The question engineers raise after many hundreds of repeated firings is usually framed as "is grain growth happening?" The more useful question is "which degradation mechanism is limiting the crucible's life?" After very high cycle counts, an alumina crucible can show three distinct changes: true grain coarsening driven by cumulative high-temperature exposure, thermal-fatigue crack growth driven by repeated thermal gradients and residual-stress cycling, and residual-stress evolution that feeds crack-initiation sites regardless of whether the grains have grown at all. These are not the same mechanism, they do not respond to the same intervention, and confusing one for another is the most common reason a crucible replacement program solves the wrong problem. This article maps the degradation modes, identifies what actually drives coarsening in alumina, shows how to distinguish grain growth from cyclic fracture damage, and closes with the specification logic for a crucible grade that is genuinely more stable over long-cycle service.
After 1000+ thermal cycles, an alumina crucible may show grain growth, but cycle count alone is rarely the controlling variable. Cumulative high-temperature exposure, starting grain size, grain-boundary mobility, and dopant strategy each matter more than the number of cycles in isolation. Repeated cycling matters because it adds residual-stress evolution and thermal-fatigue crack growth — which can become the dominant failure mode even when grain growth remains modest. For long-cycle service, the right specification question is "coarsening risk plus cyclic crack risk," not grain growth alone.

After hundreds of repeated firings, an alumina crucible's degradation is usually a combination of mechanisms — diagnosing which one is limiting life first changes the corrective action entirely.
The broader alumina crucibles family — grades from standard to ultra-high-purity, with varying microstructures and additive strategies — provides the procurement context that this article's specification logic connects to.
What really degrades an alumina crucible after 1000+ cycles
The first diagnostic correction: after very high cycle counts, alumina degradation is not a single-mode story. Direct evidence on alumina crucibles specifically at 1000+ cycles is limited in the public literature, but combining alumina thermal-fatigue research, cycling studies up to 900 cycles, and grain-growth kinetics research builds a degradation map with at least three candidates that must be separated before any corrective action is specified.
True grain coarsening is driven by cumulative thermal exposure and grain-boundary mobility. It changes the microstructure fundamentally — larger grains, reduced grain-boundary area, potential loss of the microstructural resistance to crack propagation that fine-grained alumina carries. It is the mechanism most directly associated with the "grain growth" framing of this question, and it is real under the right conditions: high peak temperature, long cumulative dwell, and high grain-boundary mobility.
Thermal-fatigue crack growth is driven by repeated thermal gradients and the residual-stress cycling they produce. Alumina thermal-fatigue research shows directly that cyclic effects are real and that long-term thermal fatigue cannot be predicted from simple isothermal mechanical data — meaning a crucible that looks adequately tough in a single-cycle test can still accumulate crack damage under repeated gradient loading.
Residual-stress evolution arises because alumina is a polycrystalline material with anisotropic thermal expansion. Each grain expands and contracts at a slightly different rate depending on crystallographic orientation, and the constraint between neighboring grains generates grain-scale residual stresses. Published work on polycrystalline alumina shows that these microstructural residual stresses can reach hundreds of MPa locally, providing a persistent crack-initiation driver that operates independently of whether the grains have grown. A thermal-cycling study on alumina reported that measured crystallite size and residual stress both changed substantially — and non-monotonically — up to 900 thermal cycles, reinforcing that the stress state of a cycled crucible is not simply a linear function of cycle count.
True grain coarsening
The clearest sign of grain-coarsening-dominant degradation is measurable increase in average grain size after long service, accompanied by microstructural evidence of boundary migration rather than boundary pinning. In pure alumina without grain-growth inhibitors and at sufficiently high temperatures, grain growth follows well-established kinetic models. The practical issue for crucibles is that true coarsening at moderate laboratory temperatures may be slow enough that thermal-fatigue cracking reaches a critical density before grain growth becomes significant.
