Asking for "the most non-wetting ceramic" in molten-metal processing is a question that has at least four different correct answers depending on which metal, which temperature, which atmosphere, and which performance requirement is actually driving the specification. That is not a complication — it is the information the buyer needs before writing an RFQ. BN is not the best answer for all molten-metal contact situations. Sialon is excellent for aluminum but is not positioned as the universal release material. Alumina can appear non-wetting to molten aluminum at one temperature and become wetting at another. And reactive metals like titanium require a different frame of reference entirely — not "maximum non-wetting" but "minimum contamination and minimum melt–refractory reaction." This guide maps what non-wetting actually means in these applications, assigns the real ceramic families to the right duties, removes the most common misdiagnoses, and closes with the specification language that converts "non-wetting ceramic" from a marketing adjective into a usable purchasing requirement.
Non-wetting ceramics are not one universal class with one best answer. In practical molten-metal processing, boron nitride is the broadest non-stick release route for many molten metals and slags, sialon and silicon nitride are the most field-proven non-wetting options for molten aluminum and zinc handling, and reactive-metal systems such as titanium often require a different standard — low melt reactivity and low contamination — rather than "maximum non-wetting" alone.
Non-wetting behavior in molten-metal processing is metal-specific, temperature-specific, and atmosphere-specific — the selection decision requires defining the melt before naming the ceramic.
The boron nitride ceramic grades — HPBN, binder-free high-purity grades, and PBN — represent the broadest release-ceramic family described in this guide, and they sit alongside sialon and silicon nitride as the two primary non-wetting ceramic routes for non-ferrous molten-metal applications.
What "non-wetting" actually means in molten metal processing
In molten-metal processing, non-wetting does not simply mean the metal never sticks. It means the liquid metal does not readily spread across the ceramic surface under the actual combination of process temperature, atmosphere, oxide condition, and alloy chemistry. That is why supplier literature and wetting-behavior research can seem contradictory until they are read in context.
Hot-pressed BN is widely described as not wet by most molten metals and slags and as nonreactive with halide salts and reagents — a broad claim that makes BN highly attractive as a release and interface ceramic. But a research study on molten aluminum and alumina shows why the term cannot be generalized without qualification: at approximately 700°C, molten aluminum on alumina can be non-wetting, with a measured contact angle around 97°, yet the same study shows wetting increases as temperature rises. In other words, non-wetting is not a permanent property of the ceramic surface — it is an interfacial state that depends on the specific process conditions.
The practical consequence is that engineers should ask "non-wetting to which metal, at which temperature, in which atmosphere?" before asking "which ceramic is best?" The answer to the first question determines which ceramic family is actually relevant.
Release behavior, corrosion resistance, and contamination control are related but not identical
A ceramic can minimize metal spreading (non-wetting), resist chemical corrosion from the melt (corrosion resistance), and minimize elemental transfer from the ceramic into the melt (contamination control). These three properties can all be present in the same material, but they do not always move together. A ceramic that is non-wetting to a melt can still introduce contamination through slow grain-boundary diffusion or interfacial reaction, and a ceramic that is reactive with a melt can still appear non-wetting in the initial contact stage before the reaction proceeds. The selection decision should name which of these three properties governs the duty.
