When a BN or PBN crucible fails, the first question is which failure mode it is actually showing — because the three most common modes respond to completely different corrective actions. A delamination problem in a layered PBN assembly is not fixed by slowing the temperature ramp. A cracking problem from thermal gradient stress is not fixed by changing the atmosphere. A chemical attack driven by air oxidation is not fixed by switching from PBN to HPBN. Getting the failure classification right before writing the replacement specification prevents the most expensive outcome in this application: replacing an expensive BN crucible with a slightly different expensive BN crucible that fails through the same mechanism for the same reason.
In BN crucibles, delamination, cracking, and chemical attack usually point to different root causes. Delamination is most associated with layered or deposited BN architectures and interface separation. Cracking is usually a thermal-shock, restraint, or brittle-stress problem. Chemical attack is more often oxidation-, humidity-, flux-, or reactive-environment-driven than ordinary molten-metal wetting, because BN is generally resistant to many molten metals, molten salts, and plasma environments until the environment crosses its oxidation or reaction boundary.

BN crucibles in high-purity inert-atmosphere service protect melt cleanliness — failure diagnosis must start with architecture and atmosphere, not material grade.
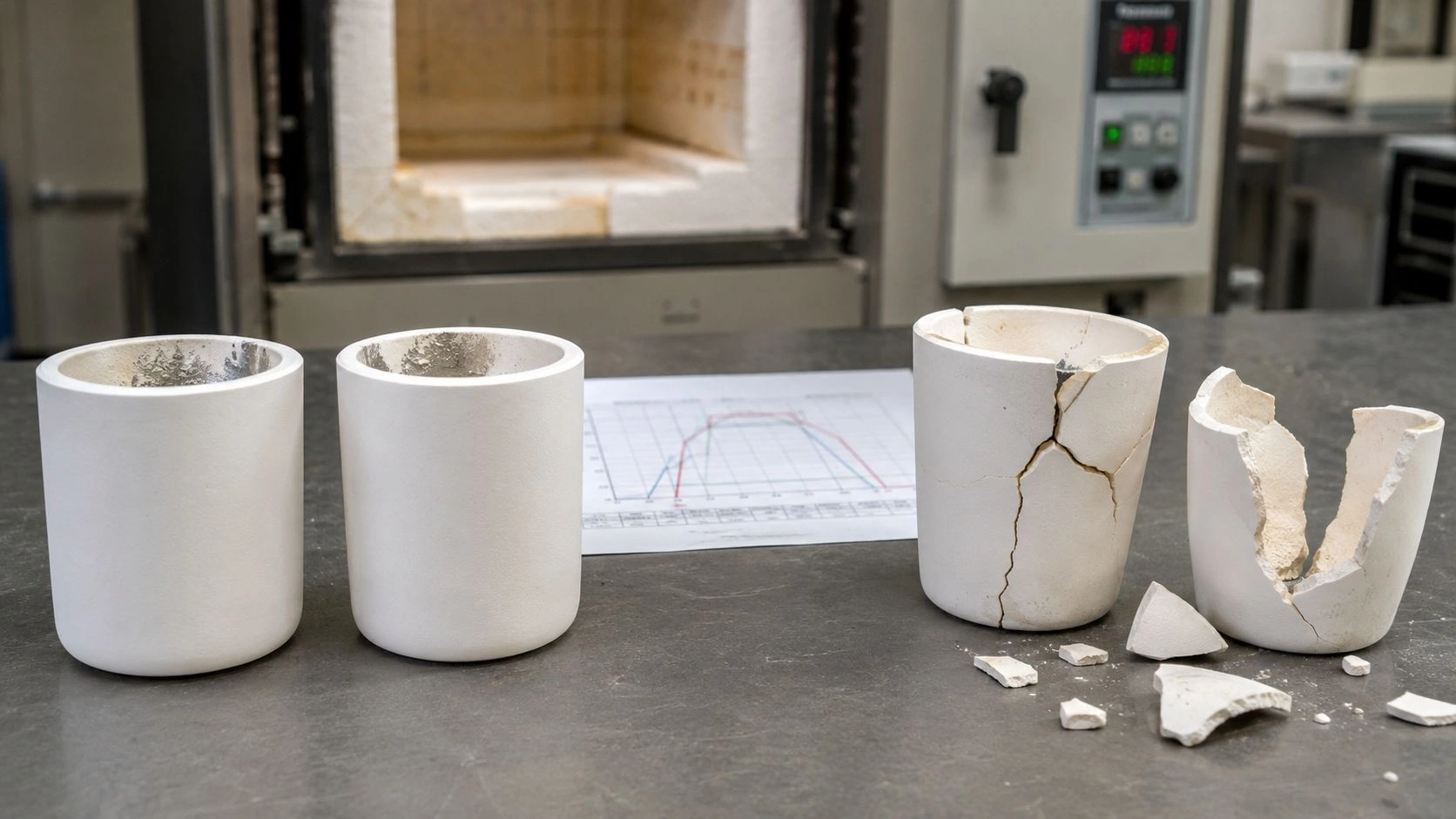
The range of boron nitride crucibles — HPBN monolithic bodies, PBN CVD-formed structures, and laminated PBN/graphite configurations — each carries a different failure-mode risk profile, which is why mode classification must precede any replacement decision.
