BN is a credible material for magnesium-alloy melting, but in automotive applications it is usually strongest as a clean-interface route rather than as the default bulk-crucible route. For small-batch or purity-sensitive melts, a monolithic BN crucible can make sense because BN is non-wet by most molten metals and resists molten-metal attack. In the sampled magnesium-alloy literature, however, the more common practical route is a BN-coated steel or iron crucible under protective atmosphere, because it combines BN's anti-reaction surface with the cost, robustness, and scale advantages of metal crucibles.
That distinction — BN as a surface solution rather than always as the whole vessel — is the central engineering fact that this guide unpacks. Understanding it prevents the two most common specification errors: assuming BN is unnecessary for magnesium alloy melting, and assuming monolithic BN crucibles are the obvious solution for automotive production.

BN in automotive magnesium alloy melting works primarily as a clean-interface solution — whether as a monolithic BN crucible for small-batch purity-sensitive work or as BN coating on steel for mainstream automotive foundry scale.
The boron nitride crucibles and boron nitride ceramic grades described in this guide represent the full BN-route family — from bulk HPBN crucibles for clean small-batch melting to BN-coated configurations for steel-substrate production applications.
What BN actually solves in magnesium alloy melting
BN solves an interface problem first. Published BN materials documentation consistently describes BN as inert and non-wet by most molten metals and slags, with good chemical resistance and low adhesion in molten-metal handling. In magnesium-alloy melting, that translates into practical goals: reducing sticking, limiting reaction with the crucible wall, and helping the melt come out cleaner and with less crucible-derived contamination.
That matters specifically for magnesium because melt cleanliness directly affects the mechanical properties and corrosion resistance of structural castings — properties that are critical for automotive structural and semi-structural applications. Published magnesium-alloy literature describes magnesium melt cleanliness as strongly influencing final part performance, and notes that contamination from reactive gas exposure and from crucible-metal interaction are two of the main sources of inclusions.
BN addresses the crucible-interface side of that contamination problem. A ceramic or coated surface that resists molten-magnesium attack, does not wet readily, and does not contribute metallic species to the melt reduces one controllable contamination pathway without solving the oxidation and atmosphere problem simultaneously.
BN is a surface solution before it is a bulk vessel solution
The clearest evidence for this framing comes from the pattern in published magnesium-alloy research: multiple studies that needed clean magnesium melts used BN as a coating on steel or iron crucibles rather than as a monolithic BN vessel. That approach captures BN's anti-reaction and anti-sticking benefit at the melt-contact interface while keeping the structural practicality and lower cost of the metal substrate — a combination that makes more engineering sense at automotive foundry scale than replacing the entire crucible with a ceramic.
The non-wetting benefit reduces sticking and Fe pickup, not just contact-surface corrosion
One particularly documented benefit in the magnesium-melting literature is iron pickup control. Published grain-refinement overviews for magnesium alloys report that BN coating on mild-steel crucibles significantly delayed or avoided iron pickup in molten magnesium at 730–780°C. Iron is a potent intermetallic-forming element in magnesium alloys, and controlling its contribution from the crucible wall is a genuine process concern in alloy-quality-sensitive automotive applications.
Why BN is often seen as a coating rather than a full crucible
The sampled magnesium-alloy research literature repeatedly places BN in coating form rather than as the sole container material. In one published magnesium-alloy study, melts were prepared in a BN-coated iron crucible under argon. In a separate published magnesium-alloy casting study, pure magnesium was melted in a BN-coated low-carbon steel crucible under a dynamic SF₆ + CO₂ protective atmosphere. These are not exceptions — they represent the more common documented practice for controlled magnesium-alloy melting in research and production-adjacent contexts.
The logic behind this pattern is straightforward. Cast magnesium alloys remain the dominant form in automotive applications, and automotive-scale magnesium melting involves considerations that pull away from monolithic ceramic crucibles: crucible replacement logistics, cost per melt, vessel robustness in foundry environments, and the practicality of temperature cycling in production-rate operations. A BN coating on steel addresses the melt-interface problem while keeping the production-practical properties of a metal crucible.
BN-coated steel is a hybrid route that the literature validates
The BN-coated steel approach is not a compromise between a correct answer and an incorrect one — it is the validated engineering response to the specific combination of requirements in magnesium-alloy automotive melting: clean melt interface, manageable cost, robust vessel, and compatible with protective atmosphere systems.
