The phrase "BN crucible for titanium melting" combines a real engineering need with a common route confusion. Boron nitride does appear in titanium alloy lab-scale melting setups, but it usually belongs to a different position in the system than "primary crucible material." Understanding that position — and knowing when BN should not be that position — is what prevents the kind of contamination outcome the titanium-crucible literature documents: reactive melt attack that BN suppliers do not describe because their application notes address a narrower problem. This article maps what BN is actually solving in titanium lab melting, explains why it is attractive despite documented reactivity concerns, separates the route families that get conflated under one phrase, defines the hard flip rule for selecting or rejecting BN, and closes with the RFQ and SOP language that locks in the correct route decision.
BN is not the default best crucible material for titanium-alloy lab-scale melting. It is most defensible when used as a barrier or liner to isolate a reactive Ti melt from graphite and reduce carbon pickup under vacuum or inert gas. When the goal is the lowest possible melt–crucible reactivity rather than carbon isolation alone, the decision usually shifts toward yttria-, calcia-, or barium-zirconate-based refractory routes, or toward cold-crucible and skull-melting methods that minimize container contamination altogether.

A BN liner inside a graphite crucible addresses carbon pickup by isolating the Ti melt from direct graphite contact — a narrower problem than full crucible chemical compatibility with titanium melt.
The range of boron nitride crucibles and liners — HPBN monolithic bodies, thin-wall BN liner configurations, and laminated BN/graphite assemblies — each carry a different fit profile for reactive-metal applications, which is why route classification must precede any specification decision.
What titanium-melting problem BN is actually solving
In titanium-alloy lab-scale melting, BN is usually trying to solve a contamination-interface problem rather than the entire crucible-stability problem. The most common value proposition is that when graphite is attractive because of thermal shock resistance, induction coupling efficiency, cost, or machinability, BN can be introduced as a non-wetting, electrically insulating barrier that reduces direct Ti–graphite contact and lowers carbon pickup. Supplier positioning for BN liners in titanium melting reflects exactly this use case: the liner isolates molten titanium from graphite, improves demolding, and is specified for vacuum or inert-gas service rather than air.
BN liner suppliers instead position BN as a graphite-isolation barrier for Ti melting under vacuum or inert gas — not as the most chemically stable direct-contact refractory for titanium. That distinction is the beginning of the route decision, not the end of it.
BN's broader materials reputation supports part of the attraction. BN solids are widely described as resistant to many molten metals and salts, and that general non-wetting behavior explains why BN naturally appears in titanium-melting discussions alongside more conventional refractories. But titanium is not a generic molten-metal case. Titanium melting is a reactive-metallurgy problem where carbon, oxygen, nitrogen, and container chemistry all compete simultaneously. The opening question for any BN route decision is not "Can BN hold molten metal?" but "Is my main contamination risk coming from graphite contact, or from titanium reacting with the crucible material itself?"
BN's strongest titanium use case is often barrier logic, not standalone-crucible supremacy
The BN liner positioned inside a graphite susceptor or graphite crucible addresses the carbon-pickup pathway specifically. It does not resolve the question of how titanium melt interacts with BN at the contact surface. That is a different question, and it has a different answer — which is why the titanium-crucible literature does not treat BN as the universal solution even though BN suppliers correctly describe its barrier value in the graphite-contact scenario.
In Ti melting, "resists many molten metals" is not enough by itself
The generalization that BN resists molten metals holds for many non-reactive melt systems. Titanium is reactive enough that this generalization requires validation against the specific Ti–BN reaction data before it can support a route selection. That validation is what the titanium-crucible and Ti–BN reactivity literature provides — and its conclusions are more cautious than the general BN materials positioning.
Why BN is attractive, and why it is still not the default best crucible
The titanium-crucible review reports BN showed poor performance in TiAl melting, causing aggressive melt contamination — a finding that directly contradicts the expectation that non-wetting, high-temperature BN would perform well in a titanium-alloy melt system. That result comes from the same literature body that evaluates yttria, CaZrO₃, BaZrO₃, and cold-crucible routes as the more reliable options for minimizing direct melt contamination.