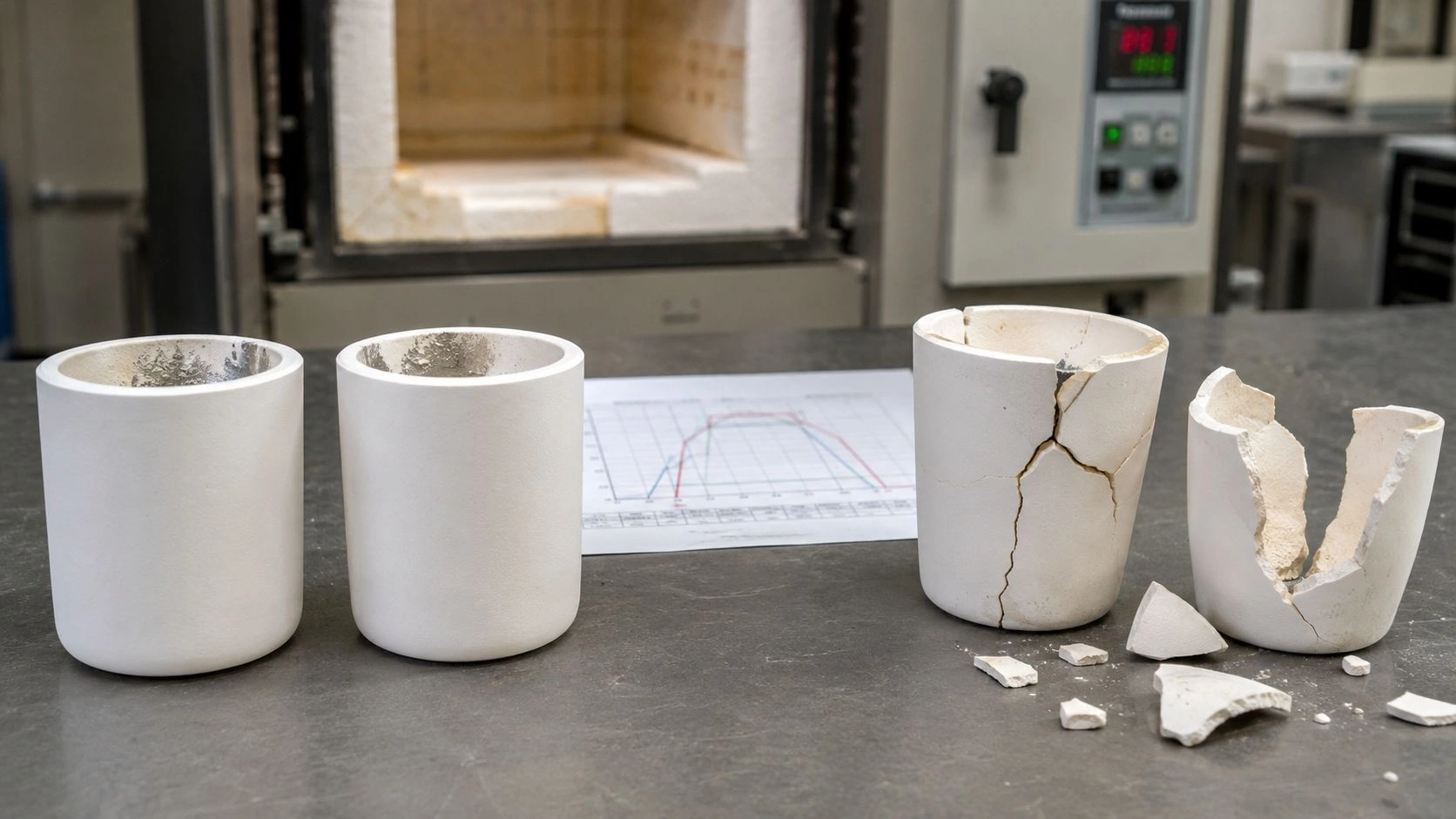
A ceramic can look non-wetting at one temperature and lose that advantage at another
The temperature dependence of wetting behavior is the most common source of incorrect generalization in this application area. A material evaluated in a bench test at one temperature and found to show a high contact angle may behave differently at a higher operating temperature or with a different alloy composition that modifies the oxide film at the metal-ceramic interface. Confirming non-wetting behavior at the actual operating temperature and alloy chemistry — not only at a reference temperature — is a required step in any defensible ceramic selection for molten-metal contact service.
Which ceramic families are the real options, and what metals do they actually suit
Syalon's molten-metal guide directly links non-wetting in aluminum and zinc service to lower dross buildup and longer service life — which is the right framing for a selection guide because it connects the material property to the process outcome that engineers are actually trying to control.