Monolithic BN crucibles have a clear use case — it is just narrower than "all automotive magnesium melting"
High-purity BN grades are explicitly positioned in published materials documentation for crucibles for metals and for high-purity molten-metal applications. For small-batch, purity-sensitive, or research-oriented magnesium-alloy work where minimizing sticking and crucible-derived contamination matters more than maximizing vessel ruggedness, a monolithic BN crucible is a credible and appropriate choice. The distinction is one of duty class: lab-scale or high-purity production versus mainstream automotive foundry volume.
What BN does not solve and what the boundaries are
Three boundaries matter for anyone specifying BN in automotive magnesium melting:
BN does not replace protective atmosphere. This is the most important correction. Magnesium melting is fundamentally an oxidation and ignition control problem. Published oxidation studies on AZ91D magnesium alloy document that unprotected heating caused severe oxidation and even failure to melt properly at elevated temperature. Published magnesium-alloy reviews consistently frame vacuum-assisted inert atmosphere or cover-gas systems as the preferred method for magnesium-alloy melting and casting, not as an optional enhancement. BN's non-wetting and chemical inertness at the crucible wall does not substitute for the protective gas environment that prevents bulk magnesium oxidation during the melt cycle.
BN is cleanliness-oriented, not scale-up-oriented. BN's advantages are non-wetting, low reaction, machinability, and electrical insulation. These are not the same as lowest cost, fastest vessel replacement, or easiest scale-up. For high-volume automotive magnesium foundry operations where melt volume is large and crucible replacement logistics matter, full BN crucibles are harder to justify than BN-coated steel routes.
The atmosphere and the crucible must be specified together. The combination of BN interface plus protective atmosphere appears consistently in the sampled literature as the functional package — neither element is described as sufficient on its own. A specification that names the crucible material without specifying the atmosphere, or vice versa, is leaving the most important interaction undefined.
When the decision stays with monolithic BN and when it shifts to BN-coated steel
The Selection Matrix below maps the five most common automotive magnesium melting configurations:
| If the melting duty looks like… | Best-fit route | Why |
|---|---|---|
| Small-batch, clean, purity-sensitive Mg or Mg-alloy melt | Monolithic BN crucible is credible | BN is non-wet by most molten metals and grades are explicitly positioned for crucibles for metals and high-purity molten metals |
| Mainstream automotive Mg-alloy melt under protective gas | BN-coated steel/iron crucible is usually more defensible | This is the more commonly documented route in sampled Mg-alloy papers, combining BN interface protection with steel practicality |
| Process is open-air or poorly protected | Do not treat BN as a substitute for atmosphere control | Unprotected AZ91D heating showed severe oxidation and even failure to melt properly in the cited oxidation study |
| Primary concern is Fe pickup from steel crucible | BN coating becomes especially attractive | Published grain-refinement overview reports BN coating significantly delayed or avoided iron pickup from mild-steel crucibles |
| High-volume automotive production where cost and robustness dominate | Coated-metal route usually beats full BN route | Sampled literature pattern favors BN-coated steel; automotive Mg usage remains casting-centric with production-economic constraints |
Route logic synthesized from sampled magnesium-alloy research papers, BN materials documentation, and automotive magnesium usage reviews.
The practical rule: choose bulk BN when solving a high-purity, small-batch, low-sticking melt problem. Choose BN-coated steel when solving a more mainstream automotive magnesium melting problem. That is a much better rule than either extreme — "BN is unnecessary" or "BN crucibles should replace everything."