What delamination, cracking, and chemical attack look like in BN crucibles
The first diagnostic step is visual and geometric, not chemical. Each mode leaves a characteristic first-visible signature that separates it from the others before root-cause analysis begins.
Delamination typically appears as layer separation, peel-back, lamellar lift-off, or interface-following damage. It is most plausible in layered, deposited, coated, or laminated BN architectures — particularly PBN systems — because PBN is explicitly a fully dense but layered material with anisotropic thermal and mechanical response. When the damage tracks along planes rather than cutting across the wall, the first suspicion should be interface or layer separation, not bulk cracking.
Cracking appears as a discrete fracture path, radial crack, edge-origin crack, or through-wall split that cuts across microstructural features rather than following them. Crack patterns consistent with thermal shock originate at geometric stress concentrations — sharp corners, thin edges, or constrained attachment zones — and may propagate rapidly under a single thermal event or grow subcritically over multiple cycles.
Chemical attack appears differently from either of the above: surface dulling, a glassy or vitreous residue, progressive wall thinning, localized erosion, or powdery surface zones rather than a clean fracture line. The absence of a sharp fracture boundary is diagnostic — the material is not breaking; it is changing.

Distinguishing failure modes requires examining whether damage follows planes (delamination), cuts across the wall (cracking), or produces surface conversion without fracture (chemical attack/oxidation).
This distinction matters because the material family already hints at different risk levels for each mode. h-BN and PBN are inherently layered structures with directional properties; monolithic hot-pressed BN is a densified bulk route with more isotropic behavior. And because BN is generally non-wetting to many molten metals, visible surface damage in BN service should not be automatically attributed to melt attack before the architecture and atmosphere have been reviewed.
The broader boron nitride ceramic grades — from standard HPBN to binder-free high-purity grades to CVD-formed PBN — each have different structural character and different failure-mode sensitivities that matter when writing a failure analysis.
Why layered or coated BN architectures deserve a separate failure vocabulary
Monolithic HPBN and monolithic PBN have different failure taxonomies from laminated or coated structures because laminated systems introduce interfaces that do not exist in a simple bulk body. In a PBN/graphite or PBN/liner composite, the interface zone can behave differently from either material under thermal cycling, and damage that appears as "delamination" in that system is a joint and interface problem, not a reflection on BN chemistry. Treating it as a material-grade problem will produce a new interface with the same vulnerability.
Why surface residue is not automatically proof of bulk chemical attack
A glassy or whitish surface residue on a BN crucible after service can be oxidation product — specifically boron oxide, which forms when BN is exposed to oxidizing environments — or it can be a deposit from the process melt, flux, or gas phase. These two sources produce superficially similar visual signatures but require completely different corrective actions. Identifying which one drove the surface change determines whether the fix is atmospheric control or melt-chemistry qualification.
What mechanism usually drives each failure mode
The three mechanisms are distinct enough that they should not share one corrective action, and understanding the driving mechanism is what allows a replacement specification to prevent recurrence rather than simply replace the failed part.
BN generally resists many molten metals, glasses, and salts, but that resistance is conditioned on preventing surface oxidation — a qualification that defines the boundary of the chemical resistance claim and immediately points toward the importance of atmosphere control in any failure analysis involving surface chemical change.