Why is BN still discussed and used? Because the titanium melting problem that BN can solve is real. When graphite is in the system — for induction coupling, for thermal mass, for cost — direct Ti–graphite contact introduces carbon at a rate that matters for most Ti-alloy chemistries. BN positioned between the Ti melt and the graphite reduces that specific contamination pathway. The material is also machinable, geometrically flexible, and vacuum/inert-gas compatible, which are practical advantages in small-batch research melting. So BN can be simultaneously useful as a barrier and problematic as a direct-contact crucible. Those two facts coexist because they address different contamination routes.
The broader boron nitride ceramic grades — HPBN, binder-free high-purity grades, and PBN — differ in purity, density, and reaction kinetics, and the grade choice matters when specifying a BN component for Ti-melt contact, because impurity levels and boundary chemistry affect the rate and products of any Ti–BN interaction.
The key contradiction is barrier-value versus direct Ti–BN reactivity
Independent Ti–BN reaction studies show that titanium and boron nitride can react to form TiN- and TiB₂-bearing products even below titanium's melting temperature, and that titanium exhibits high chemical activity toward boron nitride. That thermodynamic reality does not disappear when BN is marketed as non-wetting to many metals. Non-wetting reduces adhesion; it does not prevent the diffusion-controlled reaction that creates nitride and boride phases at the contact interface under sustained melt exposure.
"Works under vacuum" does not mean "best chemical match to Ti melt"
BN's vacuum and inert-gas compatibility is a real and useful property. It means BN does not oxidize significantly in the furnace atmosphere during Ti melting. It does not mean the Ti–BN interface is chemically stable. These two properties are independent, and confusing them leads to route decisions that work in the atmosphere sense but fail in the melt-chemistry sense.
Which setups are being mislabeled as "BN crucible" jobs
The most common route confusion collapses four distinct engineering solutions into one label. These four routes address different contamination problems and should not be treated interchangeably:
-
Monolithic BN crucible — a standalone BN body in direct contact with the Ti melt. The most chemically aggressive use of BN in this application. The Ti–BN reactivity literature and the titanium-crucible review raise the most serious concerns about this configuration, particularly for TiAl and highly reactive alloy chemistries.
-
BN liner inside a graphite crucible or susceptor — a BN layer or formed insert that sits between the Ti melt and the graphite system. This addresses the carbon-pickup problem without claiming full chemical compatibility between BN and Ti melt. It is a more limited and more defensible application of BN in titanium melting.
-
Yttria, CaZrO₃, or BaZrO₃ refractory crucible — a different material route aimed at lower direct melt–refractory interaction. Yttria is described in the review literature as the most chemically stable oxide among plausible oxide crucibles for TiAl melting, substantially reducing contamination compared with alumina, zirconia, and calcia, even though powder shedding can be a durability concern. Ca-doped BaZrO₃ is positioned as a promising titanium-alloy refractory that can withstand the melt environment with lower contamination than conventional oxide crucibles.
-
Cold-crucible / skull-melting — a route that minimizes container contamination by not maintaining prolonged melt–wall contact. Cold-crucible melting is explicitly described in recent literature as a contamination-free or contamination-minimizing route for pure Ti and titanium-alloy processing, representing the cleanest available benchmark at the cost of equipment complexity.
The Selection Criteria Table below organizes the route decision:
| Criterion | Threshold / decision trigger | Decision direction |
|---|---|---|
| Main problem = graphite carbon pickup | Graphite is otherwise desirable for coupling / cost / shock resistance | Prefer BN liner or BN barrier rather than direct graphite contact |
| Main problem = lowest direct melt–crucible reactivity | Ti melt chemistry and trace contamination are dominant concerns | Move toward yttria / CaZrO₃ / BaZrO₃ / cold-crucible routes |
| Furnace atmosphere | Vacuum / argon / inert gas available | BN remains viable as a barrier route |
| Air exposure at high temperature | Significant oxidizing exposure expected | BN route weakens; reconsider |
| Lab scale / short hold / small batch | Small experimental heats with limited dwell time | BN liner route becomes more defensible |
| Highest-purity or reactive Ti-alloy research melt | Even small B / N / C / O pickup is unacceptable | BN should not be the default primary crucible choice |
Qualitative guidance synthesized from titanium-crucible review, BN materials pages, and Ti-melting route sources. Verify against exact alloy chemistry, furnace type, and impurity targets.