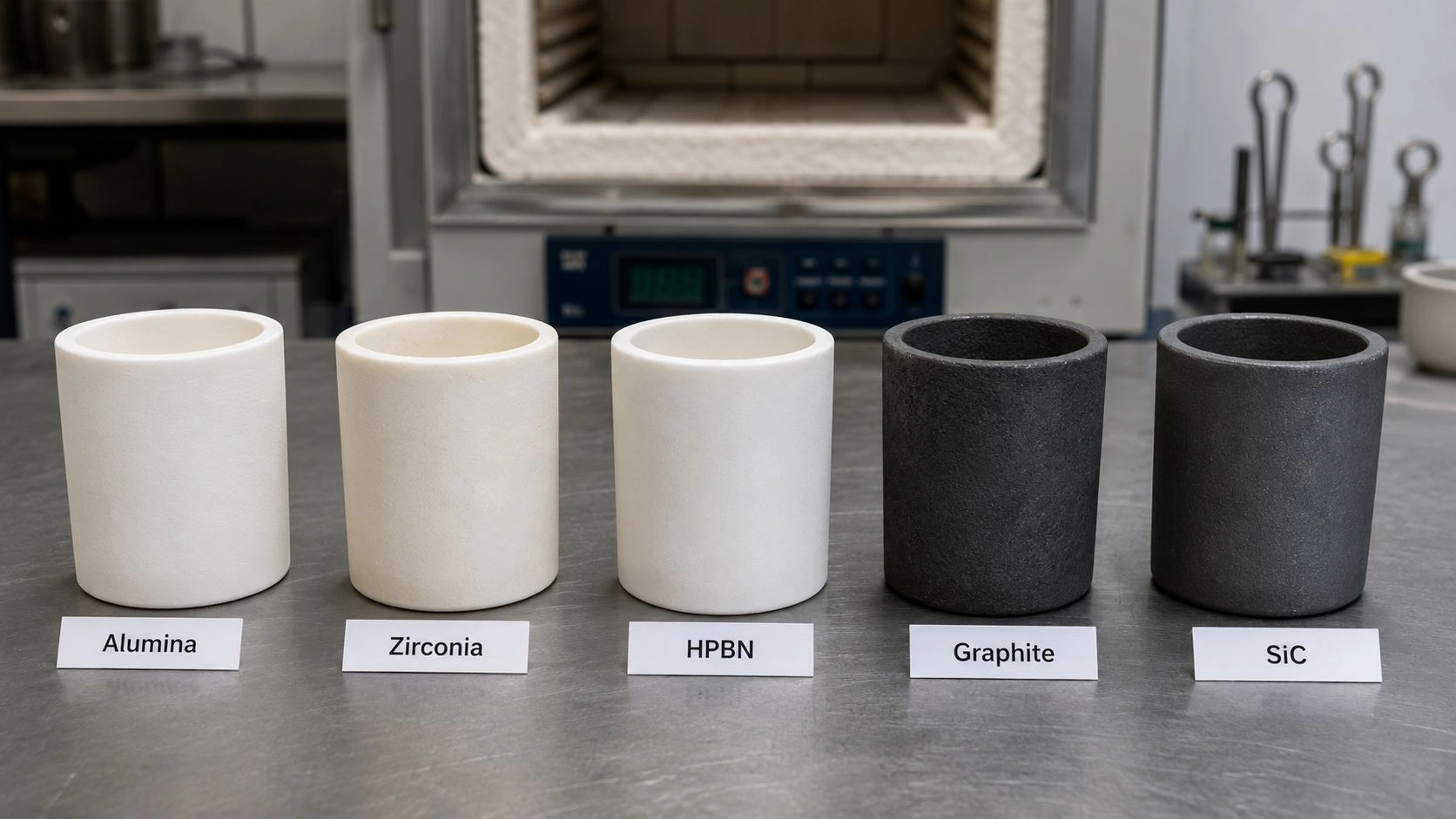
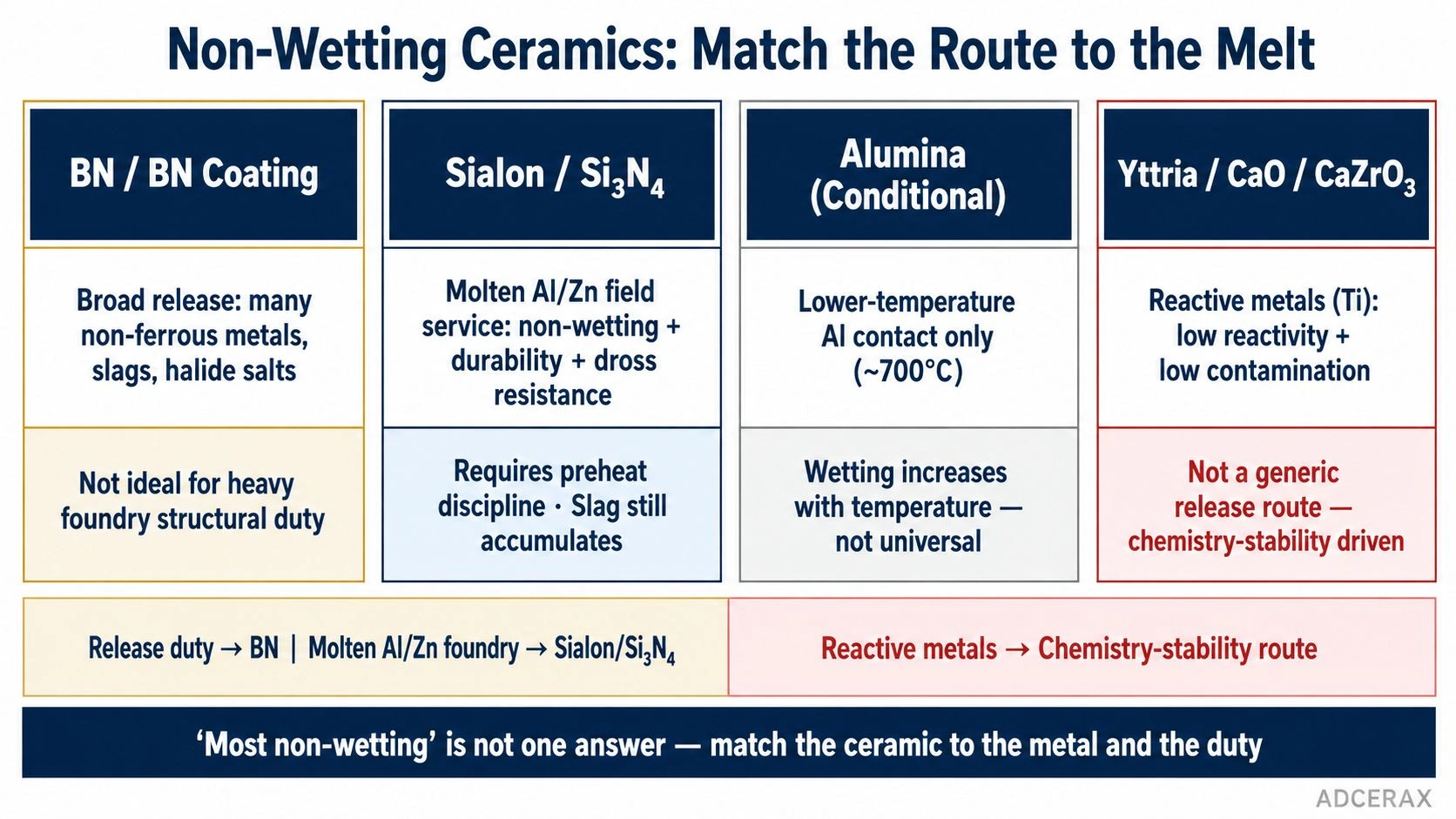
The practical material map has four families:
BN and BN-based coatings are the broadest release and non-stick route in the sampled technical literature. Hot-pressed BN is described by leading suppliers as not wet by most molten metals and slags, and as nonreactive with halide salts and reagents. BN coating products are positioned as release barriers against non-ferrous metals, salts, glasses, and plastics. That breadth makes BN the widest-coverage option for release, demolding, and interface components across non-ferrous and some ferrous melts.