Thermal-fatigue crack growth
Thermal-fatigue cracking in alumina usually originates at edges, sharp corners, or stress-concentration points introduced by contact geometry or support irregularities. The crack morphology tends to follow grain boundaries or short transgranular paths rather than the equiaxed pattern associated with uniform coarsening. Surface roughening that worsens progressively from edge areas inward, combined with strength loss that is disproportionate to the observed microstructural change, is a reliable sign that fatigue cracks are driving life rather than coarsening.
Residual-stress evolution and stress relaxation
The non-monotonic behavior observed in cycling studies — where measured residual stress did not simply increase linearly with cycle count — suggests that alumina crucibles can experience partial stress relaxation through microcracking during early cycling, followed by renewed stress accumulation as the microcrack network evolves. This behavior means that a crucible at cycle 300 and a crucible at cycle 900 may not bracket the maximum damage state, and inspection at a fixed interval can miss a stress peak that occurred between inspections.
What really controls grain growth over long-cycle service
La-doped ultrapure alumina followed cubic grain-growth kinetics over 1350–1550°C with a grain-growth activation energy of 418 ± 22 kJ/mol, and grain-boundary segregation in that study lowered boundary mobility by nearly an order of magnitude relative to undoped ultrapure alumina. That finding from primary grain-growth kinetics research establishes a clear engineering principle: the strongest driver of alumina coarsening is not cycle count but the combination of peak temperature, cumulative dwell time, and grain-boundary mobility.
For a crucible after 1000+ cycles, the implication is direct. A crucible running at 1200°C with 30-minute dwells accumulates substantially less thermal exposure per unit time than one running at 1500°C with 4-hour dwells, even if both reach 1000 cycles in similar calendar time. The grain-growth risk in those two programs differs by far more than the cycle count suggests — the second program's cumulative hot time and peak temperature place it in a regime where boundary migration is thermodynamically and kinetically much more favorable.
Published work on grain-growth suppression in dense alumina shows that MgO additions refined grain size and improved thermal stability during long-term holding, while research on two-step sintering combined with suitable doping achieved near-complete suppression of growth even above 99% relative density. Those results support treating boundary mobility control as a selection variable rather than a given property.
The broader industrial ceramics landscape for high-temperature labware connects the alumina crucible grade selection described here to the wider equipment-qualification and materials-stability literature that repeated-use research applications draw on.
Why cumulative hot time matters more than count alone
The thermal-activation basis of grain-boundary migration means that grain growth depends on temperature-time history, not on the number of times the temperature was traversed. Two crucibles with the same peak temperature but different dwell profiles will reach different coarsening states at the same cycle count. For specification purposes, the relevant variable is total time above the threshold temperature where boundary migration becomes significant for the grade in question — not the total cycle number.
Grain-boundary mobility and dopant drag
Undoped pure alumina has a relatively high grain-boundary mobility, particularly above 1400°C. Grain-growth inhibitor strategies — most commonly MgO additions, but also rare-earth segregants like La — work by solute drag at grain boundaries, which reduces mobility without changing the base alumina chemistry substantially. For a crucible expected to survive repeated high-temperature service, confirming that the grade uses a documented grain-growth control strategy is more informative than confirming purity alone.
Why fine starting grains are not automatically cycle-stable
Fine starting grain size reduces the initial thermodynamic driving force for grain growth (smaller grains have higher surface energy). However, finer microstructures also carry higher grain-boundary density, which in some cases means more paths for microcrack nucleation under thermal gradient loading. The published thermal-fatigue comparison of fine-grain (~3 μm) versus coarse-grain (~25 μm) commercial alumina shows that microstructure strongly affects cyclic crack behavior — the two grades perform differently in fatigue even when both are nominally "alumina." Fine grain size helps with coarsening resistance but does not automatically mean better thermal-fatigue life.
How to distinguish grain growth from thermal-fatigue damage
The corrective action for grain-coarsening-dominated degradation is a different ceramic from the corrective action for thermal-fatigue-dominated degradation. Applying the wrong fix is not only ineffective — it can mask the actual failure driver and produce a replaced crucible that fails at a similar cycle count through the same mechanism.
