SiC tubes are a strong choice in FGD heat exchangers when the unit must transfer heat in a sulfuric-acid-dew-point-risk environment where corrosion, erosion, and condensate attack make ordinary metallic tubes unreliable or uneconomic. They are not the only answer for every downstream flue-gas service: graphite remains a competitor in some acid duties, polymers can be attractive in low-temperature condensing sections, and metal or alloy routes still make sense where the gas is kept safely above the acid dew point.
The selection decision in FGD heat-exchanger duty is driven primarily by where the exchanger sits in the flue-gas cooling curve — specifically, whether it operates above, near, or below the sulfuric acid dew point. That single variable changes the material family shortlist more than any other. This guide maps SiC's actual role in that environment, explains the property logic behind its use, removes the most common route confusions, and closes with the specification language that makes a tube-route RFQ technically defensible.
SiC tubes in a flue-gas desulfurization heat exchanger belong at the corrosion-risk boundary where gas cooling, sulfur chemistry, and condensate formation combine in ways that metallic tube materials cannot reliably handle.
The silicon carbide tubes used in industrial heat-exchanger applications — pressureless sintered and reaction-bonded SiC grades in shell-and-tube configurations — represent the ceramic tube family described in this guide.
What role SiC tubes actually play in FGD heat exchangers
In and around wet FGD systems, SiC tubes belong primarily to gas reheating, waste-heat recovery, or condensing heat-exchanger duty where the flue gas is close to saturation and corrosion risk rises sharply if sulfuric acid condenses. Published EPA guidance on wet FGD systems states that many plants reheat gas downstream of the absorber to prevent condensation corrosion inside ducts and stacks. Separately, DOE-linked technical references note that sulfuric acid can begin condensing in approximately the 250–300°F range depending on SO₃ concentration and moisture content.
That framing positions SiC tubes in the part of the system where the heat exchanger is not only a thermal device but also a corrosion-control boundary. A tube bundle operating in this zone is simultaneously managing heat transfer and serving as the structural material in an environment where its surface chemistry, imperviousness, and erosion resistance determine whether it survives its design life.
A published case study on a natural-gas-boiler flue-gas reheater identifies high-temperature acid corrosion and erosion-corrosion as the main tube failure mechanisms in that service — confirming that the material selection question is not just about corrosion resistance in isolation but about combined acid-condensate and particulate/droplet durability.
SiC tubes serve as the corrosion-control boundary in dew-point-risk service
The tube wall in a post-absorber heat exchanger is directly exposed to the transition between gas-phase sulfuric acid and condensed sulfuric acid. At that transition, the material must resist acid attack, resist any particulate or droplet erosion, maintain thermal performance, and survive thermal cycling without cracking. Those four simultaneous requirements are what narrow the candidate material list to ceramics, specialty graphite, or engineered polymers — and within that ceramics, to SiC specifically.
The acid dew point, not the process temperature, is the governing design variable
For most heat exchangers, the governing design variables are temperature, pressure, and fluid chemistry. In FGD post-absorber service, the acid dew point deserves equal attention because it determines which part of the tube-surface area is in the condensation zone at any given operating condition. A specification that ignores the dew point — or that assumes the exchanger will always operate above it — may be designed correctly for one operating state and dangerously incorrect for another.
Why SiC is attractive in FGD dew-point-risk service
SiC brings a property package to FGD heat exchangers that fits the combined acid-condensate and erosive-droplet environment unusually well. Published technical data for sintered SiC grades describe the material as highly resistant to corrosion, erosion, high temperature, and thermal shock — and separately confirm that SiC thermal conductivity is close to graphite and superior to most common oxide-ceramic alternatives. For a heat-exchanger tube, thermal conductivity is not only a comfort factor: in a duty where recovery efficiency matters, a lower-conductivity tube adds log-mean temperature difference losses that erode the economic case for the exchanger.
Current SiC heat-exchanger brochures from industrial suppliers position pressureless sintered SiC for outstanding corrosion resistance against common acids, oxidizing media, and bases. One supplier explicitly frames its SiC shell-and-tube exchanger product as the answer when graphite reaches its limits — a statement that is useful because it implies graphite is the primary comparison point rather than metal, and that SiC is positioned as the upgrade from graphite rather than as the universal replacement for all prior tube materials.