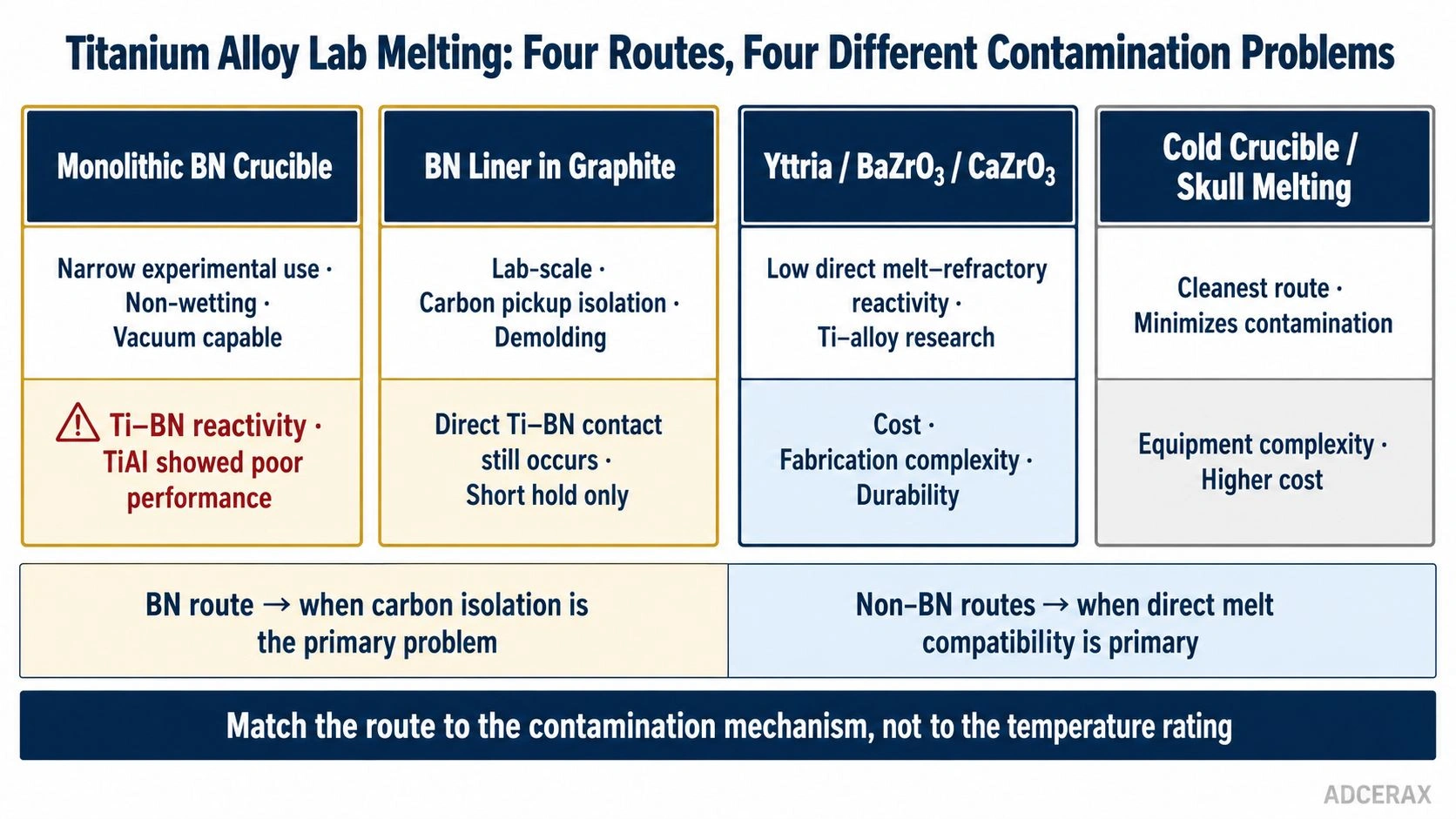
Four routes, four different contamination problems — the selection decision in titanium alloy melting depends on whether the primary concern is carbon pickup, direct melt–refractory reactivity, or total contamination minimization.
BN liner in graphite is a different solution from monolithic BN containment
The engineering logic of a BN liner is not "BN is inert to Ti melt." It is "BN is better than graphite in direct contact, and the barrier geometry limits the interfacial area and contact time." That is a defensible engineering argument for specific configurations and hold times. It is not a defense of monolithic BN as the primary direct-contact crucible material for reactive Ti-alloy chemistries.