Delamination is primarily an interface or lamellar-separation problem. In layered PBN or laminated PBN/graphite systems, the risk is not generic brittleness but separation along or near interfaces under thermal stress, interfacial penetration, or adhesion loss. Supplier FAQ documentation for laminated PBN/graphite assemblies addresses cracks and delamination at the interface directly as a design and service topic. Research on interfacial behavior in layered graphite-family systems confirms that penetration between basal planes is a real mechanism that can initiate delamination in layered structures under thermal and chemical loading.
Cracking is primarily a thermal-gradient or stress-concentration problem. BN is machinable and chemically stable, but it remains a brittle ceramic material. Sharp geometry, constrained expansion, rapid thermal transients, or pre-existing machining flaws provide the stress concentrations that initiate crack propagation. The distinctive feature of a thermal-shock crack is that it cuts across rather than following microstructural boundaries.
Chemical attack in BN is often an oxidation or reactive-surface conversion problem before it is a molten-metal wetting problem. Humid-air exposure facilitates BN oxidation and can generate boron oxide, changing the surface before bulk failure appears. Published guidance on BN service conditions places practical air-exposure boundaries around 800–900°C for hot-pressed BN in liner applications, above which oxidation becomes significant. This means that when a BN surface shows chemical degradation signatures, the diagnostic question is not "which metal attacked it?" but "was there air, moisture, flux, or reactive chemistry that changed the surface chemistry first?"
Delamination is usually an interface problem, not a general bulk-strength problem
A layered or laminated BN assembly that delaminates is telling the engineer something about the interface — its design, its thermal mismatch, its support geometry, or its penetrability under service conditions. Switching to a thicker or higher-purity BN grade without addressing the interface design produces a more expensive version of the same failure.
Chemical attack often begins as oxidation or reactive-surface conversion
The practical consequence of BN's conditional chemical resistance is that "chemical attack" in service is usually best understood as a sequence: first, something in the environment — air, moisture, oxygen from a flux, reactive byproduct — changes the BN surface chemistry; then, that changed surface interacts differently with the process environment. Diagnosing and correcting the first step (environment control) is more effective than trying to find a BN grade that resists the second step (interaction with a chemically altered surface).
Which observations are most commonly misread in BN crucible failures
The Failure Mode Classification Table below is the diagnostic anchor for this section. Each row captures a failure signature, its most likely root cause, and the prevention direction that matches the mechanism rather than the surface appearance.
| Failure mode | Most likely root cause | Diagnostic signature | Prevention direction |
|---|---|---|---|
| Delamination | Interface separation in layered / deposited / laminated BN architecture | Peeling, lift-off, lamellar separation, interface-following damage | Review interface design, layer architecture, thermal mismatch, support geometry |
| Cracking | Thermal shock, restraint, edge/chamfer flaw, brittle overload | Discrete crack path, edge-origin crack, through-wall fracture | Reduce ΔT, soften ramp/cooldown, remove stress risers, improve support |
| Chemical attack / oxidation | Air/humidity oxidation, reactive flux / glass / salt / oxidizing environment | Glassy residue, dulling, surface recession, wall thinning, powdering | Move to inert/vacuum service, qualify full chemistry, separate oxidation from melt wetting |
| Apparent delamination that is actually crack-spall | Crack network causing shallow surface spall | Surface flake associated with underlying crack pattern | Inspect crack path before blaming interface architecture |
| Apparent chemical erosion that is actually oxidation | BN exposed to air or humid air above practical service limit | Oxidized/glassy surface without clear melt-driven dissolution evidence | Review oxygen/moisture exposure before changing melt-chemistry assumptions |
Values and boundaries indicative; verify against the exact BN route, atmosphere, melt/flux chemistry, and part architecture.