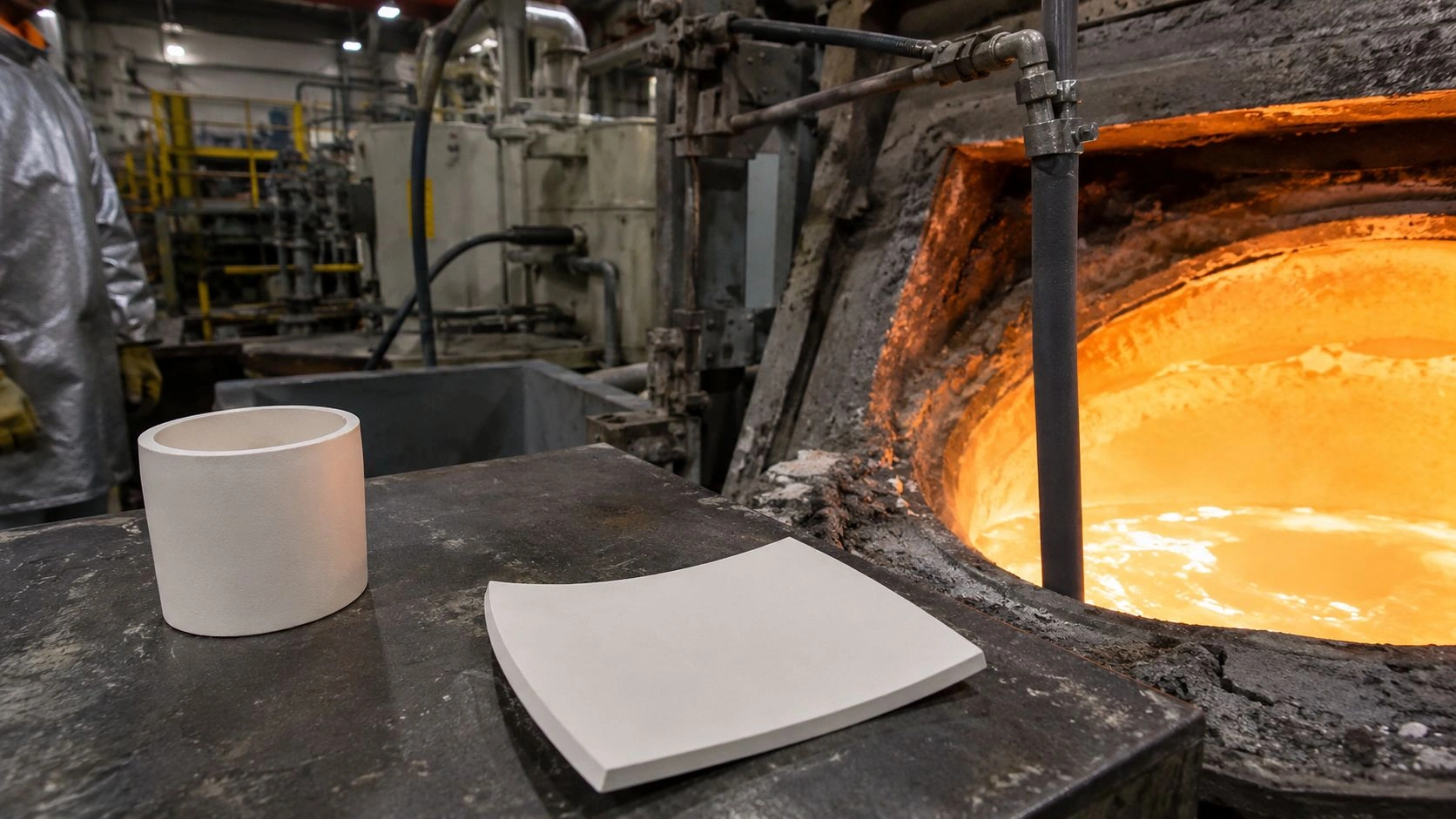
Sialon and silicon nitride are the most field-proven non-wetting route for molten aluminum and zinc handling specifically. Sialon user documentation explicitly links non-wetting behavior to lower dross buildup and long service life in non-ferrous molten-metal conditions. Silicon nitride component suppliers describe little or no aluminum adherence or contamination in handling components such as thermocouple sheaths, heater tubes, and rotors. This combination of non-wetting behavior and structural durability under thermal cycling makes sialon and silicon nitride the strongest route when the duty is specifically non-ferrous foundry hardware rather than a one-time release surface.
The silicon nitride ceramic components available for molten aluminum and non-ferrous handling — rotors, degassing tubes, thermocouple sheaths, and baffles — represent the engineering-proven end of this material family for prolonged submersion and thermal-cycling duty.