The failure-mode classification table below converts the three degradation modes into diagnostic signatures and verification paths:
| Degradation mode | Main driver | Visible or measurable signature | Often confused with | What to verify |
|---|---|---|---|---|
| True grain coarsening | Cumulative high-T exposure + high grain-boundary mobility | Larger equiaxed grains, local strength / toughness drift, surface texture change | Surface roughening from contamination | Post-run microstructure, starting grain size, temperature history |
| Thermal-fatigue crack growth | Repeated thermal gradient + residual-stress cycling | Edge cracks, corner cracks, progressive strength loss after many runs | "Bad batch" or grain-growth issue | Ramp rate, ΔT, support geometry, crack morphology and origin |
| Residual-stress evolution / relaxation | Anisotropic thermal expansion + cycling | Non-monotonic stress field evolution, local crack-initiation bias | Bulk phase instability | Local stress mapping / fracture origin; non-linear cycle-count correlation |
| Grain-boundary softening or glassy-phase effect | Lower purity or grain-boundary phase chemistry | Warp, surface vitrification, loss of dimensional repeatability | Grain growth alone | Purity level, additives, boundary chemistry |
Direct public evidence on alumina crucibles after 1000+ cycles is limited. This table combines alumina grain-growth kinetics, thermal-fatigue evidence, and residual-stress studies into a crucible-specific failure map. Values indicative; verify with supplier microstructure data and the actual cycle profile.
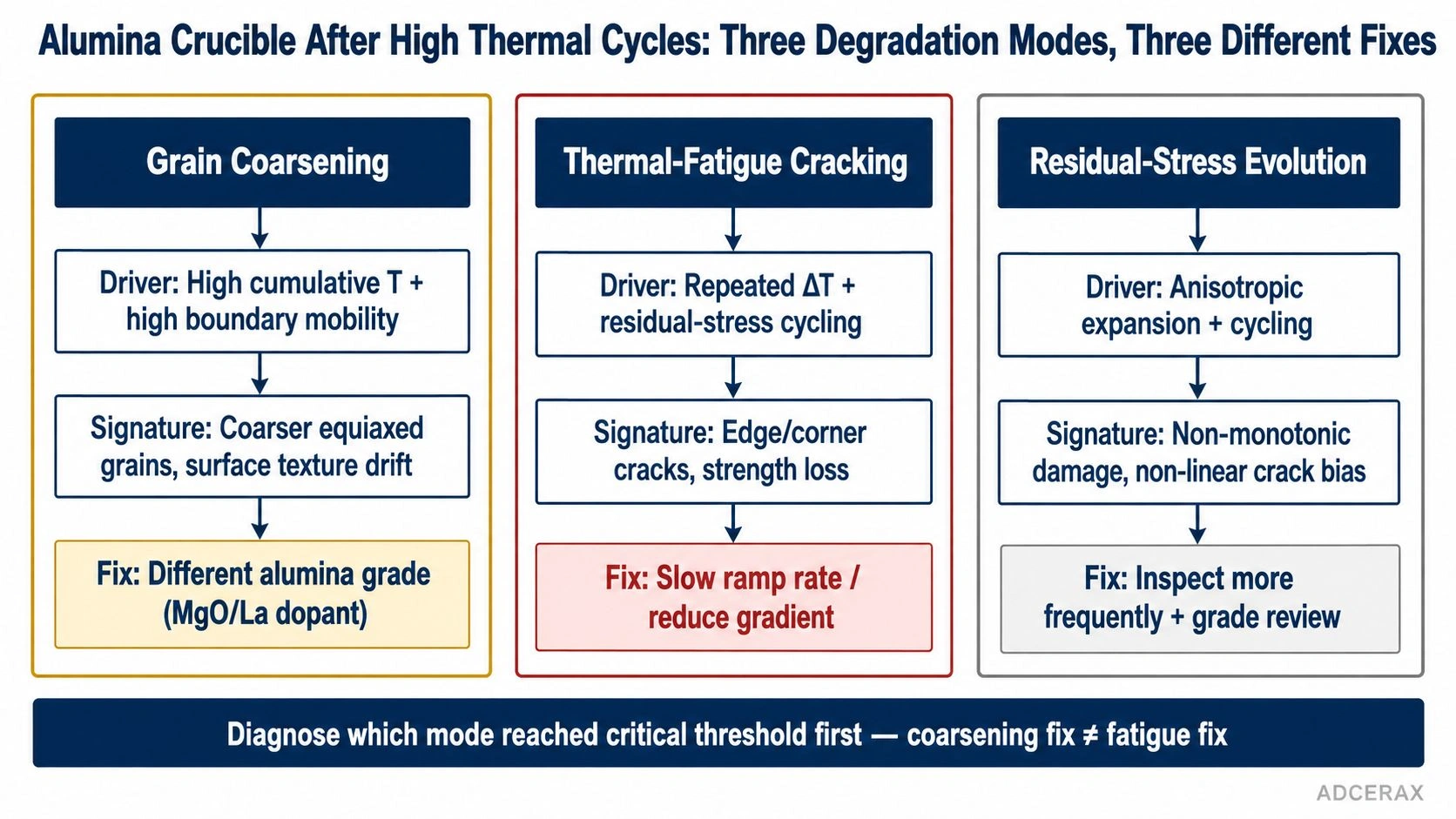
Three degradation modes can coexist in a high-cycle alumina crucible — diagnosing which one controls life first determines whether the fix is a different ceramic grade, a different furnace program, or both.
Alumina thermal-fatigue research is explicit that cyclic effects exist and are not predictable from single-cycle mechanical data. And NIST and Sandia work on polycrystalline alumina confirms that grain-scale residual stresses from anisotropic thermal expansion can reach hundreds of MPa locally — enough to bias crack initiation sites even in microstructures that appear visually intact at low magnification.
In many real long-cycle crucibles, grain coarsening and thermal-fatigue cracking coexist. The question is not which one is present, but which one reached a critical threshold first. That question determines the repair path.
Signs of coarsening-dominated degradation