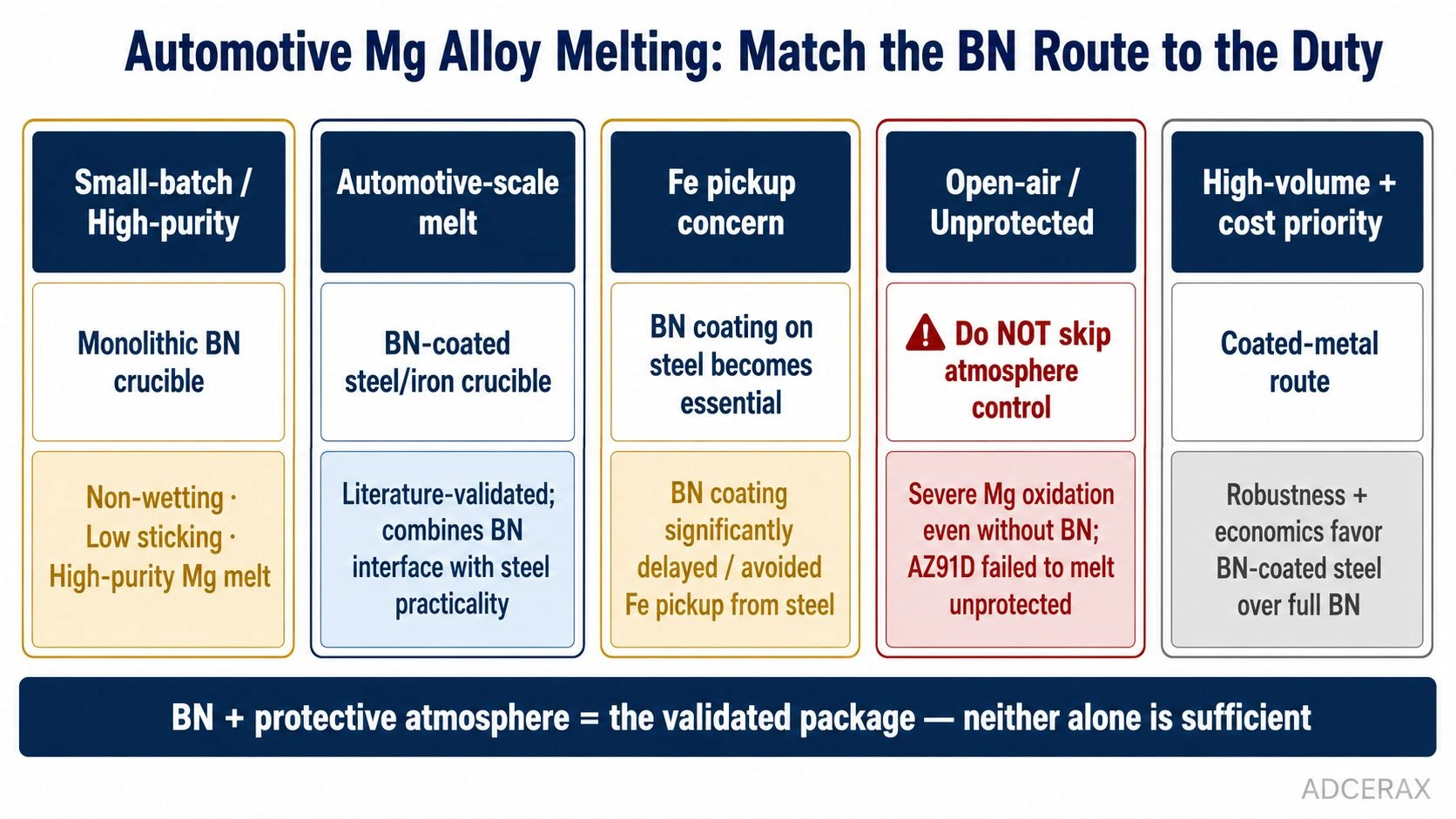
Five automotive magnesium melting configurations — and which BN route fits each one. Protective atmosphere appears as a co-requirement in most cases, not as optional.
The ceramic crucible material options across BN, alumina, zirconia, and graphite for non-ferrous melting illustrate the same duty-class discipline described above: the crucible route must be matched to the specific melt chemistry, scale, and atmosphere conditions rather than selected by material reputation alone.
The forehearth/distributor lesson applies here too
The principle from other non-ferrous melting guides applies directly: BN works best at the clean-interface level, not as the answer to every system-level contamination problem. In magnesium melting, oxidation protection belongs to the atmosphere system, iron pickup from the crucible belongs to BN coating, and purity-sensitive small-batch work belongs to monolithic BN. The failure mode is when any one of these is asked to do the job of another.
What should go into the RFQ and operating specification
A purchasing document for BN crucibles or BN-coated crucibles in automotive magnesium alloy melting must resolve three variables before the material can be quoted correctly: the route (bulk BN or BN-coated steel), the alloy and melt conditions, and the atmosphere.
The specification and operating checklist for metallurgical ceramic components in magnesium alloy melting service:
- Route — specify monolithic BN crucible or BN-coated steel/iron crucible explicitly; the two routes have different cost, robustness, and application profiles and should not be treated as interchangeable in the purchasing document.