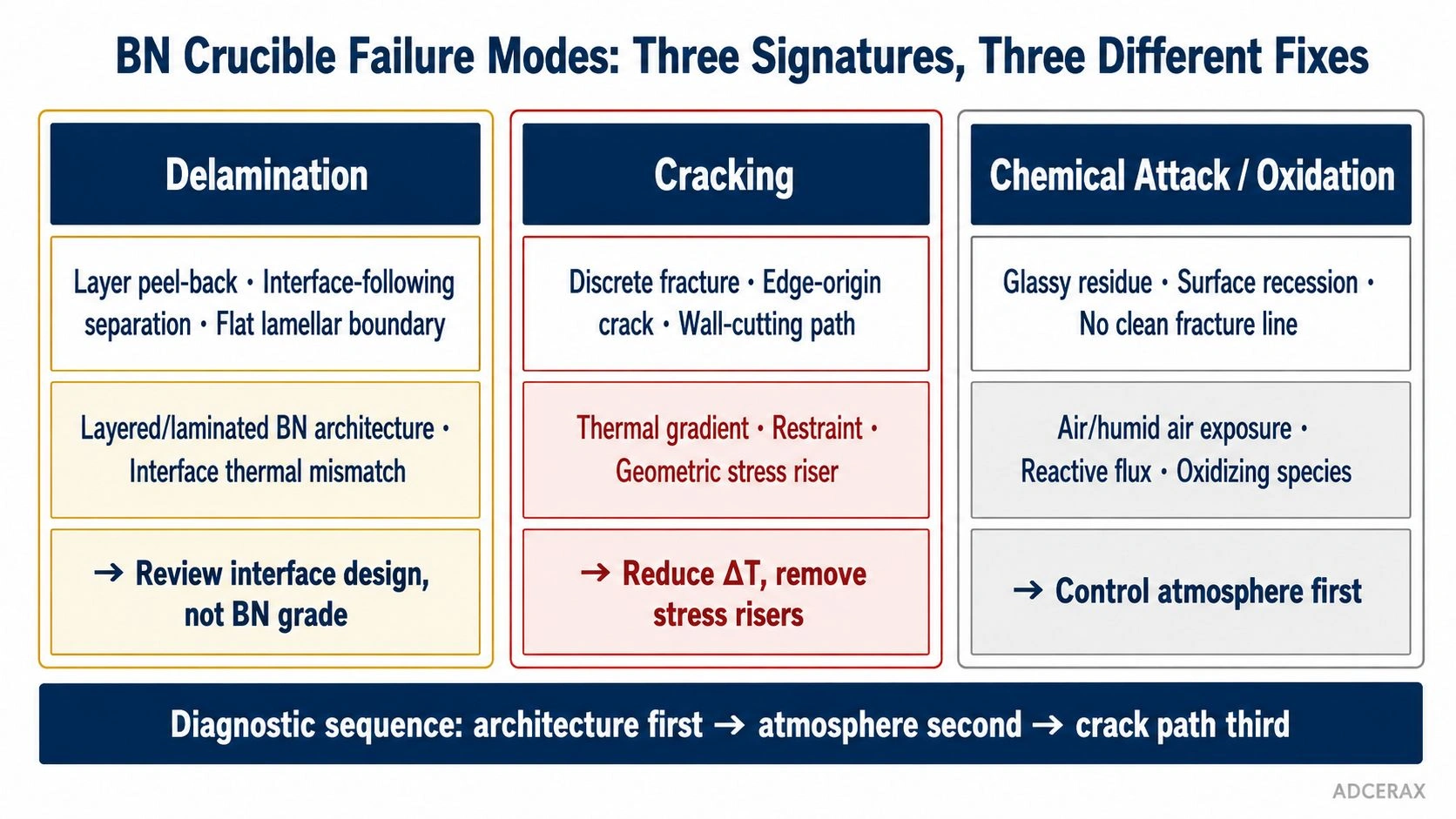
The diagnostic sequence for BN crucible failure: architecture first (is this layered?), atmosphere second (was oxidation possible?), crack path third (does it follow microstructure or cut across it?).
The three most common misdiagnoses follow directly from this table:
The first is calling any surface peel-back "chemical attack." In layered PBN or laminated PBN/graphite configurations, a lifted skin or separated layer is a delamination signature — an interface problem that responds to interface redesign, not to atmosphere change or melt-chemistry adjustment.
The second is calling every through-wall crack "thermal shock" when the crack actually follows an interface, machined corner, or attachment feature. Interface-following cracks are delamination candidates; wall-cutting cracks with geometric origin points are thermal-stress candidates.
