metals specifically because of non-wetting and low-contamination behavior toward silver and copper melt chemistry.
Is BN the best crucible for all silver and copper refining?
No. BN is the stronger choice when contamination control, clean metal release, and non-wetting behavior are the primary drivers. It is not the universal default for open-air, large-batch, or foundry-style refining where graphite and SiC-based crucibles remain the established mainstream route and where crucible economy and handling robustness dominate the specification.
Why would BN be preferred over graphite for some silver or copper work?
Because BN reduces wall sticking, lowers crucible-memory risk between batches, and avoids direct carbon contact in contamination-sensitive melts. In high-value or purity-critical work where even small carbon or wall-residue contributions matter, those advantages justify the higher crucible cost. In bulk melting where carbon is acceptable and throughput is the priority, graphite remains the more economical and robust choice.
What is the biggest operating limitation of BN in precious-metal and copper service?
Atmosphere. BN crucibles in this application are specified for inert gas — typically argon or nitrogen — or vacuum service. Published BN liner service guidance places the practical air oxidation boundary at approximately 800°C; direct air exposure above that threshold causes progressive oxidation that degrades the crucible. Open oxidizing furnace duty at refining temperatures is outside the normal operating window for hot-pressed BN.
When should a buyer reject BN and keep a more conventional crucible?
Reject BN when the primary requirements are low cost per kilogram melted, open-furnace handling robustness, compatibility with flux chemistry in oxidizing atmospheres, or large-batch throughput. In those cases, graphite or SiC-family crucibles are the established, better-matched choice. BN becomes justified only when the process specifically needs contamination control, clean release, and inert-atmosphere melt handling that those more conventional materials cannot provide at acceptable purity.