The silicon carbide ceramic grades — pressureless sintered SSiC, reaction-bonded SiSiC, and CVD-coated routes — differ in grain-boundary chemistry, secondary-phase content, and corrosion kinetics in specific acid environments. For FGD service, pressureless sintered grades are generally the more conservative starting point because their microstructure avoids the silicon-metal phase that can be selectively attacked in some oxidizing or mixed-acid environments.
SiC's thermal conductivity is a performance advantage, not just a safety margin
In FGD heat-exchanger service, the thermal conductivity of the tube wall affects both heat-recovery efficiency and the location of the condensation zone relative to the outer tube surface. A high-conductivity tube like sintered SiC (approximately 125 W/m·K at room temperature in published data) positions the condensation zone differently from a lower-conductivity alternative at the same operating conditions. That means SiC's thermal properties are not just a positive marketing claim — they are part of the design calculation that determines whether the exchanger will operate above or below the dew point at the tube surface.
Gas impermeability is a tube-integrity requirement, not just a material property
Sintered SiC is described as gas-impervious in published technical data. For a heat-exchanger tube operating in a wet FGD environment, gas imperviousness prevents contamination of the process-side fluid by flue-gas species migrating through micro-porosity in the tube wall. It also prevents acid from entering and degrading the tube material through internal porosity pathways — a failure mode that has been documented in porous refractory materials under similar condensate exposure conditions.
Which FGD heat-exchanger routes are being confused when buyers specify SiC tubes
Three route confusions appear most often when engineers specify SiC tubes for FGD heat-exchanger service:
Treating gas reheating above the dew point and condensing heat recovery below the dew point as the same material problem. EPA's wet-FGD guidance frames reheating as a corrosion-prevention measure — the purpose is to keep the downstream gas above condensation temperature. Heat-matrix polymer exchanger documentation, by contrast, frames low-temperature heat recovery as a route where sulfuric acid is intentionally condensed inside a corrosion-resistant polymer exchanger. Those are different duties: one avoids condensation, the other accepts and manages it. SiC is strong in the middle zone — near the dew point where condensation risk is real but the temperature is still too high for polymer limits. Confusing these three zones leads to over-specification of SiC in above-dew-point service and under-specification in the near-dew-point zone.
Treating SiC and graphite as non-competing alternatives. Graphite remains a real and economically significant acid-service heat-exchanger material, and the industrial framing in SiC exchanger literature confirms this by positioning SiC as the answer when graphite reaches its limits rather than as the universal replacement. Those limits include pressure capability, mechanical robustness under thermal cycling, and resistance to oxidizing conditions that can attack graphite's bonded matrix. When those limits are not reached — when the chemistry is strongly reducing, the pressures are moderate, and the temperature is within graphite's range — graphite may still be the more economical route.
Applying FGD nozzle success to FGD heat-exchanger tube specification. SiC nozzles are explicitly marketed for FGD scrubber service because of their chemical-corrosion and abrasion resistance. That success is real and relevant to the general point that SiC can tolerate FGD chemistry. But nozzle duty and shell-and-tube heat-exchanger duty are not the same specification problem: the heat exchanger adds pressure containment, tube-sheet sealing, thermal gradients across the bundle, and cleanability requirements that are not present in nozzle service. Material success in one geometry does not automatically validate the same material in the other.
When the decision clearly stays with SiC and when it flips
The decision stays with SiC when the exchanger must operate in a sulfuric-acid-dew-point-risk zone where both corrosion and erosion are credible failure modes, and where long tube life and clean thermal performance matter more than lowest first cost. That is the zone where metal routes begin to suffer dew-point corrosion, graphite approaches its mechanical or oxidizing-condition limits, and polymers are not yet an option because the temperature is too high.
The decision flips in three situations. It flips toward polymer when the design is a low-temperature condensing heat-recovery system that operates intentionally below the acid dew point — a specialized duty where polymer exchanger literature describes the route as recovering heat below the dew point while allowing sulfuric acid to condense inside the unit. It flips toward graphite when the acid duty is significant but graphite's mechanical and oxidizing-condition boundaries have not been reached. And it can stay with metal or nickel-alloy routes when the system architecture avoids acid condensation altogether — when the gas is reheated or otherwise maintained above the dew point and the downstream equipment therefore does not face the condensation-corrosion mechanism in the first place.