If the primary change in a used crucible is measurable grain-size increase — confirmed by microscopy showing boundary migration and coarser equiaxed grains throughout the body, with no or minimal crack networks in the rim or edge zones — coarsening is the more likely life-limiter. This pattern is most common in crucibles that run long, high-temperature dwells with gentle gradients, where the thermal exposure accumulates without delivering the sharp gradient pulses that drive fatigue cracking.
Signs of thermal-fatigue-dominated degradation
Edge and corner cracking that worsens progressively with cycle count, strength loss that is disproportionate to observed grain-size change, and crack patterns that originate at geometric stress concentrations are the diagnostic signatures of thermal-fatigue-dominated failure. This pattern is most common in crucibles used for rapid loading, fast ramp cycles, or processes with high sample-mass changes that create local thermal transients.
Why the same crucible can show both, but only one can be life-limiting first
In practice, long-service alumina crucibles often show both coarsening and crack networks, because the same thermal history that drives grain growth also drives fatigue cycling. The diagnostic question is which mechanism reached a functionally critical state first — meaning which change actually caused the performance decline the engineer observed. Crack density tends to grow faster in early-to-mid cycling, while coarsening accumulates more slowly and becomes significant only when cumulative hot time is high. For most laboratory cycling applications below 1400°C, published evidence suggests thermal fatigue is more likely to limit crucible life before grain coarsening becomes severe.
What alumina microstructure is more stable after 1000+ cycles
The selection rule for long-cycle alumina crucibles has three components: not just high purity, but high purity with controlled grain-boundary mobility and a microstructure that does not sacrifice thermal-fatigue resistance in pursuit of coarsening suppression.
Component 1: Grain-growth control strategy. Published grain-growth research in dense alumina consistently shows that MgO and rare-earth dopants (La, Y) reduce boundary mobility and slow coarsening. For crucibles expected to accumulate significant hot time at elevated temperature, asking whether the grade uses a documented growth-inhibitor strategy is more diagnostic than purity specification alone.