Oxide refractory and cold-crucible routes solve different contamination problems
Yttria-based and BaZrO₃-based crucibles aim at chemical compatibility between the refractory and the Ti melt at the direct contact interface — a different engineering problem from carbon isolation. Cold-crucible routes aim to minimize the interface interaction altogether by maintaining a solidified skull. Understanding which contamination mechanism is limiting the lab's melt quality determines which of these three routes families is appropriate.
When the decision flips toward BN liner and when it flips away from BN entirely
The decision flips toward BN liner when the lab already depends on graphite for practical reasons — induction coupling, cost, thermal-shock robustness — and the immediate purity problem is carbon pickup or metal adhesion rather than absolute minimum melt–container reactivity. Under vacuum or inert gas, with limited hold time and small batch size, a BN liner is a logical engineering move that addresses the graphite-side contamination pathway.
The decision flips away from BN when the dominant requirement is direct chemical stability against Ti melt itself, especially for highly reactive Ti-alloy chemistries, TiAl compositions, or research melts where even trace boron, nitrogen, or titanium-boride contamination is unacceptable. That is where the titanium-crucible literature points toward yttria, CaZrO₃, BaZrO₃, and cold-crucible routes.
The Route Boundary Matrix converts this into a step-by-step assignment:
| Route | Best fit | Main advantage | Main boundary |
|---|---|---|---|
| Monolithic BN crucible | Narrow, highly controlled experimental use only | Non-wetting, machinable, vacuum/inert capable | Ti–BN reactivity makes it hard to defend as the default choice |
| BN liner inside graphite | Lab-scale melting where carbon isolation is the first problem | Reduces Ti–graphite contact and demolding issues | Does not eliminate direct Ti–BN compatibility concerns |
| Yttria / CaZrO₃ / BaZrO₃ crucible | Low-contamination refractory route for Ti melts | Better aligned with direct Ti-melt containment research | Cost, fabrication complexity, durability trade-offs remain |
| Cold-crucible / skull melting | Cleanest high-end route | Minimizes crucible contamination altogether | Equipment complexity and cost |
Route assignment synthesized from titanium-crucible review and application sources. Verify in pilot heats before locking the SOP.
For teams evaluating ceramic crucible material options across BN, yttria, zirconia, and graphite-composite systems for reactive-metal melting, the route-level framing described here applies across the entire crucible family: the selection should match the contamination mechanism being addressed, not the general temperature or inertness rating.
The clean decision rule: choose BN as a barrier when solving a graphite problem. Reject BN as the primary direct-contact crucible when solving a melt–refractory stability problem. Those are different problems with different answers.
BN is strongest as a contamination-control layer, not as a universal titanium crucible
BN's machinable geometry, vacuum compatibility, and non-wetting behavior are genuine engineering advantages. In the specific context of carbon-isolation, they make BN liner geometry a useful and practical route for lab-scale Ti melting. Those same properties do not resolve the Ti–BN interfacial reaction thermodynamics that the materials and review literature documents.
The selection boundary is carbon isolation versus direct chemical compatibility
When the titanium lab asks "How do I get carbon out of my melt?" and graphite is in the system, BN liner logic is the right answer to investigate. When the lab asks "How do I get the minimum contamination from the crucible itself?" the question has moved to a different class of solution — one that the titanium-crucible review literature maps to yttria, BaZrO₃, and cold-crucible methods rather than to BN.
What should go into the RFQ and melting SOP
Before ordering any BN component for titanium lab melting, the specification must distinguish whether the part is solving a graphite problem or a direct-melt-compatibility problem. Those are the two different engineering tasks, and they require different specifications and operating protocols.
The specification and operating checklist for metallurgical ceramic components in titanium alloy lab-scale melting:
- Route classification — state explicitly whether the BN part is a monolithic direct-contact crucible or a liner inside a graphite holder; these are different products with different expectations.
- Alloy family — specify the alloy composition (TiAl, NiTi, pure Ti, Ti-6Al-4V, etc.) because Ti-alloy reactivity varies substantially and the BN liner case is more defensible for some compositions than others.
- Impurity limits — state acceptable levels for C, O, N, B, and any boride or nitride phases; these targets determine whether BN-family contamination is within the allowed budget.