Reactive-metal routes are fundamentally different. For titanium and similar highly reactive melts, the technical literature does not frame the best refractory choice as "the most non-wetting ceramic." It frames it as lowest contamination and lowest interfacial reaction. That is why yttria, CaO, CaZrO₃, and BaZrO₃ appear in the titanium-crucible literature even though they are not marketed as broad release materials.
Alumina is the most common example of a conditional non-wetting route. It can be non-wetting to molten aluminum at lower casting temperatures, but the wetting behavior worsens as temperature rises, making it unsuitable as a universal non-wetting benchmark for aluminum foundry service at higher process temperatures.
The boron nitride crucibles used for precious-metal melting, high-purity alloy preparation, and non-ferrous metal handling sit within the BN family described above — selected specifically for non-wetting behavior combined with controlled-atmosphere compatibility.
BN is the broad release ceramic; sialon and Si₃N₄ are the strong molten-aluminum route
The distinction between these two routes is not that one is "better" in a universal sense. BN's breadth makes it more versatile as a release surface across different metals and process types. Sialon and silicon nitride's combination of non-wetting behavior with structural strength and thermal shock resistance makes them more appropriate for high-throughput, long-service foundry components in molten aluminum specifically.
Reactive metals require chemical-stability logic more than pure non-stick logic
For titanium, the selection question shifts from "which ceramic spreads least?" to "which ceramic reacts least and contaminates least?" Comparative data on CaO and CaZrO₃ versus Al₂O₃ and ZrO₂ in direct contact with titanium melts show that the selection advantage belongs to the materials that minimize interfacial reaction, not those with the lowest contact angle against a non-reactive metal.
Which situations are being misdiagnosed when buyers ask for "the most non-stick ceramic"
The molten-aluminum-on-alumina study shows why "non-wetting" is conditional: alumina can resist wetting at 700°C, but wetting rises with temperature — a finding that illustrates how a material validated in one condition can fail in another without any change in the ceramic itself, only in the operating conditions.
Three misdiagnoses appear most often when buyers specify "most non-stick ceramic":
Slag or dross buildup misread as wetting failure. Sialon supplier documentation explicitly makes this boundary clear: the material is non-wetted by non-ferrous metals including aluminum, yet slag buildup can still occur and must be removed through maintenance. Non-wetting reduces the driving force for adhesion, but it does not create a self-cleaning surface. A plant that eliminates a wetting problem and then expects the same part to solve a slag management problem has changed the question without realizing it.
Conditional non-wetting generalized into a different process window. A buyer who observed alumina behave well as a contact ceramic in an aluminum casting application at moderate temperature may over-specify alumina into a hotter or more aggressive process. The temperature dependence of the molten-aluminum-on-alumina contact angle means that the qualification at one condition does not validate a different operating point.
Chemical reactivity labeled as wetting. When the real problem is that the melt is dissolving or reacting with the ceramic surface rather than simply spreading across it, the corrective action is not to find a higher contact-angle ceramic — it is to find a more chemically stable one. For titanium and other reactive melts, this is why the selection language in the technical literature shifts from wetting vocabulary to reactivity and contamination-control vocabulary.
The Selection Criteria Table below organizes these route assignments into decision triggers:
| Criterion | Threshold / decision trigger | Decision direction |
|---|---|---|
| Main priority = broad release / low sticking across many non-ferrous metals, slags, and salts | Release behavior dominates over structural heavy-duty service | Prefer BN or BN-based coating/liner routes |
| Main priority = molten aluminum or zinc handling in field service | Need non-wetting plus strength, dross resistance, thermal shock resistance, and long service life | Prefer sialon / silicon nitride |
| Process = reactive-metal melting, especially titanium alloys | Low contamination and low melt–refractory reaction outrank pure release behavior | Move to yttria / CaO / CaZrO₃ / related refractory logic |
| Candidate = alumina in molten aluminum duty | Works at lower casting temperatures but wetting rises with temperature | Treat alumina as conditional, not universal, in non-wetting selection |
| Need = minimal maintenance assumption | Non-wetting alone does not eliminate slag removal or operating care | Add explicit slag/dross and preheat instructions to the SOP |
Assignments are indicative; verify against the exact alloy, atmosphere, and operating temperature before release.