The Route-Fit Matrix below maps these four duty types:
| FGD heat-exchanger duty | Best-fit route | Why |
|---|---|---|
| Post-absorber reheater or corrosive flue-gas waste-heat recovery near the acid dew point | SiC tube route is strong | Combines corrosion, erosion, and thermal-shock resistance; marketed for harsh acid service where other materials struggle |
| Low-temperature condensing recovery below the acid dew point | Polymer route may be stronger | Vendor literature explicitly positions polymer exchangers for cooling below the acid dew point while condensing sulfuric acid inside the unit |
| Acid service where graphite remains mechanically acceptable | Graphite remains a competitor | SGL positions SiC shell-and-tube exchangers as the solution when graphite reaches its limits — implying graphite is still a real benchmark route |
| Reheated, above-dew-point downstream flue gas | Metal or alloy route may remain viable | Reheating in wet FGD systems is used specifically to prevent condensation corrosion; if that goal is achieved, metallic routes may remain adequate |
Route logic synthesized from sampled EPA guidance, supplier heat-exchanger brochures, and FGD engineering references. Verify against site-specific SO₃ concentration, moisture content, and acid dew-point calculation.
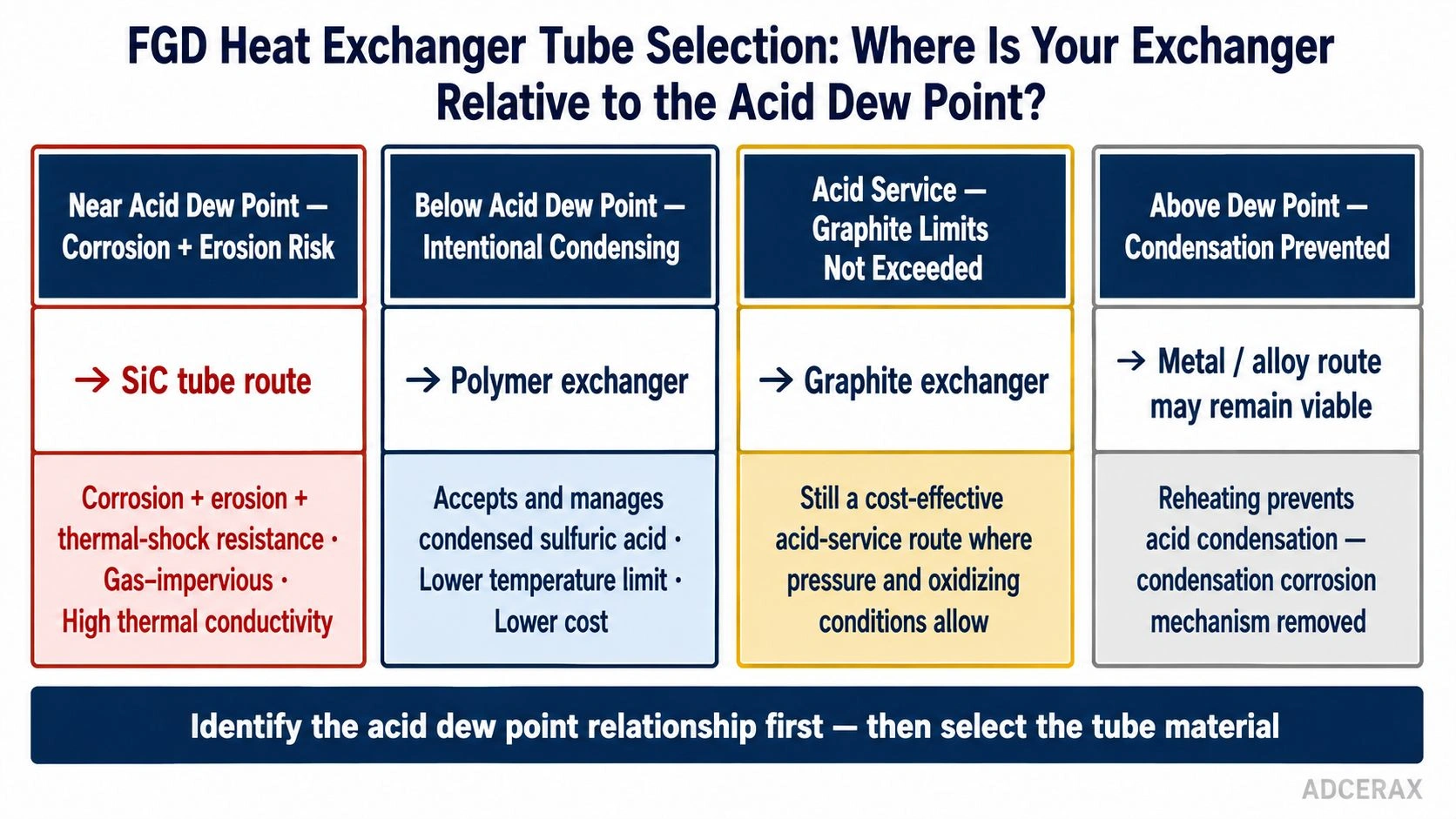
Four FGD heat-exchanger duties, four different tube-route answers — the selection is driven by where the exchanger sits relative to the sulfuric acid dew point.
The ceramic tube material options for industrial heat-exchanger service — SiC, alumina, and other oxide and non-oxide ceramics — each carry specific corrosion, erosion, and thermal-conductivity profiles that must be matched to the exact duty zone described above.
SiC is the ceramic answer to corrosive FGD heat exchange — not the universal answer to every post-scrubber thermal duty. The real engineering task is to identify which of the three zones — above-dew-point, near-dew-point, or below-dew-point — the exchanger actually lives in.
SiC is not a universal FGD tube material — it is a dew-point-zone specialist
The distinction between "SiC is appropriate for FGD service" and "SiC is the right tube for this specific FGD heat exchanger" requires knowing where the exchanger sits in the thermal-corrosion operating envelope. The two statements can have very different answers for two exchangers in the same plant.
Graphite versus SiC is often the real comparison, not SiC versus metal