Component 2: Fine, clean microstructure with controlled boundary chemistry. Alumina with fine starting grains and clean grain boundaries — low second-phase and low glassy-phase content — shows more consistent mechanical behavior under repeated cycling. The high-purity alumina ceramic grades typically above 99.5% Al₂O₃ with documented low metallic and siliceous impurity levels provide the starting-point microstructure, but impurity level must be accompanied by grain-boundary chemistry data.
Component 3: Matching the furnace program to the microstructure. A coarsening-resistant microstructure in a furnace program with severe thermal gradients will still fail by fatigue cracking. The selection logic is not "best ceramic wins" but "right ceramic for the actual degradation mode." If the cycle profile produces high ΔT at the crucible wall, slowing the ramp rate or reducing load mass reduces crack-driving stress regardless of ceramic grade.
The Selection Threshold Matrix below converts the combined risk assessment into grade routing:
| Condition | More likely dominant issue | Better material direction | Process implication |
|---|---|---|---|
| Moderate temperature, severe ΔT, frequent rapid cycles | Thermal fatigue | Finer, cleaner alumina with fatigue-tolerant program | Slow ramps / reduce gradient / reduce load mass |
| High temperature, long dwell, modest gradients | Grain growth / boundary mobility | Grain-growth-inhibited alumina (MgO or La dopant) | Prioritize boundary chemistry documentation |
| High purity but unknown microstructure | Uncertainty in both modes | Do not approve on purity label alone | Ask for grain-size and repeated-use stability data |
| Existing coarse-grain commercial alumina after long use | Crack and coarsening may coexist | Inspect before assuming "already stabilized" | Verify crack origin and edge damage before re-approving |
This matrix is a decision aid derived from thermal-fatigue and grain-growth literature applied to crucible service conditions, not from a single direct 1000-cycle crucible test. Engineering inference from cited material-property data; verify against actual furnace cycle profile and supplier-specific microstructure documentation.
What to specify before approving an alumina crucible for 1000+ thermal cycles
Before writing a supplier RFQ for a long-cycle alumina crucible, define four things in sequence: the thermal cycle profile, the dominant degradation risk, the microstructure requirements, and the inspection and replacement protocol.
Thermal cycle profile specification
- Peak temperature and dwell time per cycle — these two together define the cumulative thermal exposure and the grain-growth driving force more accurately than cycle count alone.
- Ramp rate and cooling rate — the temperature gradient across the crucible wall during heating and cooling drives thermal-fatigue stress. A ramp rate of 5°C/minute produces a very different stress history than 20°C/minute at the same peak temperature.
- Thermal transient type — whether the gradient is driven by radiant heating, direct contact with hot gas, or sample loading at temperature changes the spatial distribution of thermal fatigue.
- Total planned service life in cycles and in cumulative high-temperature hours — both are needed for a responsible grade recommendation.
Microstructure requirements to confirm with supplier
- Alumina purity — ≥99.5% Al₂O₃ is the standard starting point for research-grade and purity-sensitive repeated-use applications; ≥99.8% for applications where trace contamination matters across many cycles.
- Grain-growth control strategy — ask explicitly whether the grade uses MgO, La, or equivalent dopants at documented levels, and whether the supplier can provide any data on grain-size stability under extended high-temperature exposure.
- Starting grain-size range — fine-grain alumina (typically <5 µm) has lower initial coarsening driving force; coarser grades may have slower fatigue crack growth in some cycle profiles but more coarsening potential.
- Grain-boundary chemistry documentation — siliceous impurity at grain boundaries is a primary source of high-temperature boundary softening and warp; request boundary phase analysis data for high-temperature applications.
- Repeated-use stability data — if the supplier has any data from repeated-firing studies, even at cycle counts below 1000, request it. Engineering inference from cited studies applies to the grade class; grade-specific data is more defensible.
Inspection and replacement protocol
- Define visible rejection criteria: surface roughening that exceeds a defined depth, edge chipping beyond a defined area fraction, or crack network density at the rim that indicates subcritical crack linkage.