- Alloy family — specify the Mg alloy: AZ91, AZ31, Mg-Al, Mg-Zr, rare-earth-containing magnesium alloy; iron pickup sensitivity varies by alloy chemistry and this affects whether the BN coating benefit is critical or marginal.
- Atmosphere — specify argon, vacuum-assisted inert, SF₆/CO₂ cover gas, or other protective atmosphere; BN crucibles and BN-coated steel crucibles both appear in literature contexts with explicit protective atmosphere, and the atmosphere specification is not separable from the crucible specification.
- Temperature and hold time — specify peak melt temperature and dwell duration; magnesium oxidation kinetics and crucible interaction both increase with temperature and time, which affects whether BN coating is the controlling variable or whether atmosphere adequacy becomes the binding constraint.
- Priority — state whether the primary goal is low sticking, low Fe pickup, high melt purity, or production robustness and cost; these map to different route choices, and specifying the priority makes the trade-off explicit.
- Scale — specify laboratory, pilot, or production volume; monolithic BN crucibles are more appropriate at smaller scale; BN-coated steel becomes more practical as melt volume and production rate increase.
If the purchasing document says only "BN crucible for automotive magnesium alloy melting" without resolving route, atmosphere, and alloy, the specification has named the material without defining the engineering context that makes the material selection meaningful.
Conclusion
BN's role in automotive magnesium alloy melting is best understood as a clean-interface solution rather than a universal crucible material. Monolithic BN crucibles are credible and appropriate for small-batch, purity-sensitive magnesium-alloy work. For mainstream automotive magnesium foundry operations, the literature-supported route is more often BN-coated steel under protective atmosphere — capturing BN's anti-reaction and anti-pickup surface benefit while maintaining the robustness and cost profile of metal crucibles. The specification that makes this distinction correctly names the route, the alloy, the atmosphere, and the scale before it names the material.
Specifying BN crucibles or BN-coated components for magnesium alloy melting? Send the alloy family, melt temperature, atmosphere system, batch scale, and priority (purity vs robustness vs cost). ADCERAX engineers return a route recommendation with BN grade guidance, coating options if applicable, and compatibility confirmation for the confirmed alloy and atmosphere; turnaround depends on inquiry complexity — no RFQ commitment required at this stage.
Frequently Asked Questions
Can BN crucibles be used for magnesium alloy melting?
Yes. Published BN materials documentation supports bulk BN crucibles for molten-metal handling and specifically for high-purity molten-metal applications, and BN's non-wetting behavior makes it credible for magnesium-containing melts. The more nuanced answer is that monolithic BN crucibles are most appropriate for small-batch or purity-sensitive work, while mainstream automotive magnesium melting more commonly uses BN-coated steel or iron crucibles under protective atmosphere.
Are bulk BN crucibles the standard route in automotive magnesium melting?
Not in the sampled literature. The more commonly documented route in magnesium-alloy research papers is a BN-coated steel or iron crucible under protective atmosphere — argon or cover-gas systems such as SF₆/CO₂. That combination captures BN's anti-reaction surface benefit while retaining the structural and economic advantages of a metal crucible at production-relevant scale.
Why is BN coating on steel crucibles so common for magnesium melting?
Because it reduces melt-crucible interaction and can significantly delay or avoid iron pickup from mild-steel crucibles in molten magnesium, while keeping the practical advantages of a steel vessel. Iron is a potent intermetallic-forming element in magnesium alloys, and controlling crucible-derived iron contamination is a genuine quality concern for automotive structural and semi-structural cast parts.
Does a BN crucible or BN coating mean you can melt magnesium alloys safely without protective atmosphere?
No. Published magnesium oxidation studies document severe oxidation and even failure to melt properly in unprotected environments. BN's non-wetting and chemical inertness at the crucible wall addresses the melt-crucible interface problem — not the bulk magnesium oxidation and ignition risk that protective atmosphere systems are designed to manage. Both elements are required in the validated literature route: BN interface plus atmosphere protection.
What is the biggest specification mistake for BN in automotive magnesium melting?
Writing "BN crucible for automotive magnesium alloy melting" without specifying whether the route is monolithic BN or BN-coated steel, and without defining the protective atmosphere. The two routes have different cost, robustness, and application profiles, and the atmosphere specification is not separable from the crucible selection in a magnesium-alloy melting context.