The third is treating oxidation residue as melt contamination. The distinction matters because the corrective action for an oxidized BN surface is atmospheric control, while the corrective action for melt contamination is melt-chemistry qualification. These are different engineering problems.
The diagnostic sequence that prevents repeat failure is: architecture first, atmosphere second, crack path third. In that order.
Apparent erosion can be oxidation-scale loss, not melt dissolution
A BN surface that has been exposed to air or humid air above its practical oxidation boundary will show surface chemistry changes — boron oxide formation, softening, glassy appearance — that can look like melt erosion in a casual visual inspection. The distinguishing question is whether the process environment included oxidizing conditions, and whether the surface change is spatially correlated with gas-phase exposure or with melt-contact zones.
Apparent "delamination" in bulk HPBN may actually be shallow spall from a crack network
In a monolithic HPBN body without true laminate interfaces, surface flaking that resembles delamination is more likely to be crack-spall — subsurface crack networks reaching the surface and releasing thin shell-like fragments. Distinguishing this from true delamination requires examining whether the separation boundary follows a macroscopic interface plane or a more irregular crack front.
What operating boundaries and design choices prevent each failure mode
Prevention depends on matching the correction to the mode — not applying a single conservative protocol to all three.
For delamination, the first action is identifying whether the part is monolithic HPBN, monolithic PBN, or a layered/laminated/coated architecture, because the prevention logic is fundamentally different. For laminated assemblies, interface design, layer thickness, thermal mismatch management, and support geometry all contribute to delamination risk. Supplier FAQ documentation for laminated PBN/graphite systems frames crack and delamination resistance explicitly in terms of interface stability — confirming that the prevention lever is at the joint, not in the BN grade.
For cracking, the prevention priorities are classic brittle-ceramic controls: reduce the rate of temperature change, increase the allowed time for thermal equilibration, remove sharp edges and corners, improve the support or restraint condition to allow thermal expansion, and confirm that pre-service inspection detected any machining-related surface flaws.
For chemical attack, the prevention levers are atmosphere and chemistry qualification. The primary boundary is oxygen and moisture: BN should be used under vacuum, argon, or nitrogen for high-temperature applications, and direct air or humid-air exposure above approximately 800–900°C is a documented oxidation trigger. The ceramic crucible material options available for high-purity melt handling — including BN, zirconia, alumina, and graphite — each have different atmospheric compatibility windows that determine which one fits the actual service condition.
The Failure Threshold / Environment Matrix below converts this prevention logic into diagnostic questions:
| Observation | First question | Decision direction |
|---|---|---|
| Damage follows layers or interface | Is this monolithic HPBN, monolithic PBN, or laminated/coated BN? | If layered or laminated, investigate delamination before bulk cracking |
| Clean sharp fracture | Was there a fast ramp, cooldown, restraint, or local stress riser? | Treat as cracking / thermal-stress problem first |
| Glassy residue or softened surface | Was the part exposed to air or humid air near/above BN's practical air limit? | Treat oxidation/chemical conversion as the primary suspect |
| "BN should resist this melt" but damage still occurs | Is the real environment melt + flux + oxygen + moisture rather than melt alone? | Re-qualify full chemistry, not molten metal alone |
Indicative only; verify with supplier-specific route and service duty.
Environment control is the first prevention lever for chemical-attack-looking failures
A rule that holds across all chemical-attack appearances in BN service: before changing the melt chemistry assumption, verify that the full environment — including gas phase, flux additions, handling atmosphere, and cooldown conditions — did not introduce oxidizing or reactive species. BN's resistance to molten metals and salts is genuine but is conditional on the absence of oxidizing conditions at the surface.
Interface review is the first prevention lever for delamination-looking failures
In any BN assembly that uses a layered, coated, or laminated architecture, interface stability under the planned thermal cycle is the primary design variable. Engineering inference from the laminated PBN/graphite literature and supplier FAQ documentation consistently frames delamination resistance as an interface design question rather than a bulk material question.
What should go into the inspection checklist and replacement specification
Before writing the replacement specification for a failed BN crucible, the inspection record should capture four things: where the damage started, whether the failure boundary follows a layer or interface versus cutting randomly across the wall, whether there is a glassy or oxidized residue consistent with air or humidity exposure, and what BN architecture the failed part used — monolithic HPBN, monolithic PBN, or laminated/coated.