The selection decision maps to molten-metal duty: BN for broad release, sialon/Si₃N₄ for molten-aluminum field service, reactive-metal refractories when chemistry dominates.
Non-wetting does not eliminate slag management or maintenance
This is the most operationally important correction in the guide. A non-wetting ceramic reduces the force holding metal to the surface, which lowers adhesion, facilitates demolding, and can reduce dross bonding. It does not prevent metal oxides, slag particles, or fluxes from accumulating on the surface over time. Maintenance intervals and slag removal procedures remain part of the operating SOP regardless of the ceramic's contact-angle behavior.
A high contact angle at one condition does not validate a different process window
Contact-angle measurements and non-wetting ratings from literature should be treated as route-qualification data at specified conditions, not as universal transfer properties. Before specifying a ceramic as non-wetting for a new application, the buyer should confirm the temperature, alloy, and atmosphere match the conditions under which the non-wetting data were obtained.
When the decision clearly flips between BN, sialon, and reactive-metal refractory routes
The decision flips to BN or BN coatings when the main need is broad release behavior across a variety of non-ferrous molten metals, slags, salts, or interface applications where easy demolding and low sticking are the primary goals and structural foundry durability is secondary. BN coatings also appear specifically for reactive metals like titanium under inert or vacuum atmospheres, where they serve as a graphite-isolation barrier rather than as the primary direct-contact refractory.
The decision flips to sialon or silicon nitride when the duty is specifically molten aluminum or zinc handling in field service conditions — thermocouple sheaths, degassing rotors, heater tubes, baffles — where the process needs non-wetting behavior combined with structural strength, thermal shock resistance, and service life measured in sustained foundry operating cycles.
The decision flips away from both BN and sialon and toward yttria-, CaO-, or CaZrO₃-type refractory routes when the melt is reactive enough — titanium is the clearest case — that contamination and interfacial reaction are the governing constraints rather than surface spreading behavior.
The Material-Fit Matrix below summarizes the route assignments:
| Material family | Best-fit molten-metal duty | Main strength | Main boundary |
|---|---|---|---|
| BN / BN coating | Broad release/non-stick service for many non-ferrous metals, slags, salts | Not wet by most molten metals and slags; useful as release/interface route | Not the default answer when structural foundry duty or reactive-metal stability dominates |
| Sialon / Si₃N₄ | Molten aluminum and zinc handling, thermocouple sheaths, rotors, heater tubes | Non-wetting to non-ferrous metals, low dross buildup, strong field durability | Still requires handling discipline; non-wetting does not eliminate slag accumulation |
| Alumina | Conditional Al-contact applications at lower casting temperatures | Can remain non-wetting to molten Al near 700°C | Wetting increases with temperature; not a universal non-stick benchmark |
| Reactive-metal refractories (yttria / CaO / CaZrO₃) | Titanium and similar highly reactive melts | Better framed by low reactivity and contamination control than by pure non-wetting | More specialized; not a generic molten-metal release route |
Route logic synthesized from the sampled sources; verify against exact alloy, atmosphere, and operating temperature.
The cleanest practical rule: pick BN for broad release, pick sialon/Si₃N₄ for molten-aluminum field duty, and pick reactive-metal refractories when chemistry dominates the interface. Any more universal generalization is likely oversimplified for a specific process decision.
What should go into the RFQ and operating SOP
The RFQ for a non-wetting ceramic component in molten-metal processing must define the problem before it defines the material. A specification that says only "non-wetting ceramic" has not yet identified which metal, which temperature, which atmosphere, or which performance outcome is the governing requirement.
The specification and operating checklist for ceramic crucible material options and non-wetting ceramic components in molten-metal service:
- Metal or alloy identity — specify the exact metal or alloy family: aluminum alloy grade, zinc alloy, copper alloy, precious metal, or reactive metal. The same ceramic can be non-wetting to one and reactive with another.
- Operating temperature range — state the minimum and maximum process temperatures, not only the nominal value; non-wetting behavior can change substantially across a 100–200°C range in some systems.
- Atmosphere — confirm whether the operation is in air, inert gas, vacuum, or a reducing atmosphere; atmosphere affects oxide-film formation on the metal surface, which directly affects wetting behavior.