In the temperature and chemistry range where acid condensation is a real risk, graphite has historically been the dominant non-metallic heat-exchanger tube material. SiC is most accurately positioned as the upgrade from graphite when that material's limits are reached — higher pressure, more oxidizing conditions, more demanding thermal cycling — rather than as the displacement of all metallic alternatives.
What should go into the RFQ and operating specification
A technical RFQ for SiC tubes in FGD heat-exchanger service must resolve the duty zone before it resolves the tube material. Specifying "SiC tube" without confirming whether the exchanger operates above, near, or below the acid dew point leaves the most critical design variable undefined.
The specification and operating checklist for industrial ceramic components in FGD heat-exchanger tube service:
- Duty zone classification — state whether the exchanger is a gas reheater (above dew point), a near-dew-point waste-heat recovery unit, or an intentional acid-condensing exchanger (below dew point); this is the first and most important specification variable.
- Acid dew point estimate — specify the calculated or measured acid dew point based on SO₃ concentration and moisture content in the flue gas at the exchanger inlet conditions; do not specify tube material before this estimate is available.
- SO₃ concentration — state the SO₃ partial pressure or concentration at the exchanger inlet; this directly controls the dew point and the severity of condensation corrosion.
- Particulate and droplet loading — specify whether the gas stream carries entrained solids, droplet carryover from the absorber, or slurry mist, and at what estimated loading; these determine whether erosion is a co-dominant failure mode alongside corrosion.
- Tube-side vs shell-side assignment — confirm which side of the exchanger carries the flue gas and which carries the heat-transfer medium; this determines where the corrosion and erosion loads act relative to tube inner surface vs outer surface.
- Cleanability requirement — specify whether the tube bundle must be hydroblasted, chemically cleaned, or accessed for inspection; SiC tube geometry, bundle pitch, and tube-sheet design all affect cleanability.
- SiC grade — specify pressureless sintered SSiC or reaction-bonded SiSiC; these have different microstructures, secondary-phase contents, and behavior under oxidizing conditions or mixed acid environments relevant to FGD service.