The metallurgical ceramic components specification for a BN crucible replacement should then address the control that was missing from the previous service:
- Architecture confirmation — specify whether the replacement is monolithic HPBN, monolithic PBN, or a laminated configuration, and require that the supplier confirms the architecture before delivery.
- Atmosphere boundary — state the planned atmosphere explicitly: vacuum, argon, nitrogen, or air; and confirm that the BN route selected is qualified for that atmosphere at the planned operating temperature.
- Maximum ramp and cooldown rate — specify the thermal cycling program and require the supplier to confirm compatibility with the BN route's thermal shock resistance.
- Interface or support details — for laminated assemblies, define the interface design, layer count, and support geometry as specification items, not as fabrication details.
- Allowable reuse criteria — specify visual inspection requirements between uses, including criteria for rejecting a crucible showing surface peeling, fracture initiation, or residue accumulation.
- Full chemistry qualification — for chemical-attack-type failures, explicitly define melt, salt, flux, oxygen partial pressure, and moisture exposure in the service specification; do not describe the environment as "molten metal" alone.
- Delamination history disclosure — for PBN or laminated crucibles, require the supplier to confirm whether the proposed design has been used in the planned service condition, and request any available service-life or inspection data.
If the replacement specification still says only "BN crucible," it has not incorporated the failure diagnosis and cannot prevent the same mode from recurring.
Conclusion
BN crucible failure analysis requires mode classification before corrective action, because the three headline failure modes — delamination, cracking, and chemical attack — each respond to different engineering interventions. Delamination requires interface and architecture review. Cracking requires thermal-mechanical load management. Chemical attack requires atmospheric and chemistry qualification. The diagnostic sequence that prevents repeat failures is architecture first, atmosphere second, crack path third. A replacement specification that incorporates the failure classification into its content — not just its material grade — is the difference between resolving the failure and experiencing it again.
Investigating a BN or PBN crucible failure involving delamination, cracking, or surface degradation? Send the failure description, architecture (HPBN / PBN / laminated), service atmosphere, temperature program, and any images of the failure surface. ADCERAX engineers return a failure-mode assessment with corrective specification guidance and a material-route recommendation for the confirmed duty; turnaround depends on inquiry complexity — no RFQ commitment required at this stage.
Frequently Asked Questions
Is delamination mainly a PBN problem or an HPBN problem?
Delamination is more strongly associated with layered, deposited, coated, or laminated BN architectures than with a simple monolithic bulk body. PBN is a CVD-formed layered material with anisotropic properties, and laminated PBN/graphite assemblies introduce discrete interfaces — both of which create delamination vulnerability that does not exist in the same form in a densified monolithic HPBN body. For monolithic HPBN, surface flaking that resembles delamination is more likely to be crack-spall from a subsurface fracture network.
If a BN crucible cracks, should the first corrective action always be a slower ramp rate?
Not always. Slower ramp rate addresses thermal-gradient-driven cracking, which is the most common cracking cause, but it does not address cracking from physical restraint, attachment-point stress concentration, or pre-existing machining flaws. The correct first action is to identify where the crack originated — at a geometric stress concentration, at an interface, or within the bulk wall — because that determines whether the correction is thermal-cycle control, geometry modification, or interface redesign.
Can BN be chemically attacked by molten metals in normal service?
Direct chemical attack by many molten metals on BN is not the usual primary mechanism, because BN is generally non-wetting to and resistant to many molten metals, glasses, and salts. However, that resistance is conditioned on preventing surface oxidation. When the service environment includes air, moisture, reactive flux, or oxidizing byproducts, those species can change the BN surface chemistry before the melt itself becomes the aggressor — and the resulting surface damage can look like melt attack even though the oxidation chemistry is the real driver.
What is the most important item to add to a replacement specification after a BN crucible failure?
The atmosphere boundary and the architecture confirmation are usually the most important missing items. Many BN crucible RFQs specify geometry and grade without explicitly stating the planned service atmosphere or confirming whether the replacement is monolithic or laminated. A specification that defines the atmosphere (vacuum, argon, nitrogen, or air with temperature limit), the architecture type, and the full chemistry including flux and moisture exposure gives the supplier the information needed to confirm fit — and gives the buyer the documented boundary needed to prevent the same failure mode.