- Flux or salt chemistry — specify whether the process involves halide salts, fluxes, slag, or reactive additions; BN's non-reactivity with halide salts is a specific documented advantage for those applications.
- Component type — state whether the part is a crucible, liner, coating, rotor, thermocouple sheath, heater tube, baffle, or transfer component; the structural and thermal requirements differ substantially between these forms.
- Priority — release, dross resistance, or contamination control — if all three are needed, state which is primary; they may point to different routes, and a SOP that conflates them will not manage maintenance intervals correctly.
- Preheat and thermal-shock limits — for sialon and Si₃N₄ components used in submersion service, confirm the temperature difference between the component and the melt before immersion. Published sialon handling guidance recommends reducing the temperature differential to less than 400°C before immersion into molten metal; violation of this limit can create thermal-shock failure that is attributed to "non-wetting failure" when the real cause is thermal-mechanical damage.
- Slag and dross removal procedure — state explicitly that non-wetting behavior reduces adhesion but does not eliminate dross accumulation; define inspection intervals and cleaning methods.
If the purchasing document never distinguishes between release behavior and chemical compatibility, the plant is still specifying a marketing adjective rather than a usable molten-metal ceramic route.
Conclusion
Non-wetting ceramics for molten metal processing form a material family with sharply different members, each suited to a different combination of metal, temperature, and performance requirement. BN covers the broadest release territory across many molten metals and slags. Sialon and silicon nitride provide the most field-proven non-wetting plus durability combination for molten aluminum and zinc foundry service. Reactive metals like titanium require a different frame — contamination control and refractory stability — rather than pure non-wetting optimization. And alumina's apparent non-wetting to aluminum is conditional on temperature, not universal. The specification that works is the one that names the metal, the temperature, the atmosphere, and the governing performance requirement before it names the ceramic.
Selecting a non-wetting ceramic for molten-metal processing? Send the metal or alloy, operating temperature, atmosphere, component type, and whether the priority is release, dross resistance, or contamination control. ADCERAX engineers return a material-route recommendation with grade guidance, operating temperature limits, and preheat and handling instructions for the confirmed duty; turnaround depends on inquiry complexity — no RFQ commitment required at this stage.
Frequently Asked Questions
Is boron nitride the best non-wetting ceramic for all molten metals?
No. BN is the broadest release and non-stick route in the technical literature — not wet by most molten metals and slags, and nonreactive with halide salts — but it is not automatically the best structural, contamination-control, or reactive-metal route for every application. For molten aluminum foundry duty requiring long service life and thermal-cycle durability, sialon and silicon nitride are the more field-proven option. For reactive metals like titanium, the selection moves to yttria and calcium-zirconate-type refractories based on low contamination, not high contact angle.
Why are sialon and silicon nitride so common in molten aluminum handling?
Because they combine non-wetting behavior with the structural durability and thermal shock resistance that sustained foundry service requires. A release ceramic that cannot survive repeated thermal cycling between the melt and ambient conditions does not deliver its non-wetting benefit in practice. Sialon's combination of non-wetting to non-ferrous metals, lower dross buildup, and long field service life in thermocouple sheaths, rotors, and heater tubes represents the strongest overall route for high-throughput molten-aluminum applications.
When does the selection move away from non-wetting logic entirely?
When the melt is reactive enough that contamination from the refractory — rather than spreading behavior — is the dominant design constraint. Titanium is the clearest case: the technical literature compares CaO and CaZrO₃ against conventional oxide crucibles based on interfacial reaction and elemental contamination in the melt, not based on contact angle. The same logic applies to other reactive metals where conventional non-wetting claims are not supported by low-reactivity data specific to the alloy system.
What is the most important item to add to a specification for a non-wetting ceramic component?
The operating temperature range and the exact metal or alloy. These two variables determine whether the assumed non-wetting behavior is valid for the actual service condition. The wetting behavior of alumina against molten aluminum changes substantially with temperature. The non-wetting behavior of a ceramic toward a nominally similar alloy can differ if the alloy chemistry shifts the oxide-film behavior at the interface. Without these two items confirmed, a non-wetting specification is incomplete.