- Set inspection interval — for Decision-stage use, inspection at every 100–200 cycles in the first 500 cycles helps establish the actual degradation rate for the specific combination of crucible grade and furnace program before a longer interval is approved.
- Define the replacement decision rule — treat as a hypothesis until verified: "replace when cumulative dwell time at peak temperature exceeds [X] hours, or when any rim crack exceeds [Y] mm, whichever comes first."
For teams sourcing alumina crucibles alongside other high-temperature labware ceramics — zirconia, platinum, and mullite containers for similar repeated-use applications — the grain-growth and thermal-fatigue framework described here applies broadly across the crucible family, with different kinetics and threshold temperatures by material.

Long-cycle alumina crucible specification requires grain-size documentation, boundary chemistry data, and a growth-control strategy — purity label alone is not sufficient.
Conclusion
After 1000+ thermal cycles, grain growth in an alumina crucible is real but rarely the only mechanism controlling performance — and in many laboratory cycling scenarios, thermal-fatigue cracking or residual-stress evolution reaches a critical state before coarsening becomes severe. The specification rule for long-cycle service is therefore two-dimensional: choose an alumina grade with controlled grain-boundary mobility and a documented growth-inhibitor strategy to manage coarsening potential, then match the furnace program to the crucible's fatigue tolerance to manage crack-driving gradient stress. A replacement decision based on "high cycle count" alone, without differentiating which degradation mode is limiting life, is likely to replace the crucible grade without addressing the furnace protocol that is driving the failure.
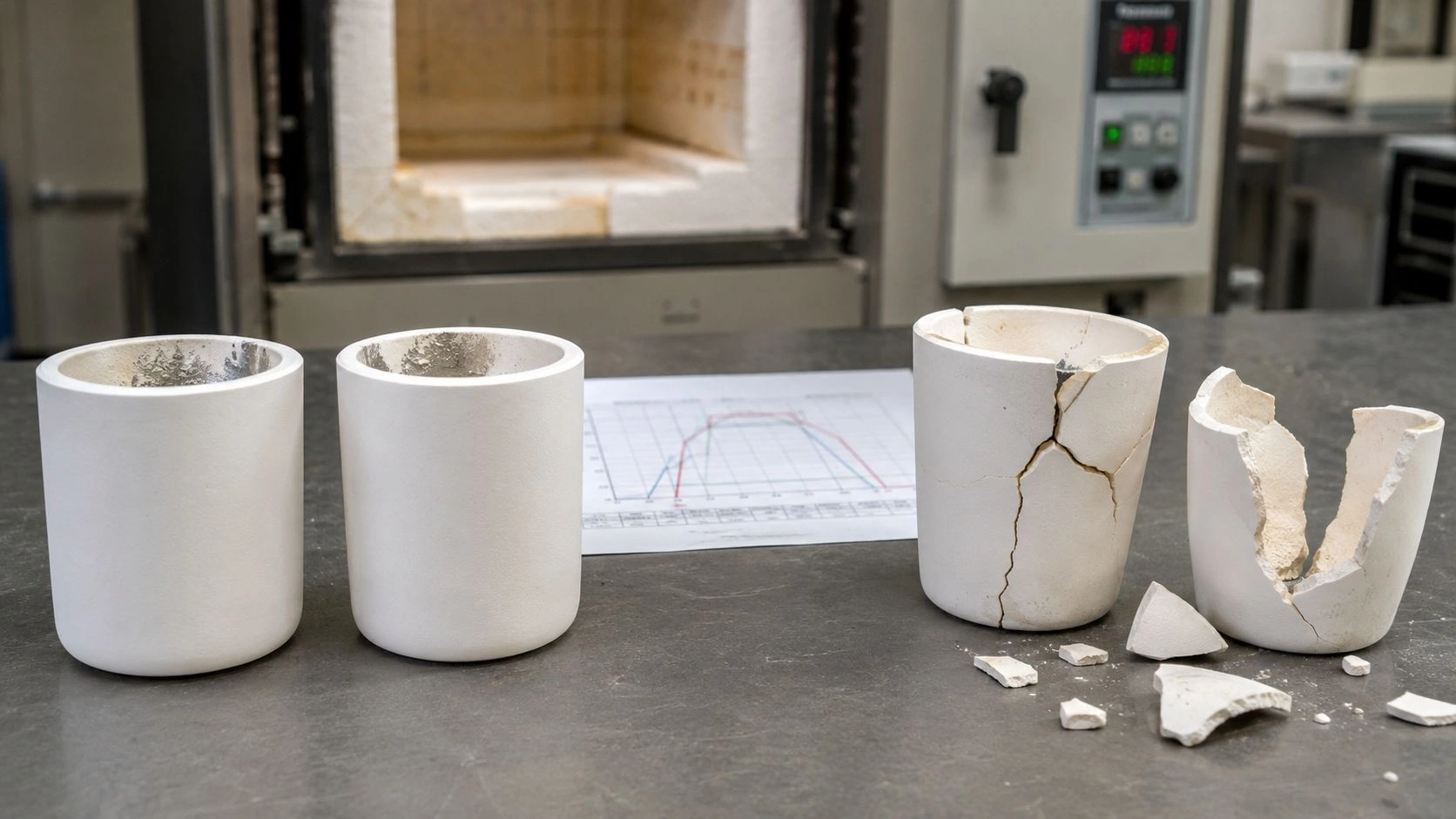
Running alumina crucibles through 500+ repeated cycles and seeing roughening, warping, or strength loss? Send the peak temperature, dwell time, ramp rate, and a description of the visible change. ADCERAX engineers return a root-cause assessment with recommended alumina grade, grain-boundary chemistry guidance, and a replacement-interval estimate based on the actual cycle profile; turnaround depends on inquiry complexity — no RFQ commitment required at this stage.
Frequently Asked Questions
Does alumina crucible grain growth really accelerate just because the cycle count exceeds 1000?