- Thermal performance target — state the required heat-transfer rate, approach temperature, and pressure drop; the thermal conductivity of sintered SiC (approximately 125 W/m·K at room temperature) should be included in the design calculation explicitly rather than assumed equal to a metallic tube.
If the purchasing document specifies "SiC tube for FGD heat exchanger" without stating the dew-point relationship and the erosion loading, the operating envelope of the tube is still undefined — and the material route may be either over-specified or under-specified relative to the actual duty.
Conclusion
SiC tubes in FGD heat exchangers are most defensible when the exchanger must operate near the sulfuric acid dew point, where acid condensation risk and erosive flue-gas conditions combine in ways that metallic tubes handle poorly and that define a specific niche for ceramic tube materials. Graphite remains a competing route when its mechanical and oxidizing-condition limits are not reached. Polymer exchangers offer a viable alternative in colder condensing duties. Metal routes remain appropriate when the system design successfully avoids acid condensation. The specification that makes this selection correctly names the duty zone, the acid dew point, the SO₃ concentration, and the erosion loading before it names the tube material.
Specifying SiC tubes for an FGD heat exchanger or flue-gas reheater? Send the duty zone (above/near/below dew point), SO₃ estimate, flue-gas composition, particulate and droplet loading, required heat-transfer performance, and cleanability requirements. ADCERAX engineers return a tube-grade recommendation with thermal-performance confirmation, corrosion-resistance documentation, and geometry guidance for the confirmed service duty; turnaround depends on inquiry complexity — no RFQ commitment required at this stage.
Frequently Asked Questions
Why are SiC tubes used in FGD heat exchangers?
Because they combine corrosion resistance, erosion resistance, high thermal conductivity, and thermal-shock tolerance in a way that suits the sulfuric-acid-dew-point-risk zone found downstream of wet FGD absorbers. In that zone, the flue gas is close to saturation and the heat-exchanger tube surface can become a condensation site for sulfuric acid — an environment that causes accelerated corrosion and erosion-corrosion in metallic tube materials. SiC's ceramic chemical inertness, gas imperviousness, and high thermal conductivity address that combined failure mode.
Is SiC the default answer for all FGD heat exchangers?
No. SiC is strongest in near-dew-point service where corrosion and erosion are simultaneously real. In above-dew-point service, metal or alloy routes may remain viable because the condensation mechanism is controlled by design. In below-dew-point condensing service, polymer exchangers may be more appropriate because SiC's temperature advantage is unnecessary and polymer's lower cost and acid resistance in condensate service may dominate. The duty zone determines the material family before the specific material is selected.
Why does the acid dew point matter so much for tube material selection?
Because the sulfuric acid dew point determines whether acid is in vapor or condensed form at the tube surface. Above the dew point, the tube sees gas-phase species that are less corrosive to many materials. At or below the dew point, condensed sulfuric acid attacks tube surfaces at a rate that depends on concentration, temperature, and material chemistry. EPA guidance on wet FGD systems identifies condensation as a key downstream corrosion driver, which is why many plants reheat the gas after the absorber specifically to avoid this mechanism in downstream equipment.
When is graphite still a real alternative to SiC in FGD heat exchangers?
When the acid duty is significant but graphite's mechanical and pressure limits, and its resistance to oxidizing conditions, have not been exceeded. Industrial SiC exchanger suppliers frame their SiC products as the answer when graphite reaches those limits — implying that graphite is the primary benchmark comparison, not metals. If the operating pressure is moderate, the chemistry is not strongly oxidizing, and thermal cycling is manageable, graphite may remain the more economical route without the need for a ceramic upgrade.
What is the biggest specification mistake for SiC tubes in FGD service?
Writing "SiC tube for FGD heat exchanger" without stating whether the exchanger operates above the acid dew point, near it, or below it with intentional condensation. That single variable changes the material family shortlist, the design basis for corrosion margin, and the competing alternatives. Without it, the specification is describing the material route but not the duty — and the tube material may be either over-specified relative to a gentler above-dew-point environment or underspecified if the actual condensation load is more severe than assumed.