- Melting temperature and hold time — specify peak temperature and planned melt contact duration; longer hold times increase Ti–BN interfacial reaction extent and shift the route assessment.
- Furnace atmosphere — confirm vacuum or inert gas; BN liner routes depend on controlled atmosphere to prevent surface oxidation of the BN component.
- BN grade — specify HPBN, binder-free high-purity, or PBN; impurity levels in the BN body affect the contamination contribution at the contact interface.
- Reuse policy — specify inspection criteria between heats: visible thinning of the liner, surface discoloration, or dimensional change are rejection indicators; track cumulative contact time.
- Escalation criteria — define the condition under which the lab must switch from BN to yttria, BaZrO₃, or cold-crucible routes; if the impurity budget is exceeded or if Ti-alloy contamination analysis shows boron or nitride phase formation, the BN route should be reviewed.
If the purchasing document says only "BN crucible for titanium alloy melting" without specifying liner versus monolithic, alloy composition, and impurity targets, the lab has not resolved the route decision — it has only deferred it to the moment the melt analysis comes back.
Conclusion
BN has a legitimate and defensible role in titanium alloy lab-scale melting — but that role is most accurately described as a barrier or liner against graphite contact rather than as the primary direct-contact crucible material for Ti melt. The titanium-crucible review literature and Ti–BN reaction research establish that direct Ti–BN chemical interaction is not negligible, and that for the lowest-contamination requirement, yttria-, BaZrO₃-, and cold-crucible routes are more aligned with the published evidence. The specification decision starts with identifying which contamination mechanism is limiting melt quality, then matching the route to that mechanism.
Specifying BN liners or crucibles for titanium alloy lab-scale melting? Send the alloy composition, planned hold temperature and time, furnace atmosphere, current contamination levels, and impurity targets for C/O/N/B. ADCERAX engineers return a liner-versus-crucible route assessment with grade recommendation, geometry guidance, and hold-time limits for the confirmed alloy and furnace setup; turnaround depends on inquiry complexity — no RFQ commitment required at this stage.
Frequently Asked Questions
Can BN be used at all in titanium alloy lab-scale melting?
Yes, but with a narrower role than the phrase "BN crucible" suggests. BN is most defensible as a liner or barrier inside a graphite system under vacuum or inert gas, where the goal is to reduce direct Ti–graphite contact and carbon pickup. As a monolithic direct-contact crucible for reactive Ti-alloy chemistries, BN's position is harder to defend because of documented Ti–BN reactivity and the findings from titanium-crucible review literature showing poor BN performance in TiAl melting.
Why is BN appealing for titanium melting if titanium reacts strongly with it?
Because the appeal and the risk belong to different comparisons. BN can be attractive relative to graphite contact — reducing carbon pickup and adhesion — even when it is not the best direct-contact refractory against Ti melt itself. The comparison to graphite is favorable; the comparison to yttria or BaZrO₃ for direct Ti-melt containment is less favorable. Understanding which comparison drives the decision determines whether BN is the right answer.
What is the most common mistake in buying BN for titanium melting?
Failing to distinguish a BN liner route from a monolithic BN crucible route. Those are not the same engineering decision. A BN liner inside graphite addresses the carbon-isolation problem. A monolithic BN crucible in direct Ti-melt contact faces the Ti–BN reactivity problem without the graphite-isolation framing. They require different specifications, different operating protocols, and different expectations about contamination outcomes.
When should the lab move away from BN entirely for titanium melting?
When direct melt–container reactivity is the main purity problem — particularly for highly reactive Ti-alloy chemistries, TiAl compositions, or analytical melts where boron, nitrogen, or titanium-boride contamination from Ti–BN interaction is unacceptable. That is where the titanium-crucible review literature points toward yttria, BaZrO₃, CaZrO₃-based refractory routes, or cold-crucible methods as the more appropriate solutions.
Is cold-crucible melting relevant even at small laboratory scale?
Yes, as a design benchmark. Cold-crucible and skull-melting routes represent the cleanest contamination logic — minimizing crucible contact instead of optimizing a reactive refractory — and recent literature positions cold-crucible melting as a contamination-free or contamination-minimizing route for pure Ti ingot and titanium-alloy processing. Even when not operationally implemented at small scale, the cold-crucible concept helps calibrate how much contamination is coming from the crucible versus other sources in the melting system.