Not by cycle count alone. Grain growth in dense alumina is driven primarily by cumulative thermal exposure — peak temperature and total dwell time — and by grain-boundary mobility, which depends on purity and dopant strategy. High cycle count matters because it usually implies more cumulative hot time and more stress cycling, but those are different mechanisms. Published grain-growth kinetics research shows that boundary mobility control through dopants like La can reduce coarsening by nearly an order of magnitude relative to undoped material, regardless of cycle count.
What kind of alumina is more stable against long-term grain coarsening?
Alumina with controlled grain-boundary chemistry is more stable. Research on La- and MgO-modified alumina shows that suitable dopants can reduce grain-boundary mobility and significantly slow or suppress growth. A fine starting grain size lowers the initial thermodynamic driving force, and clean boundaries — low siliceous impurity — reduce boundary softening at elevated temperature. These are specific microstructural features, not consequences of "high purity" alone.
How can I tell whether a used crucible is failing from grain growth or thermal fatigue?
Edge and corner cracking, progressive strength loss disproportionate to observed grain-size change, and crack patterns originating at geometric stress concentrations point to thermal fatigue as the dominant mechanism. Measurable increase in average grain size throughout the body — confirmed by microscopy, with minimal or no crack network — points to coarsening. Published alumina thermal-fatigue evidence confirms that cyclic effects are real and distinct from single-cycle mechanical data, meaning the two failure modes require separate diagnostic evidence to distinguish.
Can a high-purity alumina crucible still be a poor choice for 1000+ cycles?
Yes. High purity improves resistance to grain-boundary softening and glassy-phase effects, but it does not by itself control grain-boundary mobility, thermal gradients, residual-stress cycling, or crack-driving severity. A "high-purity" label without grain-size documentation, a growth-control strategy, or repeated-use stability data is not a sufficient specification for long-cycle service. Engineering inference from published material-property data suggests that boundary chemistry control and furnace program design each contribute independently to long-cycle performance.